

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
а) раздача (вхолостую или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рис. 4а).
Область применения способа и допустимое значение раздачи приведены в табл. 5. После раздачи необходимо проверить, не произошло ли утонение стенки трубы больше допустимого размера;
б) механическая обработка (расточка) на внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 4б (для стыка без подкладного кольца) или рис. 4в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не менее расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца ![]() должен быть не более 15º.
должен быть не более 15º.
Таблица 5
Сталь | Способ раздачи* | Диаметр трубы, мм, не более | Толщина стенки трубы, мм, не более | Раздача ** А, %, не более |
Углеродистая | Вхолодную | 83 | 6 | 6 |
84-200 | 8 | 4 | ||
С нагревом | 300 | 20 | 10 | |
Низколегированная: | ||||
теплоустойчивая | Вхолодную | 100 | 8 | 4 |
С нагревом | 100 | 8 | 10 | |
конструкционная | Вхолодную | 200 | 8 | 4 |
С нагревом | 300 | 20 | 10 |
* Раздачу с нагревом следует производить при температуре 900-1000 ºС концов труб из низколегированных теплоустойчивых сталей, при 700-900 ºС – из низколегированных конструкционных и углеродистых сталей.
** Рассчитывают по формуле А = (Д2 – Д1) 100 / Д1, где Д1 и Д2 – внутренний диаметр трубы соответственно до и после раздачи.
6.10. При стыковке труб с разными наружными диаметрами размер h (рис. 5) должен быть не более 30% толщины более тонкой трубы, но не более 5 мм. Если разность наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (см. рис. 5).
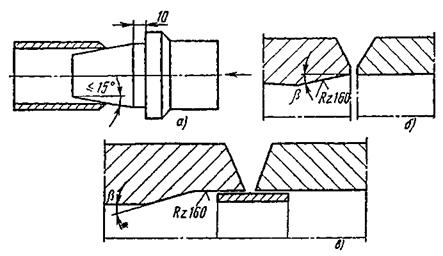
Рис. 4. Способы обработки концов труб при стыковке элементов,
имеющих разные внутренние диаметры
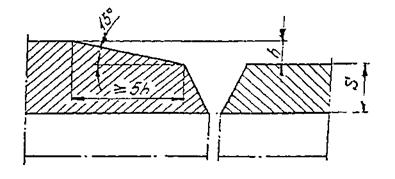
Рис. 5. Обработка концов труб при стыковке элементов,
имеющих разные наружные диаметры
6.11. Вмятины на концах труб можно исправлять с помощью разжимных устройств при условии, что глубина вмятин не превышает 3,5% диаметра трубы, а толщина стенки составляет не более 20 мм. Вмятины на трубах можно исправлять вхолостую или нагревом.
Концы труб с вмятинами глубиной более 3,5%, а также с забоинами глубиной более
5 мм следует обрезать или исправлять путем наплавки.
6.12. Подгибку труб в монтажных условиях разрешается производить на трубах из низкоуглеродистых и низколегированных конструкционных сталей на угол не более 15 ºС, а из хромомолибденовых сталей – не более 10 ºС.
Трубы из теплоустойчивых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до температуры 710-740 ºС. Трубы из низкоуглеродистых и низколегированных сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм; при большей толщине – с подогревом до 650-680 ºС. После подгибки нагретый участок необходимо обернуть асбестом для медленного охлаждения металла. Место подгибки должно находиться вне подгиба трубы и при диаметре более
100 мм отстоять от него на расстоянии не менее 200 мм. Температуру подогрева контролируют с помощью термокарандашей, термокрасок или термопар, прибора ТТЦ-1 ("Ватра"). Термообработка места подгибки не требуется.
6.13. Кромки литых деталей трубопроводов необходимо подготавливать только в заводских условиях.
Сборка стыков труб
6.14. Для закрепления стыков труб в фиксированном под сварку положении следует применять центровочные приспособления и ставить прихватки.
В качестве центрирующих приспособлений могут быть использованы центраторы трубосварочные моделей ЦТ-60, ЦТ-114, ЦТ-426, изготавливаемые Полтавским заводом ПО "Спецмонтажконструкция", (рекомендуемое приложение 7, рис. 1-3). Трубы диаметром до 50 мм можно собирать с помощью клещей (приложение 7, рис. 4), а трубы диаметром 133-377 мм – с помощью приспособления хомутового типа (приложение 7, рис. 5). Сборку труб диаметром более 100 мм можно производить с помощью стяжных уголков или компенсационных планок (приложение 7, рис. 6).
6.15. В случае сборки стыка труб из хромомолибденовых сталей с помощью уголков или компенсационных планок, приварку этих элементов к трубам следует производить электродами типа Э46А или Э50А с предварительным подогревом места приварки. Уголки и планки могут быть удалены (механическим путем или газовой резкой) только после наложения не менее двух-трех первых слоев шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно просмотрены на предмет обнаружения и удаления поверхностных трещин.
Уголки и компенсационные планки рекомендуется изготавливать из углеродистой стали 20, Ст2, Ст3.
6.16. Конструктивные размеры сварных соединений по ГОСТ 16037 приведены в рекомендуемом приложении 8.
6.17. Непосредственно перед сборкой кромки, внутренняя и наружная поверхности труб на участке не менее 20 + 20 мм от торцов должны быть зачищены до металлического блеска и обезжирены. Перед установкой штуцера (трубы) в коллектор или барабан должны быть зачищены поверхности вокруг отверстия на 15-20 мм со стороны наложения сварного шва и поверхность очка – на всю глубину.
6.18. Смещение внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков с односторонней разделкой кромок без подкладного кольца должно быть не больше значений, указанных в табл. 6.
При диаметре труб более 200 мм смещение внутренних кромок должно быть не выше: при толщине тубы S до 4 мм – 0,2S, при большей толщине 0,15S, но не более 2 мм.
Таблица 6
мм | |||
Толщина стенки трубы, S | до 10 | Свыше 10 до 20 | Свыше 20 |
Максимально допустимое смещение внутренних кромок | 0,5 | 0,05S | 1 |
6.19. Для стыков труб, собираемых и свариваемых на остающемся подкладном кольце, разность внутренних диаметром элементов в месте стыка не должна превышать 2 мм с тем, чтобы в собранном стыке зазор между кольцом и внутренней поверхностью элемента был не более 1 мм.
6.20. Смещение с наружной стороны поверхности свариваемых труб и элементов оборудования с одинаковой толщиной стенки не должно превышать значений, указанных в табл. 7.
Таблица 7
Номинальная толщина стенки соединяемых элементов (деталей), S, мм | Максимально допустимое смещение (несовпадение) кромок в стыковых соединениях, мм | ||
продольных, меридиональных, хордовых и круговых на всех элементах, а также кольцевых при приварке днищ | поперечных кольцевых | ||
при трубных и конических элементах | при цилиндрических элементах из листа или проволок | ||
0-5 | 0,20S | 0,20S | 0,25S |
>5-10 | 0,10S + 0,5 | 0,10S + 0,5 | 0,25S |
>10-25 | 0,10S + 0,5 | 0,10S + 0,5 | 0,10S + 0,5 |
>25-50 | 3 (0,04S + 2,0)* | 0,06S + 1,5 | 0,06S + 1,5 |
* Могут быть допущены только в случаях, указанных в рабочих чертежах. В стыковых сварных соединениях, выполненных электродуговой сваркой с двух сторон, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней сторон шва.
6.21. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности стыка (рис. 6).
Максимально допустимый просвет "а" между концом линейки и поверхностью трубы в собранном (но не заваренном) стыке не должен превышать 1,5 мм на расстоянии 200 мм от стыка. В заваренном стыке он должен быть не более 3 мм.

Рис. 6. Проверка правильности сборки стыкового соединения
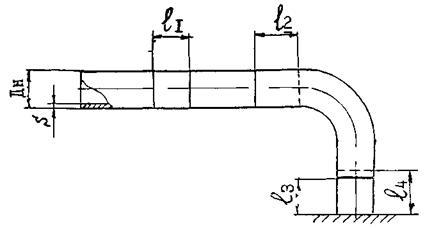
6.22. Расположение поперечных сварных швов на трубах (рис. 7) должно отвечать следующим требованиям:
Расстояние между осями соседних поперечных швов l1, при S, мм
до 8 | не менее 50 |
более 8 | не менее 3S, но не менее 100 |
Расстояние от начала гиба (закругления) до оси поперечного шва l2, от наружной поверхности элемента (барабана, камеры, транзитной трубы) до оси поперечного шва l3 или до начала гиба l4 при Дн, мм:
до 100 | не менее Дн, но не менее 50 |
более 100 | не менее |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
