

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сварка трением
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а другой может совершать вращательное и поступательное движения. Заготовки сжимаются осевым усилием, и включается механизм вращения. При достижении температуры 980…1300 0С вращение заготовок прекращают при продолжении сжатия.
Иногда сварку трением производят через промежуточный вращаемый элемент или заменяют вращательное движение вибрацией.
Сваркой трением можно сваривать заготовки диаметром 0,75…140 мм.
Преимущества способа: простота, высокая производительность, малая энергоемкость, стабильность качества соединения, возможность сварки заготовок из разнородных материалов.
Осуществляется сварка на специальных машинах.
Сварка взрывом
Большинство технологических схем сварки взрывом основано на использовании направленного взрыва.
Соединяемые поверхности заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на определенном расстоянии. На вторую заготовку укладывают взрывчатое вещество и устанавливают детонатор. Сварку осуществляют на жесткой опоре. При соударении двух деталей под действием ударной волны, движущихся с большой скоростью, между ними образуется кумулятивная струя, которая разрушает и уносит оксидные поверхностные пленки и другие загрязнения. Поверхности сближаются до расстояния действия межатомных сил, и происходит схватывание по всей площади соединения. Продолжительность сварки несколько микросекунд.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов.
Сварку взрывом используют при изготовлении заготовок для проката биметалла, плакировке поверхностей конструкционных сталей металлами и сплавами со специальными свойствами, при сварке заготовок из разнородных материалов. Целесообразно сочетание сварки взрывом со штамповкой и ковкой.
Тип сварного соединения
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Сварным конструкциям присущи и некоторые недостатки: появление остаточных напряжений; коробление в процессе сварки; плохое восприятие знакопеременных напряжений, особенно вибраций; сложность и трудоемкость контроля.
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и тавровые (рис. 18.2).
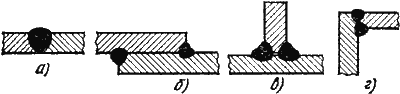
Рис.18.2. Основные типы сварных соединений
а – стыковое; б – нахлесточное; в – тавровое; г – угловое
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом.
Формы подготовки кромок под сварку показаны на рис. 18.3. различают V, K, X – образные
По характеру выполнения сварные швы могут быть односторонние и двухсторонние.
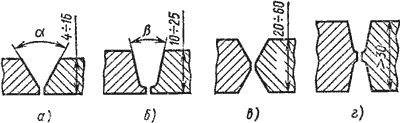
Рис. 18.3. Формы подготовки кромок под сварку:
а – V-образная; б – U - образная; в – X-образная; г – двусторонняя Х-образная
Специальные термические процессы в сварочном производстве
Наплавка – процесс нанесения слоя металла или сплава на поверхность изделия.
Наплавка позволяет получать детали с поверхностью, отличающейся от основного металла, например жаростойкостью и жаропрочностью, высокой износостойкостью при нормальных и повышенных температурах, коррозионной стойкостью и т. п. Наплавка может производиться как при изготовлении новых деталей, так и в ремонтно-восстановительных работах, существенно удлиняя срок эксплуатации деталей и узлов, обеспечивая этим высокий экономический эффект.
Существуют разнообразные способы наплавки.
Ручная дуговая электродами со стержнями и покрытиями специальных составов.
Автоматическая наплавка под флюсом. Электроды могут быть сплошного сечения и порошковые. Состав флюса, металл электрода и состав наполнителя определяют свойства наплавленного слоя.
Наплавка плавящимися и неплавящимися электродами в среде защитных газов. Свойства наплавленного слоя зависят от материала присадки или электрода.
Плазменная наплавка. Дуга может быть как прямого, так и косвенного действия. Можно плазменной струей оплавлять слой легированного порошка, предварительно нанесенный на поверхность детали.
Электрошлаковая, электронно-лучевая, лазерная наплавка, а также наплавка газокислородным пламенем.
Существенным показателем эффективности того или иного способа наплавки является степень перемешивания при наплавке основного металла и присадочного: чем она меньше, тем ближе будут свойства наплавленного слоя к заданным.
2. Инструменты формообразования
Основные понятия, термины и определения
При обработке металлов резанием изделие получается в результате срезания с заготовки слоя припуска, который удаляется в виде стружки. Готовая деталь ограничивается вновь образованными обработанными поверхностями. На обрабатываемой заготовке в процессе резания различают обрабатываемую и обработанную поверхности. Кроме того, непосредственно в процессе резания режущей кромкой инструмента образуется и временно существует поверхность резания (рис. 2.1).
Для осуществления процесса резания необходимо и достаточно иметь одно взаимное перемещение детали и инструмента. Однако для обработки поверхности одного взаимного перемещения, как правило, недостаточно. В этом случае бывает необходимо иметь два или более, взаимосвязанных движений обрабатываемой детали и инструмента. Совокупность нескольких движений инструмента и обрабатываемой детали и обеспечивает получение поверхности требуемой формы. При этом движение с наибольшей скоростью называется главным движением (Dг), а все остальные движения называются движениями подачи (Ds). Суммарное движение режущего инструмента относительно заготовки, включающее главное движение и движение подачи, называется результирующим движением резания (De). Геометрическая сумма скорости главного движения резания и скорости движения подачи определяет величину скорости результирующего движения резания (Ve). Плоскость, в которой расположены векторы скоростей главного движения резания и движения подачи (рис. 2.1), называется рабочей плоскостью (Ps). В этой плоскости измеряются угол скорости резания ![]() и угол подачи
и угол подачи ![]() . Для случаев токарной обработки этот угол равен 90 градусам.
. Для случаев токарной обработки этот угол равен 90 градусам.
Интенсивность процесса резания определяется напряженностью режима резания. Режим резания характеризуют три параметра:
- глубина резания t (мм); подача s (мм/об); скорость резания v (мм/мин);
Элементы режима резания: глубина подача и скорость, обозначаются строчными (малыми) буквами латинского алфавита.
Глубиной резания называется толщина слоя обрабатываемого материала, срезаемого за один проход инструмента.
Подачей называется величина перемещения инструмента или обрабатываемого изделия в единицу времени или величина, этого перемещения, отнесенная к величине главного движения.
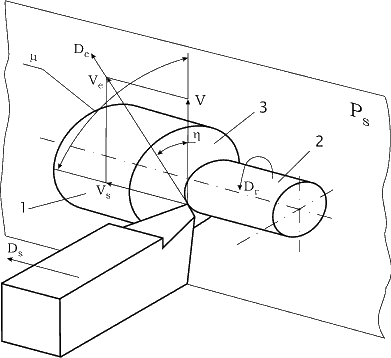
1 – обрабатываемая поверхность,
2 — обработанная поверхность,
3 – поверхность резания.
Рис.2.1 Поверхности и движения при резании.
Ps – рабочая плоскость, V – вектор скорости резания, Vs – вектор скорости движения подачи, Ve – вектор скорости результирующего движения.
Dг – главное движение, Ds – движение подачи, De – результирующее движение.
Скоростью резания называется скорость перемещения поверхности резания относительно режущей кромки инструмента. Скорость резания можно представить как путь, пройденный режущим инструментом в единицу времени в направлении главного движения по поверхности резания.
Величина подачи и глубины резания определяют размер площади поперечного сечения срезаемого слоя (сечения среза):
![]() , мм2.
, мм2.
Процесс пластической деформации срезаемого слоя и напряженность процесса резания наиболее полно оценивается не величиной площади поперечного сечения среза, а величинами ширины и толщины поперечного сечения срезаемого слоя (см. рис.2.2). Толщиной срезаемого слоя (среза) a называется расстояние между двумя последовательными положениями поверхности резания. Шириной срезаемого слоя b называется расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания.
Форма поперечного сечения среза зависит от формы режущей кромки инструмента и от расположения ее относительно направления движения подачи. При резании инструментом с прямолинейной режущей кромкой толщина среза а постоянна на всей ширине среза, а при резании инструментом с криволинейной режущей кромкой толщина среза неодинакова в разных точках по ширине среза. Из рис.2.2 видно, что при постоянных значениях подачи s и глубины резания t ширина среза b и толщина среза a изменяются в зависимости от положения режущей кромки, в зависимости от угла ![]() между режущей кромкой и направлением подачи.
между режущей кромкой и направлением подачи.

Рис. 2.2. Форма и размеры площади поперечного сечения среза
Здесь видно, что:
f1 = f2 = f3 = t. s = a1. b1 = a2. b2 = a3. b3,
a1 > a2 > a3;
b1 < b2 < b3;
![]() ;
;  ,
,

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
