

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При расчете режима резания глубина резания назначается в указанных выше пределах. Подача выбирается по справочным таблицам с учЁтом глубины сверления, характера последующей обработки, жесткости системы СПИД и свойств инструментального материала. Скорость резания рассчитывается при сверлении:
![]() ;
;
Крутящий момент рассчитывается как произведение силы резания Pz половины размера диаметра инструмента:
 , Н. м,
, Н. м,
а эффективная мощность резания, определяется по формуле:
 , кВт.
, кВт.
Основное технологическое времярассчитываются с учетом врезания и перебега:
 ,
,
![]()
Для сверления: L = lo + 0,3D;
lo – длина обрабатываемого отверстия, D – диаметр сверла.
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
4.2. Обработка материалов зенкерованием и развертыванием
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую част, отсутствует! число зубьев не менее трех (рис.19.3.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис.19.3.д).
Схемы сверления, зенкерования и развертывания представлены на рисунке 19.3.
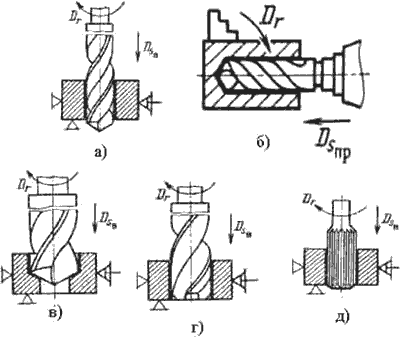
Рис.19.3. Схемы сверления, зенкерования и развертывания
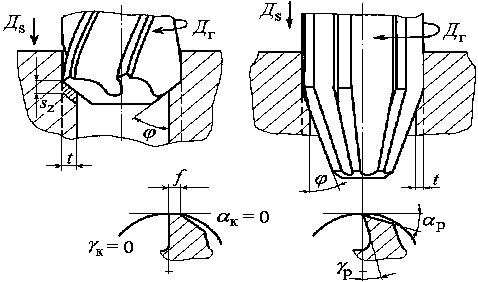
Рис 14.2. Элементы резания: а) - при зенкеровании, б) – развертывании; в) – профиль режущей и г) – калибрующей частей зуба развертки.
При зенкеровании и развертывании элементы режима резания определяются так же, как при рассверливании. Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
![]() ,
,
![]() ;
;
При расчете режима резания глубина резания назначается в указанных выше пределах. Подача выбирается по справочным таблицам с учЁтом глубины сверления, характера последующей обработки, жесткости системы СПИД и свойств инструментального материала. Скорость резания рассчитывается
при зенкеровании, рассверливании и развертывании:
![]() ,
,
![]()
Крутящий момент рассчитывается как произведение силы резания Pz половины размера диаметра инструмента:
 , Н. м,
, Н. м,
а эффективная мощность резания, определяется по формуле:
 , кВт.
, кВт.
Основное технологическое время рассчитываются с учетом врезания и перебега:
 ,
,
![]()
для зенкерования: ![]() ; l2 = 1 – 4, мм.
; l2 = 1 – 4, мм.
для развертывания: ![]() ; l2 = 0,5lk;
; l2 = 0,5lk;
где lk – длина калибрующей части развертки, lo – длина обрабатываемого отверстия
4.3. Расчет и табличное определение режимов резания при сверлении, зенкеровании и развертывании
Глубина резания. При сверлении глубина резания t = 0,5 D, при рассверливании, зенкеровании и развертывании t = 0,5(D – d).
Подача. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу (табл. 25). При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до 2 раз. При наличии ограничивающих факторов подачи при сверлении и рассверливании равны. Их определяют умножением табличного значения подачи на соответствующий поправочный коэффициент, приведенный в примечании к таблице.
Подачи при зенкеровании приведены в табл. 26, а при развертывании – в табл.27.
Скорость резания. Скорость резания, м/мин, при сверлении
а при рассверливании, зенкеровании, развертывании
Значения коэффициентов Сv и показателей степени приведены в для сверления в табл. 28, для рассверливания, зенкерования и развертывания – в табл. 29, а значения периода стойкости Т – в табл. 30.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
Где: Кмv – коэффициент на обрабатываемый материал (см. табл. 1 – 4);
Киv – коэффициент на инструментальный материал (см. табл.6);
Кlv – коэффициент, учитывающий глубину сверления (табл. 31).
При рассверливании и зенкеровании литых или штампованных отверстий водится дополнительно поправочный коэффициент Кnv (см. табл. 5).
Крутящий момент, Н⋅м, и осевую силу, Н, рассчитывают по формулам:
При сверлении
При рассверливании и зенкеровании
Значения коэффициентов См и Ср и показателей степени приведены в табл. 32.
Коэффициент, учитывающий фактические условия обработки. В данном случае зависит только от материала обрабатываемой заготовки и определяется выражением
Значения коэффициента Кмр приведены для стали и чугуна в табл. 9, а для медных и алюминиевых сплавов – в табл. 10.
Для определения крутящего момента при развертывании каждый зуб инструмента можно рассматривать как расточной резец. Тогда при диаметре инструмента D крутящий момент, Н⋅м,
Здесь sz – подача, мм на один зуб инструмента, равная s/z, где s – подача, мм/об, z – число зубьев развертки. Значения коэффициентов и показателей степени см. в табл. 22.
Мощность резания, кВт, определяют по формуле
Где частота вращения инструмента или заготовки, об/мин,
25. Подачи, мм/об, при сверлении стали, чугуна, медных и алюминиевых сплавов сверлами из быстрорежущей стали
Диаметр сверла D, мм | Сталь | Серый и ковкий чугун, медные и алюминиевые сплавы | ||||
НВ 160 | HB 160 - 240 | HB 240 - 300 | HB >300 | HB ≤ 170 | HB > 170 | |
2 – 4 | 0,09 – 0,13 | 0,08 – 0,10 | 0,06 – 0,07 | 0,04 – 0,06 | 0,12 – 0,18 | 0,09 – 0,12 |
4 – 6 | 0,13 – 0,19 | 0,10 – 0,15 | 0,07 – 0,11 | 0,06 – 0,09 | 0,18 – 0,27 | 0,12 – 0,18 |
6 - 8 | 0,19 – 0,26 | 0,15 – 0,20 | 0,11 – 0,14 | 0,09 – 0,12 | 0,27 – 0,36 | 0,18 – 0,24 |
8 – 10 | 0,26 – 0,32 | 0,20 – 0,25 | 0,14 – 0,17 | 0,12 – 0,15 | 0,36 – 0,45 | 0,24 – 0,31 |
10 – 12 | 0,32 – 0,36 | 0,25 – 0,28 | 0,17 – 0,20 | 0,15 – 0,17 | 0,45 – 0,55 | 0,31 – 0,35 |
12 – 16 | 0,36 – 0,43 | 0,28 – 0,33 | 0,20 – 0,23 | 0,17 – 0,20 | 0,55 – 0,66 | 0,35 – 0,41 |
16 – 20 | 0,43 – 0,49 | 0,33 – 0,38 | 0,23 – 0,27 | 0,20 – 0,23 | 0,66 – 0,76 | 0,41 – 0,47 |
20 – 25 | 0,49 – 0,58 | 0,38 – 0,43 | 0,27 – 0,32 | 0,23 – 0,26 | 0,76 – 0,89 | 0,47 – 0,54 |
25 – 30 | 0,58 – 0,62 | 0,43 – 0,48 | 0,32 – 0,35 | 0,26 – 0,29 | 0,89 – 0,96 | 0,54 – 0,60 |
30 – 40 | 0,62 – 0,78 | 0,48 – 0,58 | 0,35 – 0,42 | 0,29 – 0,35 | 0,96 – 1,19 | 0,60 – 0,71 |
40 - 50 | 0,78 – 0,89 | 0,58 – 0,66 | 0,42 – 0,48 | 0,35 – 0,40 | 1,19 – 1,36 | 0,71 – 0,81 |
Примечание. Приведенные подачи применяют при сверлении отверстий глубиной l ≤ 3D с точностью не выше 12-го квалитета в условиях жесткой технологической системы. В противном случае вводят поправочные коэффициенты: на глубину отверстия – Kls = 0,9 при l ≤ 5D; Kls = 0,8 при l ≤ 7D; Kls = 0,75 при l ≤ 10D; на достижение более высокого качества отверстия в связи с последующей операцией развертывания или нарезания резьбы – Kos = 0,5; на недостаточную жесткость системы СПИД: при средней жесткости Кжs = 0,75; при малой жесткости Кжs = 0,5; на инструментальный материал – Киs = 0,6 для сверла с режущей частью из твердого сплава. |
26 Подачи, мм/об, при обработке отверстий зенкерами из быстрорежущей стали и твердого сплава.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
