

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Спрофилированный таким способом инструмент будет в определенной степени удовлетворять точностным параметрам только для нарезания колеса с определенным числом зубьев данного модуля. Для нарезания колес всего диапазона с числом зубьев z от 12 до бесконечности, т. е. до рейки, надо иметь слишком много фрез.
Профиль зубьев колес для одного и того же модуля и угла зацепления практически изменяется при числе зубьев z от 12 до 135. Поэтому для правильного нарезания всех зубчатых колес этого модуля необходимо иметь число фрез п = 135 - 12 = 123 шт. Такое большое число дисковых фрез иметь на заводе нерентабельно, так как многие из них могут быть совсем не использованы. Поэтому дисковые зуборезные фрезы изготовляют в комплекте, в котором имеется ограниченное число фрез.
Комплект фрез состоит из 8, 15 и 26 шт. Комплект, состоящий из восьми фрез, называют малым основным комплектом. Большой комплект составляют 15 фрез, и комплект повышенной точности - 26 фрез. Чем больше фрез в комплекте, тем выше точность нарезаемых колес.
Однако почти во всех случаях одна фреза служит для нарезания колес с разным числом зубьев, что создает погрешностости профил.
В основу комплектования фрез положено равенство отрезков на дуге окружности по наружному диаметру колес, имеющих z = 12÷ 135 данного модуля.
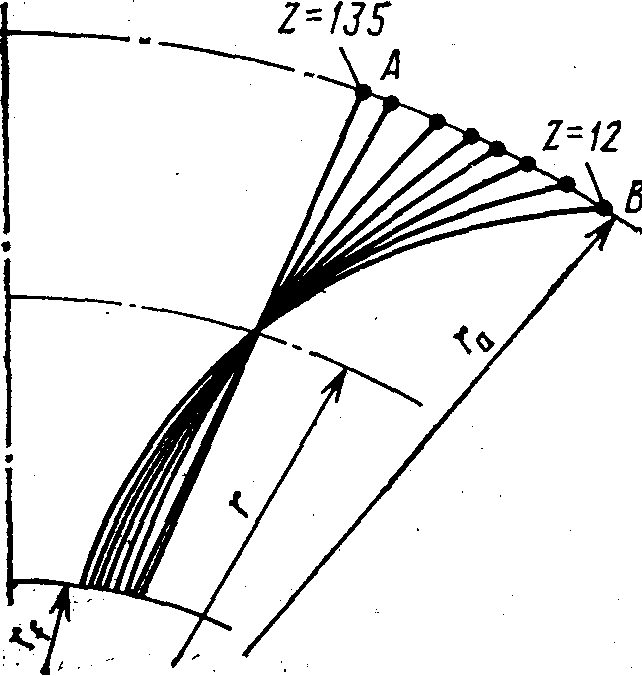
Рис. 1. Профили зубьев колес с разными z одного модуля
Если профили зубьев колес указанного диапазона наложить друг на друга, то они расположатся так, как показано на рис. 1. Число отрезков на дуге наружной окружности берется на единицу меньше числа фрез в комплекте. Например, для комплекта фрез из 8 шт. дуга АВ делится на семь равных отрезков. Каждая фреза в комплекте будет нарезать колеса, число зубьев которых лежит на данном отрезке. Ниже приведена зависимость номеров фрез от числа зубьев нарезаемых ими колес в комплекте из восьми фрез
№ фрезы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
z | 12-13 | 14-16 | 17-20 | 21-25 | 26-34 | 35-54 | 55-134 | 135 ∞ |
Фреза каждого номера профилируется по наименьшему числу зубьев нарезаемого колеса в данном интервале. В этом случае уменьшается опасность защемления зубьев сопряженных колес, чем при расчете профиля инструмента данного номера комплекта по среднему или большему числу зубьев нарезаемых колес.
Конструктивные особенности фрез. Основные размеры дисковых зуборезных фрез определяются так же, как и дисковых фасонных фрез. Зубья чистовых модульных фрез затылованы по архимедовой спирали для создания заднего угла 12 - 15° по наружному диаметру. При этом задние углы для боковых режущих кромок получаются небольшими от 1° 30' до 3°, особенно для точек, приближающихся к вершине зуба фрезы.
Задний угол в нормальном сечении к боковым режущим кромкам
tgαn = Retgαвsinα/R
где αв - задний угол вершинных режущих кромок; α - угол давления, который изменяется по высоте профиля; Re - наружный радиус фрезы; R - радиус фрезы в рассматриваемой точке.
Передний угол γ таких фрез равен нулю. Это ухудшает условия резания, но упрощает проектирование инструментам обеспечивает постоянство профиля зубьев фрезы в процессе их перетачивания.
Процесс нарезания зубьев колес крупного модуля занимает много времени. Для предварительного чернового нарезания дисковые фрезы делают сборной конструкции со вставными зубьями, профиль которых прямобочный, трапециевидный с углом 35 - 40° для 20° зацепления. В этом случае лучше зубья делать не затылованными, а остроконечными. Их шлифуют и перетачивают по передней и задним поверхностям по всему контуру. Задние углы у них могут быть созданы
оптимальными не только для вершинных режущих кромок, но и для боковых. Для облегчения условий резания такие фрезы изготовляют с положительным передним углом 10-15°. Для повышения производительности при черновом нарезании крупномодульных колес применяют наборы дисковых фрез, состоящие из 2, 3 и 4 шт.
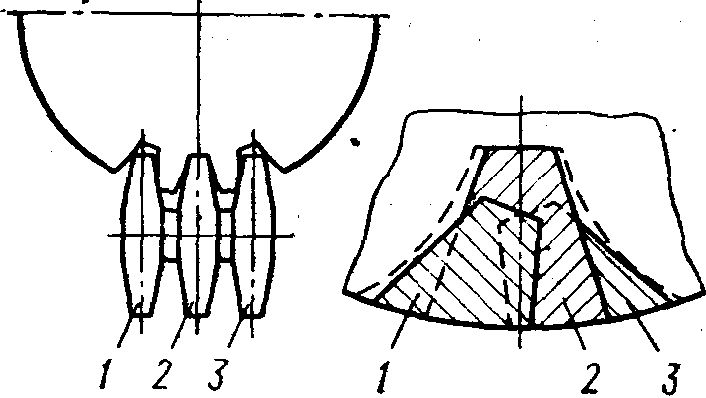
Рис. 2. Нарезание колес набором из трех фрез
На рис. 2 показан набор, состоящий из трех трапециевидных фрез 1-3. Каждая фреза удаляет определенную часть объема металла из впадины зубьев колеса.
ПАЛЬЦЕВЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Такие фрезы применяют для обработки крупномодульных прямозубых, косозубых и шевронных цилиндрических зубчатых колее. Так же как и дисковые зуборезные фрезы, при нарезании прямозубых колес они работают методом копирования и деления, а при нарезании косозубых и шевронных колес - методом бесцентроидного огибания и деления. В первом случае профиль зубьев фрезы соответствует профилю впадины зубчатого колеса, во втором случае этого соответствия нет. Профилируются они так же, как и дисковые зуборезные фрезы.
На рис. 3 показана пальцевая фреза. В ее концевой части расположено резьбовое отверстие, с помощью которого фреза навинчивается на оправку шпинделя станка и центрируется внутренней цилиндрической выточкой. Конструктивные элементы фрезы определяются размерами впадины зубчатого колеса. Обычно их изготовляют диаметром 40-220 мм с четным числом зубьев 2-8.
Пальцевые фрезы делают с затылованными зубьями по архимедовой спирали. Передний угол у них равен нулю. Перетачиваются такие фрезы по передней поверхности; по мере переточки их профиль искажается, вследствие чего создается погрешность обработки зубьев колеса. Пальцевые фрезы обычно не изготовляют в комплекте, так как в этом нет необходимости. В тяжелом машиностроении трудно представить, чтобы крупномодульные колеса изготавливали на данном предприятии с широким диапазоном чисел зубьев.
Существенным недостатком этих фрез является низкая производительность и точность. Низкая производительность объясняется малым числом зубьев, консольным креплением, нерациональной геометрией. Низкая точность погрешностями делительного механизма и искажением профиля при переточках.
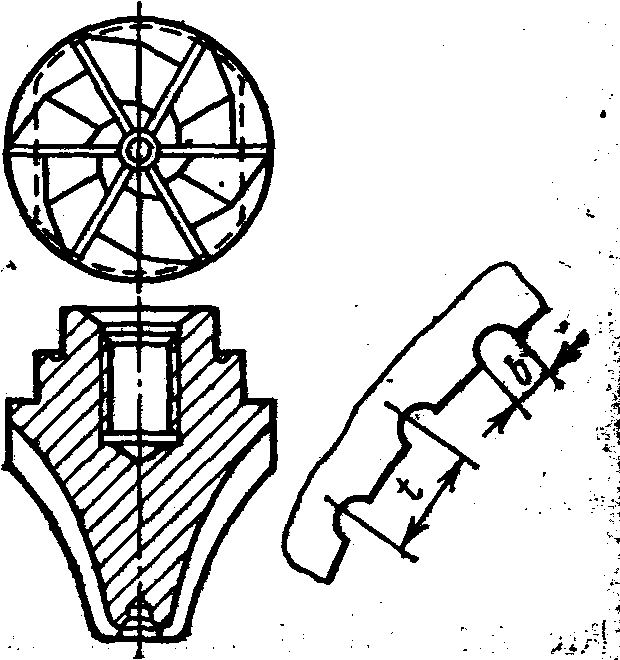
Ряс. 3. Пальцевая зуборезная фрез
Для предварительного нарезания зубьев колес на зубьях пальцевых фрез делают стружкоразделительные канавки шириной 2-4 мм на расстоянии 10-30 мм, расположенные в шахматном порядке на соседних зубьях. Для улучшения условий резания канавки, образующие переднюю поверхность, должны быть винтовыми с углом наклона 10 - 15° и о положительным передним углом, равным 15-10°.
Пальцевые фрезы для черновой обработки можно изготовлять в прямолинейным трапецеидальным профилем. Они проще по конструкции, и зубья их не затылуются, а остро затачиваются по плоскостям. Это дает возможность создания рациональных задних и нередких углов по всему контуру режущих кромок. В отдельных случаях фрезы модулем более 60 - 70 мм могут делаться сборной конструкции со вставными зубьями.
ЗУБОРЕЗНЫЕ ДОЛБЯКИ
Зуборезные долбяки применяют для нарезания прямозубых и косозубых цилиндрических колес как наружного, так и внутреннего зацепления. Так же как и гребенки, долбяки могут нарезать блочные шестерни и шевронные колеса. Процесс обработки производится методом обкатывания непрерывно. Долбяки особенно эффективно применять при обработке зубчатых колес с узким ободом, имеющих большое число зубьев и модуль до 2 мм. Однако долбякам присущи и некоторые недостатки. По сравнению с гребенками они имеют большую накопленную погрешность по шагу. Они уступают гребенкам и по точности эвольвентного профиля зубьев нарезаемого колеса, так как вследствие наличия переднего и заднего углов проекция режущих кромок на плоскость, перпендикулярную к оси колеса, отличается от эвольвентного профиля. Долбяки имеют ограничение в числе зубьев нарезаемых колес. Кроме того, ими можно нарезать колеса практически ограниченного модуля до 12 мм, так как при больших размерах долбяков увеличивается их перекос. В зависимости от размера и назначения существуют следующие конструктивные разновидности долбяков.
1. Дисковые прямозубые, применяемые для нарезания прямозубых цилиндрических колес, главным образом наружного зацепления. Стандартные дисковые долбяки по ГОСТ 9323-79 делают с номинальным делительным диаметром Do = 80-200 мм, модулем 1-12 мм.
2. Чашечные, применяемые для нарезания наружных блочных колес в упор и для изготовления внутренних колес средних модулей. Стандартные долбяки этого вида имеют номинальный диаметр 50-125 мм и модуль 1-9 мм. Они отличаются от дисковых более глубокой выточкой для размещения крепежной гайки. При обработке блочных шестерен в ряде случаев гайка не должна выступать за плоскость, проходящую через вершинные режущие кромки.
3. Концевые, или хвостовые, долбяки, применяемые для нарезания колес внутреннего зацепления, имеют Do = 25; 38 мм, т = l÷4 мм.
Долбяки работают на специальных зубодолбежных станках моделей 5А12, 514, 516 и других по методу обкатывания. Процесс обработки производится непрерывно до полного нарезания всех зубьев колеса. Основное движение резания - прямолинейное или винтовое возвратно-поступательное вдоль зуба колеса.
При обратном движении долбяк отходит от заготовки, чтобы устранить трение режущих кромок об обработанную поверхность зуба колеса. Кроме того, инструмент и заготовка совершают кинематически согласованное вращение вокруг своих осей, осуществляя круговую подачу в обкаточном движении начальных окружностей нарезаемого колеса и долбяка. Зубодолбежные станки имеют также движение радиальной подачи врезания долбяка в заготовку.
Долбяк как инструмент получается из цилиндрического зубчатого колеса путем создания передних и задних углов по всему контуру режущих кромок. В результате его задние поверхности получаются похожими на коническое колесо с равновысоким зубом.
Однако в отличие от конического колеса, у которого образующая начального конуса расположена на конической поверхности, у долбяка образующая начального (делительного) цилиндра лежит на цилиндрической поверхности. Делительный диаметр является постоянным в любом сечении, перпендикулярном к оси долбяка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
