

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Фрезерование |
Фрезы цилиндрические, дисковые, концевые*1, угловые и фасонные |
Встречное (против подачи) |
Попутное ( в направлении подачи) |
Фрезы торцовые и концевые*2 |
Симметричное |
Несимметричное встречное |
Несимметричное попутное |
*1 Фрезы, работающие по схеме цилиндрического фрезерования, когда торцовые зубья в резании не участвуют. |
*2 Фрезы, работающие по схеме торцового фрезерования. |
Примечание. Изменение составляющих Py и Px при торцовом фрезеровании в зависимости от главного угла в плане φ см. в табл. 23. |
43. Подача при разрезании металла дисковыми и ленточными пилами и абразивными кругами.
Разрезаемый металл | Подача на зуб sz, мм/зуб, при разрезании дисковыми пилами | Подача sм, мм/мин, при разрезании |
Ленточными пилами | Абразивными кругами | |
Сталь σв, МПа: | ||
< 400 | ||
400 - 600 | ||
> 600 | ||
Чугун | ||
Бронза | ||
Латунь | ||
Наборы фрез
Набор фрез представляет собой группу фрез, подобранных по профилю и размерам обработанной поверхности детали и закрепленных на одной обшей оправке (рис. 104).

Рис 104. Схемы наборов фрез
При этом одновременно обрабатывается ряд поверхностей одной или нескольких заготовок. Сокращение числа операций, установок и переходов повышает производительность. Применение наборов фрез обеспечивает также более высокую точность и качество деталей, по сравнению с обработкой отдельными фрезами.
При проектировании набора фрез задаются диаметром наименьшей фрезы, а диаметры других фрез определяются исходя из размеров и взаимного расположения обрабатываемых поверхностей. Следует по возможности избегать большой разницы в диаметрах фрез, так как в этом, случае затруднительно обеспечить для всех фрез набора целесообразные режимы резания. Например, число оборотов оправки, выбранное в соответствии с принятой оптимальной скоростью резания для наименьшей по диаметру фрезы, не будет оптимальным для фрезы большего диаметра, если обе сравниваемые фрезы изготовлены из одного инструментального материала. В рассматриваемом случае также трудно обеспечить размеры диаметров посадочных отверстий для всех фрез набора.
Для расположения фрез на оправке и обеспечения при этом требуемого расстояния между ними пользуются установочными кольцами различной ширины. Кольца могут быть регулируемые и нерегулируемые. Регулируемые кольца позволяют без съема фрез с оправки менять расстояние между ними, что исключает необходимость применения точеных жестких установочных колен.
Плавная работа набора достигается специальной установкой зубьев фрез относительно друг друга. Для этого шпоночные канавки во фрезах располагаются так, чтобы они были смещены по отношению к зубу на разные углы. В результате этого зубья отдельных фрез входят в работу в различные моменты времени, и есть набор образует как бы одну фрезу с винтовым зубом. При изготовлении и переточках фрезы набора снабжаются второй шпоночной канавкой, которая всех фрез располагается единообразно по отношению к зубу.
Наборы фрез целесообразно составить из фрез с острозаточенными зубьями либо из фрез с затылованными зубьями. У разнотипных фрез при переточках их диаметры изменяются по различным законам, что может привести к искажению профиля детали. Наборы фрез используются как при обработке прерывистых, а так и при обработке сплошных профилей детали. Для сплошного профиля требуют перекрытия зубьев двух соседних фрез во избежание образования заусенцев и рисок на детали, восстановления осевых размеров профиля набора, которые могут меняться в результате переточек.
Перекрытие зубьев фрез набора может обеспечиваться различными способами (рис. 105) с помощью торцевых кулачковых выступов (рис. 105, а, б), входящих в соответствующие пазы соседней фрезы; наклонных торцовых плоскостей соприкасающихся фрез; расположения выступающих из корпуса зубьев сборной фрезы во впадинах сопряженной фрезы (рис. 105, в).

Рис. 105. Способы перекрытия зубьев фрез набора
В том случае, когда набор состоит из фрез разного диаметра ограничиваются поднутрением (рис. 105, г) или выточкой на торце большой фрезы (рис. 105, д), куда входит фреза меньшего диаметра, создавая перекрытие зубьев.
Наборы фрез применяются, главным образом, на горизонтально-фрезерных, станках. Конструируя набор фрез и уточняя область его целесообразного: применения следует учитывать, что значительные усилия, наблюдаемые при фрезеровании, не должны превышать допустимые значений по мощности станка, прочности и жесткости оправки и детали, прочности крепления детали в приспособлении. С этой точки зрения не следует применять наборы фрез с широким профилем при обработке нежестких и легко деформируемых деталей. При высоких требованиях к точности или большой глубине резания целесообразно вести обработку в несколько проходов черновыми и чистовыми наборами.
В инструментальном производстве наборы фрез находят применение при фрезеровании стружечных канавок метчиков, разверток и других инструментов.
Конструктивные особенности твердосплавных фрез
Твердосплавные фрезы могут быть монолитные, т. е. полностью изготовленные из твердого сплава, и сборные.
Монолитные фрезы из твердого сплава уготовляются при помощи прессования в специальных пресс-формах, либо из пластифицированных заготовок, путем и обработки резанием до спекания. После спекания фреза получает форму близкую к готовому инструменту. Дальнейшая их обработка состоит из шлифовальных операций по обработке баз крепления, заточки и доводки зубьев. На рис. 98 показана концевая монолитная фреза из твердого сплава. Основные конструктивные параметры таких фрез и фрез из быстрорежущей стали совпадают.
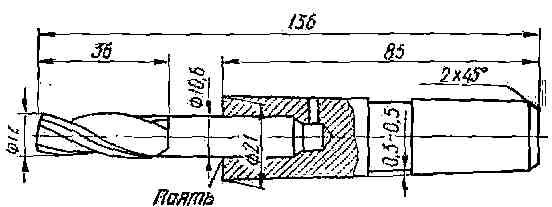
Рис. 98. Монолитная концевая твердосплавная фреза
Они изготовляются сравнительно небольших размеров. Помимо концевых фрез, применяются также монолитные твердосплавные дисковые, пазовые, фасонные и др. Основным преимуществом этих фрез является возможность получения твердосплавного мелкоразмерного инструмента с достаточно большим числом винтовых зубьев и канавок значительной величины, обеспечивающих xoроший отвод стружки.
Наибольшее распространение в промышленности получили сборные твердосплавные фрезы. Фрезы относительно малых размеров изготовляются в большинстве случаев с твердосплавными пластинами, припаянными непосредственно к корпусу (рис. 99). Твердосплавные пластины могут иметь обычную призматическую форму (рис. 99. а), либо быть винтовыми (рис. 99, б). Пластинки изготовляются относительно небольшой длины и постоянной на всем протяжении толщины. Поэтому в тех случаях, когда необходимо иметь инструмент с длинными режущими кромками, на зубья фрез припаиваются несколько пластин. Стыки между пластинами оформляются в виде стружкоразделительных канавок и располагаются в шахматном порядке.
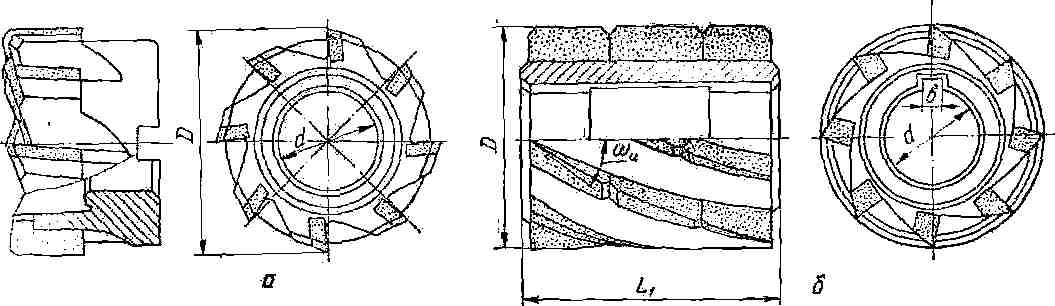
Рис. 99. Фрезы с напаянными твердосплавными пластинами: а) торцовая фреза с призматическими пластинами; б) цилиндрическая фреза с винтовыми пластинами.
Рассматриваемые фрезы с припаянными к корпусу пластинками обладают тем недостатком, что при выкрашивании или большом износе одной или нескольких пластин приходится затачивать все зубья.
Операция заточки твердосплавного инструмента весьма трудоемка, что обусловливается плохой шлифуемостью. пластин твердого сплава. Поэтому широкое распространение находят сборные фрезы со вставными ножами (рис. 100).
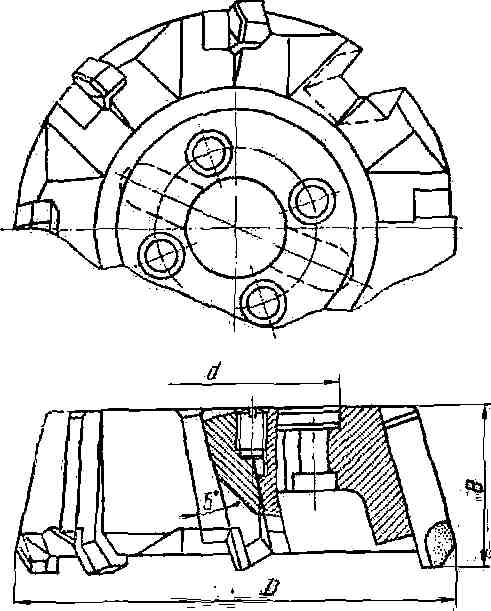
Рис. 100. Фреза с механическим креплением ножей
Ножи, оснащенные твердым сплавом, закрепляются в пазах корпуса инструмента. По своей конструкция ножи напоминают резцы с припаянными пластинками из твердого сплава. Предварительная заточка ножей может осуществляться отдельно от корпуса, а окончательная — в собранном виде.
В последнее время широкое распространение получили фрезы с механическим креплением многогранных или круглых неперетачиваемых пластинок твердого сплава. Такие фрезы просты в эксплуатации, обеспечивают повышение стойкости, сокращение затрат на инструмент. На рис. 101 показана разработанная Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) конструкция фрезы с механическим креплением неперетачиваемых твердосплавных круглых пластинок.
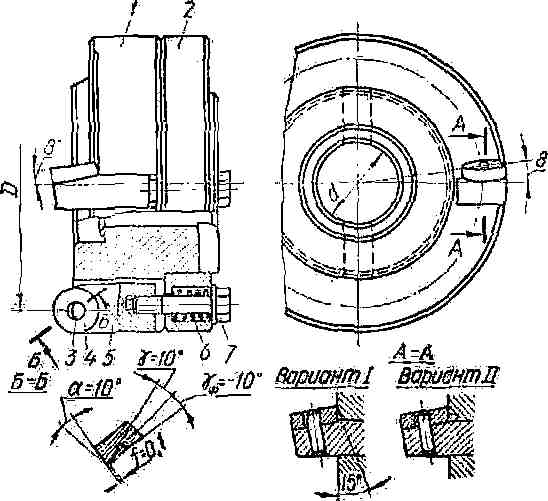
Рис. 101. Фреза с круглыми пластинами
Фреза состоит из корпуса 1, кольца 2, вставных ножей 5 с запрессованными штифтами 3, на которых свободно сидят круглые пластинки 4. При ввертывании винтов 7 ножи переметаются в осевом направлении, благодаря чему пластинки прижимаются к базовой поверхности корпуса. Для удобства сборки пластинки предварительно прижимаются к корпусу пружинами 6. После износа пластинку поворачивают вокруг своей оси и вводят в работу неизношенную часть режущей кромки. При полном же износе режущих кромок производится смена комплекта пластин. Требуемая точность размеров пластинок достигается их шлифованием по диаметру и торцу.
На рис. 102 показана конструкций фрезы, оснащенной пятигранными неперетачиваемыми твердосплавными пластинами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
