

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
У поперечно-строгальных станковглавным является прямолинейное возвратно-поступательное движение резца. Подача сообщается заготовке в конце обратного хода инструмента в направлении, перпендикулярном к движению резца.
В процессе работы долбежного станка (рис. 86, в) резец совершает возвратно-поступательное движение в вертикальной плоскости. Заготовка получает периодическую подачу.
Строгальные резцы отличаются от токарных тем, что они более массивные и имеют изогнутую рабочую часть. Отжимаясь под действием усилия резания, изогнутые резцы не будут глубоко врезаться в обрабатываемую поверхность, как это было бы в случае работы прямого резца. Стро-гальные резцы, как и токарные, подразделяются на проходные, чистовые узкие и широкие, подрезные, отрезные.
Долбежные резцы изготавливаются прямыми.
Основные геометрические зависимости, элементы режима резания при строгании и долблении такие же, как и при точении
При строгании главное движение— возвратно-поступательное — отличается тем, что прямой ход является рабочим —производится резание, а обратный ход —холостой без резания; резец при обратном ходе для уменьшения износа откидывается (он установлен в откидном резцедержателе) и свободно скользит. п0 поверхности. Для увеличения производительности обработки скорость обратного хода иоб берется больше скорости ра-оочего хода ир. / *) На строгальных и долбежных станках достигается точ-ость порядка 4-го класса, шероховатость поверхности—7-го класса чистоты.
Апеч °ГаНИе ~ менее производительный способ обработки, чем п!,,?ер0вание' Наиболее выгодно применять его при обработке Длинных, узких поверхностей.
инливР0ГаННе пРименяется главным образом в мелкосерийном и дивидуальном производстве, а также при ремонтных работах.
Строгальные и долбежные станки
Продольно-строгальные станки предназначаются для обработки крупных и средних деталей. Они подразделяются на одностоечные и двухстоечные.
Двухстоечный продольно-строгальный станок имеет станину /, стол 2, стойки б и 7 с боковыми суппортами 3 и 11 и траверсой 4. Траверса и боковые суппорты могут двигаться по стойкам вверх и вниз. На траверсе расположены два вертикальных суппорта 5 и 8, они перемещаются в горизонтальном направлении. Салазки вертикальных суппортов с резцедержателями могут перемещаться ив вертикальном направлении, а для обработки наклонных плоскостей — поворачиваться. Салазки горизонтальных суппортов можно перемещать в горизонтальной плоскости.
Стол получает возвратно-поступательное движение от электродвигачерез механический или гидравлический привод. Движение подачи сообщается суппортам от отдельных электродвигателей через коробки подач 9 и 13. Управляется станок кнопочной станцией 10.
Наличие четырех суппортов позволяет вести обработку заготовки сразу с трех сторон.
На поперечно-строгальных станках обрабатываются детали небольших размеров. На рис. 88 изображен поперечно-строгальный станок модели 7М36. На плите 1 установлена станина 12. В верхней части она имеет направляющие/по которым с помощью гидравлического привода перемещается ползун 11. На переднем конце ползуна укреплен суппорт 6. Возвратно-посту-
пательное движение ползуна осуществляется переключением золотника в механизме управления 9 при помощи закрепляемых на нем в нужном положении упоров 8 и 10.
Салазки суппорта можно перемещать в вертикальном направлении с помощью винта вручную или механически укрепленным на станине упором 5 через рычаг 7.
Стол 4 установлен на поперечине 3, Он может передвигаться по ней, получая при обратном ходе ползуна прерывистую подачу. Быстрое перемещение стола в горизонтальном и вертикальном направлениях осуществляется отдельным электродвигателем 2.
По вертикальным направляющим станины 5 долбежного станка может перемещаться вверх и вниз ползун 4 с суппортом 3 и закрепленным в нем резцом 2
Наряду с токарными используются резцы на строгальных и долбежных станках с прямолинейно-поступательным движением резания. Строгальные резцы работают в более тяжелых условиях, чем токарные, так как, врезаясь в обрабатываемый материал с полным сечением среза, резец испытывает удар, что отрицательно сказывается на его стойкости.
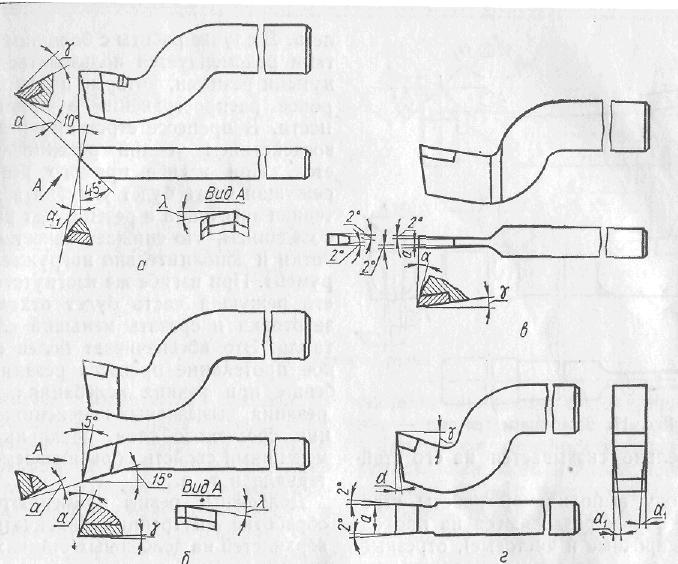
Рис. 16. Строгальные резцы
По роду выполняемой работы строгальные резцы разделяются на проходные (обдирочные и чистовые), отрезные, подрезные, пазовые и специальные (рис. 16). Проходные строгальные резцы (рис. 16, а) предназначены для строгания плоскостей с горизонтальной подачей, а подрезные резцы (рис. 16, б) — для обработки вертикальных плоскостей с вертикальной подачей. Отрезные и прорезные строгальные резцы (рис. 16, в) используются при отрезке и прорезке узких пазов. Чистовые широкие лопаточные резцы (рис. 16, г) применяются для чистовой обработки плоскостей с большой подачей. Для обеспечения плавного врезания и выхода инструмента целесообразно применять строгальные резцы с углом наклона режущей кромки К, который в зависимости от условий обработки может колебаться от 10 до 60°.
Строгальные резцы бывают прямые и изогнутые. Прямые резцы просты в изготовлении, но менее виброустойчивы по сравнению с изогнутыми. Поэтому они применяются при малых величинах вылета. В случае работы с большими вылетами рекомендуется пользоваться изогнутыми резцами, которые получили широкое распространение в промышленности. В процессе строгания резец под воздействием усилий резания изгибается. При изгибе прямого резца его режущая часть будет углубляться в материал заготовки и резец будет работать с заеданием, что снижает качество обработки и дополнительно нагружает инструмент. При изгибе же изогнутого резца его режущая часть будет отходить от заготовки и срезать меньший слой металла. Это обеспечивает более спокойное протекание процесса резания, особенно при резких колебаниях усилий резания, вызываемых изменениями сечения срезаемого слоя, локальными изменениями свойств обрабатываемого материала и т. п.
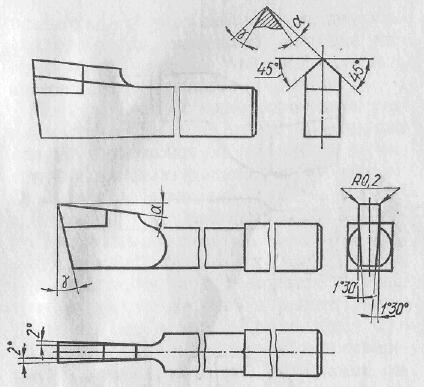
Рис. 17. Долбежные резцы
Долбежные резцы применяются при обработке внутренних линейчатых поверхностей на долбежных станках в единичном и мелкосерийном производстве. В зависимости от характера выполняемой работы находят применение проходной двухсторонний шпоночный или прорезной резцы (рис. 17).
Следует подчеркнуть, что резцы являются наиболее распространенными, универсальными и простыми инструментами. Приведенный обзор основных типов резцов не исчерпывает всего многообразия их, используемого в машиностроении.
4. Обработка материалов сверлением, зенкерованием, развертыванием
4.1. Обработка материалов сверлением
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки.
Для сверления используются сверлильные и токарные станки.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное ( движение подачи) вдоль оси отверстия, заготовка неподвижна (рис.19.3.а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.19.3.б).
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.19.3.в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Сверление, зенкерование и развертывание-эти виды обработки отверстий применяются в зависимости от требуемой точности размера отверстия и качества обработанной поверхности.
Во всех случаях главным движением является вращательное движение инструмента, а движением подачи – поступательное перемещение его вдоль оси вращения.
Сверлами обычно обрабатываются отверстия в сплошном материале, когда требуется получить отверстия невысокой точности. Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Сопоставление условий работы инструментов при сверлении, зенкеровании и развертывании может быть представлено таблицей.
Сравнение условия работы осевых инструментов.
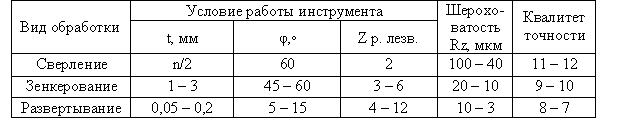
При сверлении в сплошном материале глубина резания t равна половине диаметра сверла, а при рассверливании – половине разности диаметров до и после сверления.
![]() ;
;
![]() ;
;
Подачей при сверлении (зенкеровании и развертывании) является величина осевого перемещения инструмента за время одного его оборота. Поскольку резание одновременно ведЁтся двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
Скорость резания при сверлении равна окружной скорости периферийных точек режущих кромок сверла.
![]() ,
,
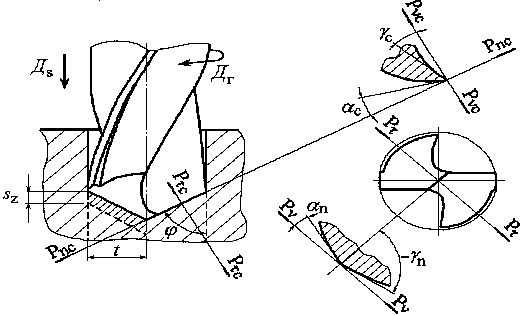
Рис 14.1. Элементы резания при сверлении и геометрические параметры сверла.
В отличие от других процессов резания имеет свои особенности. Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от 0 в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенно трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стеснЁнных условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
