

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Фрезы с прямыми канавками проще в заточке, и изготовляемые на основе архимедова червяка имеют меньшее теоретическое изменение профиля при переточках. Однако передние углы для левой и правой режущей кромок у них разные. С одной стороны, в осевом направлении γо = +τ, с другой стороны, γо = -τ. Поэтому фрезы с прямыми канавками делают с небольшими углами подъема витков τ = 3-5°.
Глубина канавки для фрез с одним затылком
Hk = hи +К + r
При двойном затыловании
![]()
![]()
где hи - высота зуба фрезы, обычно hи = 2,5m; К и К1 - величина затылования шлифованной и нешлифованной части зуба, К1 = (1,25 - 1,6) К; r - радиус закругления дна канавки, обычно r = 1-3 мм.
Для фрез, имеющих модуль более 5 мм, как правило, делается двойное затылование, так как из-за опасности срезания кругом режущей кромки следующего зуба при одинарном затыловании значительная часть зуба получается незатылованной. Поэтому первое затылование на величину К1 делают резцом до термообработки фрезы, а второе на величину K - шлифовальным кругом после термообработки. Считается нормальным, если длина шлифованного затылка равна 0,5Рz, т. е. доходит до сечения фрезы 2-0. Угол канавки ε = 20-30°.
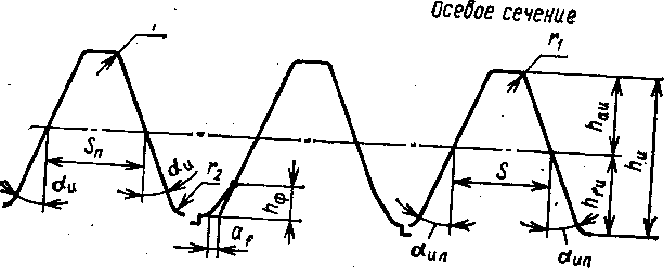
Рис.5. Параметры профиля зубьев фрезы
Размеры профиля зубьев показаны на рис. 5. Для фрез, профилируемых на основе конволютного червяка, профиль лежит в нормальном сечении к виткам, и его размеры определяются в этом сечении. Угол профиля таких фрез αи принимается равным углу профиля α исходного контура зубчатой рейки.
Для фрез, профилируемых на основе архимедова червяка, профиль задается в осевом сечении фрезы. Вследствие затылования боковых поверхностей углы профиля для левой αил., и правой αип. стороны у них будут разными.
Для некорригированного зацепления шаг между зубьями фрезы в нормальном сечении Pn = πmn, в осевом сечении Рx = Рnсоsτ.
Толщина зуба фрезы на делительной прямой
![]()
В ГОСТ 9324-80Е даны размеры зубьев фрез в нормальном сечении, в котором учтено утолщение зубьев ΔS и приводятся допуски на Sn в зависимости от модуля и классов точности червячных фрез. Для т = 1 - 25 мм ΔS = 0,09-0,4 мм. Высота зуба фрезы
hи = hаи + hfи = (2,5 ÷2,6)m
где hаи - высота головки зуба фрезы, равная высоте ножки зуба нарезаемого колеса, hаи = (1,25÷1,3)mn; hfи - высота ножки зуба фрезы, hfи = hа + Сmn; hа - высота головки зуба колеса, равная модулю mn С — коэффициент радиального зазора передачи, обычно С = 0,25 ÷ 0,3.
Радиусы округления вершины r1, и впадины r2, зубьев фрезы делают в пределах высоты переходной кривой, а точнее, радиального зазора. Для т = 1 мм и более r1 = r2 = 0,25 ÷ 3 мм. Если для повышения плавности зацепления головка зуба колеса несколько срезается, то ножка зубьев фрезы фланкируется, утолщается. Размеры фланка hф = (0,45 ÷ 0,5)m, af = (0,005 ÷ 0,02)m. Фланк может быть прямолинейным или вогнутым. У фрез с т > 5 мм для лучшего выхода шлифовального круга при затыловании профиля во впадине делаются канавки с размерами b1 и h1.
Геометрия зубьев фрезы. Стандартные червячные фрезы имеют передний угол γ = 0 и задний угол по наружному диаметру аb = 10 - 12°. Червячные фрезы могут проектироваться и изготовляться и с положительным передним углом γb = 10 - 15°. В сечении, нормальном к боковым режущим кромкам, задний и передний углы будут иными, значительно меньшими, чем для вершинной режущей кромки.
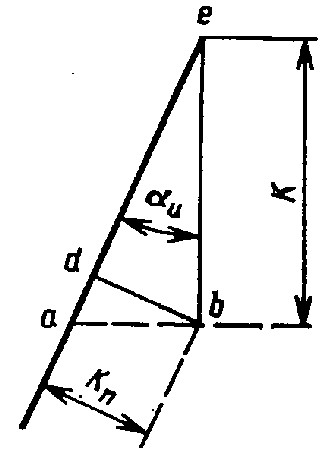
Рис. 6. К определению бокового заднего угла
На рис. 6 показана схема определения боковых задних углов в нормальной сечении. Из рисунка видно, что
Kn/K = sinαи;
Kn = (πDa/zи)/tgαn;
K = (πDa/zи)/tgαв.
Разделив первое выражение на второе, получим
tgαn = tgαв sinαи
Аналогичное выражение можно получить и для переднего угла в нормальном сечении к боковым режущим кромкам
tgγn = tgγв sinαи.
С учетом того, что поверхности винтовые, задний угол в нормальном сечении к боковым режущим кромкам
tgαn = (Ra/Rc) tgαвsinαиcosτc,
где Rс - радиус фрезы для рассматриваемой точки С; τc - угол подъема винтовой линии на цилиндре радиуса Rс.
Анализ этих уравнений показывает, что на боковых режущих кромках углы резания получаются недостаточными. Так, для фрезы, у которой αи = 20°, γв = 10°, αи = 10 - 12°, имеем γn = 2° 30', αn = 2°30'- 3°.
8. Протягивание
8.1. Процесс протягивания
Протягивание применяется как окончательный вид обработки деталей, обеспечивающий высокую точность размеров и качество обработанных поверхностей. Метод высоко производительный, поскольку полная обработка изделия производится за один проход инструмента. Инструментами служат протяжки и прошивки. Протяжки протягиваются через обрабатываемое изделие, а прошивки продавливаются (прошиваются) через него.
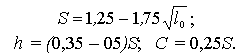
Главным движением является движение протяжки, а скорость его — скоростью резания. Движение подачи отсутствует. Срезание припуска обеспечивается увеличением размера (подъемом) зубьев: каждый последующий зуб выше предыдущего на величину подачи sZ. Глубиной резания при протягивании является ширина обрабатываемой поверхности или периметр обрабатываемого отверстия.
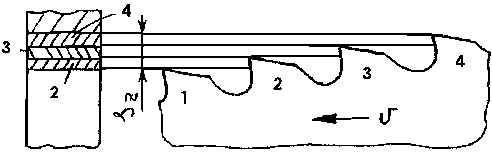
Рис. 16.1. Схема срезания припуска при протягивании.
Срезание припуска производится последовательно (послойно) режущими зубьями протяжки (рис.16.1). Из этого рисунка видно, что первый зуб не срезает припуск, так как его размер меньше размера отверстия протягивания. Второй зуб срезает слой припуска, расположенный против этого второго зуба и обозначенный цифрой 2. Третий зуб срежет слой 3 так далее. Последние зубья протяжки имеют одинаковый размер и потому срезания припуска не производят, а лишь зачищают поверхность и калибруют ее. Эти зубья называются калибрующими.
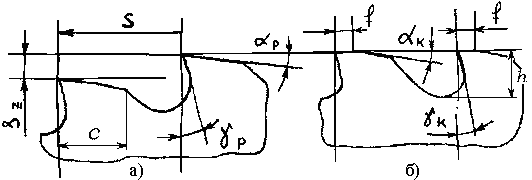
Рис. 16.2. Профиль: а) режущих и б) калибрующих зубьев протяжки.
В отличие от режущих зубьев, калибрующие зубья имеют на задней поверхности фаску f. Величина переднего угла назначается в зависимости от свойств обрабатываемого материала в пределах 10—15 градусов. Задний угол режущих зубьев делается 3-4 градуса, а калибрующих 1 градус. Размеры зубьев протяжки зависят от длины протягиваемого отверстия.
Число режущих зубьев определяется как частные от деления величины припуска на подъЁм зуба SZ. Так при протягивании круглого отверстия припуск на сторону «А» равен половине разности диаметров до и после протягивания:
![]() , мм.
, мм.
Число режущих зубьев Zр будет:
 .
.
где: А – припуск на сторону, мм;
SZ – подача на зуб (подъЁм зуба), мм/зуб.
В этой расчЁтной формуле добавлена единица, так как первый режущий зуб срезания припуска не производит, его размер сделан равным размеру отверстия под протягивание, он сделан на случай отклонения размера этого отверстия.
В процессе резания вся образующаяся стружка размещается во впадинах между зубьями и никуда не отводится. Поэтому производится проверка протяжки на заполнение впадины. Активная площадь продольного сечения впадины Fакт равна площади вписанного в нее круга и должна быть больше площади продольного сечения стружки Fстр. в 2,5-4,5 раза. Отношение этих площадей называется коэффициентом заполнения впадины.

где: h – высота зуба;
l0– длина обрабатываемого отверстия.
Последовательность срезания припуска определяется конструкцией протяжки и схемой резания. Различают три схемы резания: профильную, генераторную и прогрессивную.
Профильная схема резания предусматривает последовательное срезание припуска зубьями, профиль которых подобен профилю обрабатываемой поверхности.
Генераторная схема характеризуется тем, что каждый зуб не повторяет, а формирует (генерирует) профиль обрабатываемой поверхности.
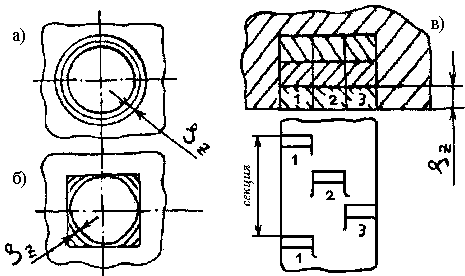
Рис. 16.3. Схемы резания при протягивании: а) профильная, б) генераторная, в) прогрессивная.
Прогрессивная схема резания заключается в разделении ширины срезаемого слоя между несколькими зубьями одной секции. Высота зубьев одной секции одинакова. Подача на зуб здесь значительно увеличивается. Таким образом, создаются более выгодные условия резания: режущие кромки зубьев проходят в объЁме основного не упрочненного слоя обрабатываемого материала и меньше изнашивается.
Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента относительно неподвижной заготовки за один проход.
Движение подачи отсутствует. За величину подачи принимают подъем на зуб, т. е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания.
Протяжные станки предназначены для обработки внутренних и наружных поверхностей. По направлению главного движения различают станки: вертикальные и горизонтальные.
Схемы обработки заготовок на протяжных станках представлены на рисунке 19.4.
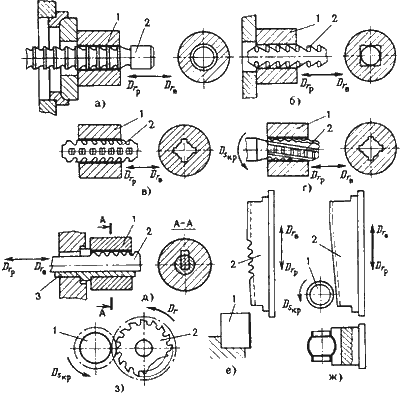
Рис.19.4. Схемы обработки заготовок на протяжных станках
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5…250 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
