

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рассматриваемые фрезы, по сравнению с фрезами, у которых работают обе боковые режущие кромки, позволяют более целесообразно распределить работу резания между режущими кромками, улучшить схему резания, обеспечить целесообразные геометрические параметры на всех активных участках режущих кромок и таким путем создать более стойкий и производительный инструмент.
Гребенчатые резьбовые фрезы применяются при фрезеровании резьб небольшой длины и небольшим углом подъема резьбы. Ось гребенчатой фрезы устанавливается параллельно оси резьбы, и фрезерование ведется сразу по всей длине детали. Поэтому исходное тело рабочей части фрезы ограничивается исходной поверхностью вращения с кольцевыми витками, касающимися в процессе обработки поверхности резьбы.
Теоретический профиль кольцевых витков исходного тела фрезы отличается от профиля резьбы. Однако эти отличия невелики и ими можно пренебречь, так как они находятся в пределах регламентированных допусков на резьбу фрезы.
Диаметры гребенчатых фрез колеблются от 10 до 100 мм для резьб с шагом от 0,5 до 6 мм. При выборе диаметра гребенчатой фрезы следует учитывать, что отклонения профиля кольцевых витков фрезы от профиля резьбы возрастают с увеличением диаметра фрезы, что неблагоприятно влияет на точность обработки. Однако при увеличении диаметра фрезы повышается жесткость инструмента и оправки и создаются более благоприятные условия для плавного резьбо-фрезерования, что особенно важно при обработке жаропрочных и труднообрабатываемых материалов.
Диаметры фрез для внутренних резьб берутся не более 0,85—0,9 диаметра отверстия.
Гребенчатые фрезы в зависимости от диаметра делаются с длиной рабочей части равной 15—100 мм. Чтобы обеспечить одновременную обработку по всей длине детали, длина гребенчатой фрезы должна быть на 2—3 шага больше длины нарезаемой резьбы.
Обычно гребенчатые резьбовые фрезы проектируются как фрезы с затылованными и шлифованными по профилю зубьями. Они имеют прямые или винтовые стружечные канавки с углом подъема, равным 5—15°. Применение винтовых канавок значительно повышает равномерность фрезерования. Вместе с тем ухудшаются условия резания, так как в этом случае на одной боковой кромке создаются положительные, а на другой — отрицательные передние углы.
Чтобы обеспечить возможность шлифования профиля зубьев при затыловании гребенчатые фрезы, подобно обычным затылованным фрезам со шлифовальным профилем, имеют двойное затылование. У гребенчатых фрез, имеющих относительно небольшую высоту, можно второе затылование заменить фрезерованием зуба на 1/3 его ширины с углом 80—90°, что уменьшает трудоемкость изготовления инструмента. Гребенчатые фрезы для резьб с шагом менее 0,8 мм изготовляются с профилем, имеющим удвоенный шаг. На смежных зубьях фрезы профиль в этом случае смещается друг относительно друга на величину шага. Поэтому при вращении фрезы ее режущие кромки описывают исходную поверхность вращения, профиль которой соответствует профилю резьбы. У такой конструкции облегчается процесс шлифования зубьев фрезы, так как соответственно возрастает радиус закругления впадины профиля и снижаются требования, к точности его изготовления.
При обработке резьб гребенчатыми фрезами угол контакта, в силу малой глубины резания, оказывается небольшим. Поэтому, чтобы обеспечить одновременную работу не менее двух зубьев фрезы, необходимо выбирать большее число зубьев. Это практически оказывается неприемлемым из-за малой ширины впадины для выхода резца при затыловании и недостаточной толщины зуба, допускающей незначительное число переточек. Ориентировочно число зубьев гребенчатых фрез можно определить по формуле:
где D — диаметр фрезы.
Угол впадины для гребенчатых резьбонарезных фрез берется большим, чем у обычных затылованных фрез, и равным 30—45°, что обеспечивает достаточную ширину впадины не менее 0,4—0,35 шага зубьев с радиусом закругления r = 1,5 -:- 4,0 мм.
Величина переднего угла резьбовых фрез из быстрорежущей стали в зависимости от обрабатываемого материала и равна н—5° — для сталей средней твердости и титановых сплавов, 10—12° для мягких сталей и легких сплавов. Для значений передних углов, отличных от нуля, необходимо соответствующим образом корректировать профиль фрезы при ее проектировании.
Задние углы на вершине зуба величиной 8—10° создаются на фрезах с помощью радиального затылования. Однако, в этом случае при проектировании гребенчатых фрез для упорной резьбы нельзя получить приемлемые величины задних углов на боковой режущей кромке, идущей под углом к оси, приблизительно равным 5°. Для того чтобы получить достаточные по величине задние углы в нормальных к боковой режущей кромке сечениях, применяют затылование под углами к оси фрезы, равными 12—15°. Гребенчатые фрезы применяются для обработки наружных и внутренних цилиндрических резьб в серийном производстве. Они используются также при фрезеровании конических резьб.
По конструкции гребенчатые фрезы разделяются на концевые (рис. 175, а), имеющие конический хвостовик, и насадные (рис. 175, б). Их рабочая часть может изготовляться из быстрорежущих сталей, либо из твердых сплавов. Рабочая часть фрезы малого диаметра изготовляется полностью из твердого сплава, а у фрез больших диаметров на корпусе инструмента закрепляются твердосплавные пластины. Применение твердосплавных фрез позволяет повысить скорость резания и снизить время резьбонарезания.
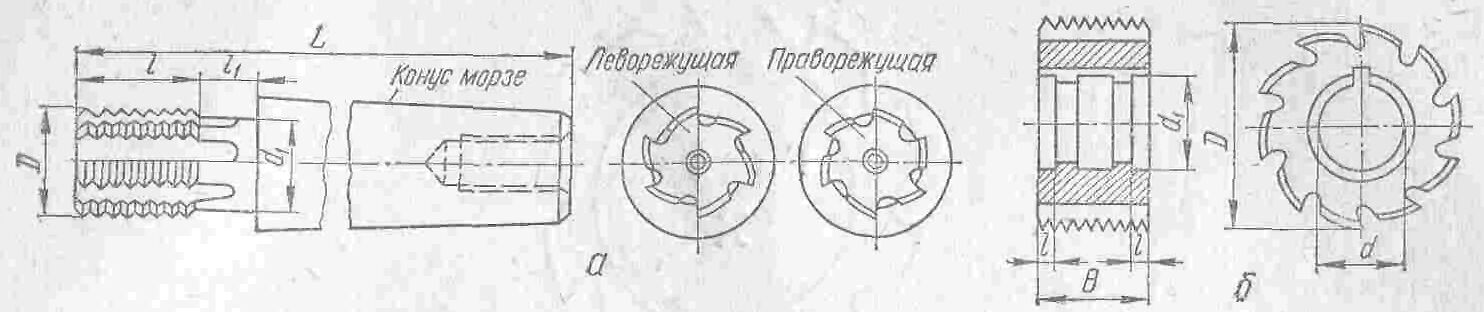
Рис. 175. Гребенчатые фрезы
6.4. Расчет и табличное определение режима резания при резьбонарезании
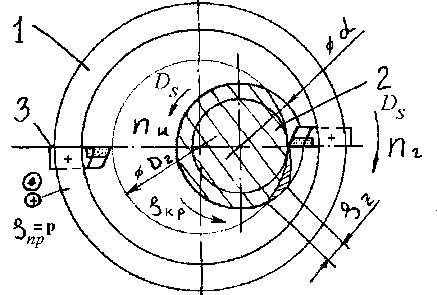
1 - вихревая головка,
2 - нарезаемое изделие - винт,
3 - резьбовой резец,
Dг - диаметр головки,
d - диаметр изделия нарезаемого винта,
Sкр – круговая подача, мм/зуб,
Sпр – продольная подача, мм/об.
Рис. 17.3. Схема вихревого нарезания резьбы.
Глубина резания при нарезании резьбы за один проход равняется высоте профиля резьбы, а при нарезании за несколько проходов – части профиля.
![]()
Величина продольной подачи равняется шагу резьбы:
![]()
Скорость резания зависит от частоты вращения вихревой головки:
 ;
;
РасчЁт оптимальной скорости резания ведЁтся по формуле:
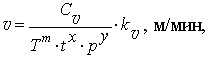
где: H – высота профиля нарезаемой резьбы, мм;
A – припуск на чистовой проход, мм;
Р – шаг нарезаемой резьбы, мм;
Dг. – диаметр рабочей окружности головки, на которой располагаются вершины резцов головки, мм;
nг – частота вращения головки, об/мин;
sZ – круговая подача, мм./зуб.
Величина круговой подачи на зуб – перемещение поверхности резания за время поворота головки на один зуб, регулируется путем изменения частоты вращения обрабатываемого изделия nu. Величину ее можно определить исходя из следующих рассуждений. За время одного оборота нарезаемого изделия – винта, резцами прорезается канавка длиной l0, в течение одной минуты прорезается канавка длинной lk в nu раз большая.
![]() ;
;
![]() ;
;
За время одной минуты все резцы сделают N срезов, число которых равно произведению числа резцов Z в головке и частоты ее вращения N=Z. nг. Доля длины канавки, приходящаяся на один срез и есть подача на зуб sZ. Для определения ее величины остается лишь разделить длину прорезанной в течение одной минуты канавки lk на число срезов N, сделанных в течение одной минуты.
 ;
;
 ;
;
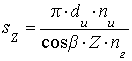
На основании этой зависимости следует назначить частоту вращения изделия (винта) ![]() , соответствующую выбранной и принятой величине подачи на зуб sZ.
, соответствующую выбранной и принятой величине подачи на зуб sZ.
 ,
,
где: nu - частота вращения шпинделя станка и нарезаемого винта, об/мин;
sZ — выбранная величина подачи на зуб, мм/зуб;
? — угол подъема резьбы;
Z - число резцов в головке;
nг. — частота вращения головки, об/мин.;
du — наружный диаметр нарезаемой резьбы, мм.
Величина sZ выбирается по таблицам справочной литературы в пределах от 0,4 до 1,2 мм. на зуб в зависимости от механических свойств обрабатываемого материала.
Основное технологическое время определяется по формуле

7. Зубонарезание
7.1. Нарезание зубчатых колес по методу копирования
Образование зубьев цилиндрических колес и реек производится двумя методами: копированием и огибанием. Сам процесс зубообразования может выполняться резанием со снятием стружки или путем пластической деформации материала.
Метод копирования. При нарезании колес методом копирования профиль режущей части инструмента (фрезы, резца, протяжки) полностью соответствует профилю впадины зуба колеса. Профиль инструмента копируется на колесе.
Нарезание колес дисковыми модульными фрезами (рисунок 2,а) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления.
Профиль фрезы каждого номера соответствует профилю впадины колеса, имеющего наименьшее число зубьев для этого диапазона. Остальные диапазона будут нарезаться такой фрезой с некоторыми погрешностями. Чем больше фрез в наборе, тем точнее будут нарезаны колеса.
Дисковыми фрезами можно нарезать короткие рейки на горизонтально-фрезерных станках с использование индикаторных упоров и набора концевых мер.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
