

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Содержание основной фракции обозначается буквенными индексами: В (высокое), П (пониженное), Н (низкое) и Д (допустимое).
Твердость абразивного инструмента зависит от прочности связки и характеризует способность связки удерживать зерна шлифовального материала. Установлены семь степеней твердости инструментов: весьма мягкие (ВМ1, ВМ2), мягкие (М1, М2, М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТ3), твердые (Т1, Т2), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ).
Номер структуры круга показывает объемное содержание шлифовального материала. С увеличением номера от 1 до 16 содержание шлифовального материала уменьшается, а объем пор увеличивается.
Связки абразивных инструментов могут быть: керамические (К1-К10), бакелитовые (Б, Б1-Б4), вулканитовые (В, В1-В5), металлические (М1, МК, МВ1), глифталевые (Г) и другие.
Шлифовальные круги изготавливаются трех классов точности (АА, А и Б) и четырех классов неуравновешенности (1, 2, 3 и 4).
При шлифовании вращательное главное движение резания всегда придается режущему инструменту — шлифовальному кругу. Скорость его является скоростью резания, измеряемой, в отличие от всех других видов обработки резанием, в метрах в секунду. По форме обрабатываемой поверхности шлифование может быть плоским или круглым.
9.2. Процесс шлифования
Процесс резания при шлифовании можно рассматривать как фрезерование многозубой фрезой с высокой скоростью. Каждое единичное абразивное зерно представляет собой режущее лезвие со случайными геометрическими параметрами, которые зависят не только от формы зерна, но и от положения его в абразивном инструменте. На рис.18.1. видно, что наибольший, отрицательный передний угол имеется на зернах со сферической поверхностью.
Каждое единичное зерно срезает стружку очень малого переменного сечения. Обработанная поверхность образуется в результате совокупного действия большого числа абразивных зерен, расположенных на режущей поверхности абразивного инструмента
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала.
Абразивные зерна расположены беспорядочно. При вращательном движении в зоне контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100000000 в мин.).
Процесс резания каждым зерном осуществляется мгновенно. Обработанная поверхность представляет собой совокупность микро-следов абразивных зерен и имеет малую шероховатость.
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью.
Главным движением при шлифовании является вращение шлифовального круга, а перемещение круга относительно детали является движением подачи.
Различают следующие основные схемы шлифования: плоское, круглое, внутреннее (рис. 20.2).
При плоском шлифовании (рис. 20.2.а) возвратно-поступательное движение заготовок необходимо для обеспечения продольной подачи. Для обработки поверхности на всю ширину заготовка или круг должны иметь поперечную подачу, которая осуществляется прерывисто при крайних положениях заготовки в конце продольного хода. Периодически осуществляется движение вертикальной подачи, в крайних положениях заготовки в конце поперечного хода.
Плоское шлифование может осуществляться периферией или торцом шлифовального круга.
При круглом шлифовании (рис. 20.2.б) движение продольной подачи осуществляется возвратно-поступательным перемещением заготовки. Подача соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является движением круговой подачи. Подача на глубину резания происходит при крайних положениях заготовки.
Движения, осуществляемые при внутреннем шлифовании показаны на рис. 20.2.в.
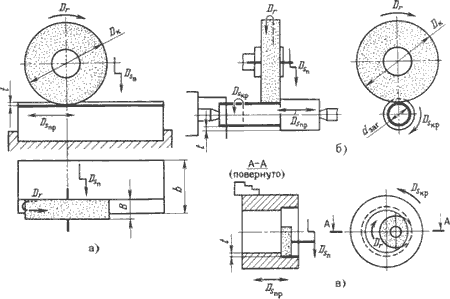
Рис. 20.2. Основные схемы шлифования.
Для выполнения процесса шлифования наружных поверхностей деталей используются кругло-шлифовальные, плоско-шлифовальные и бесцентрово-шлифовальные станки. Для обработки сложных фасонных поверхностей используются специальные ленто - шлифовальные станки.
В ленто-шлифовальных станках применяется инструмент в виде бесконечной абразивной ленты. Лента в процессе шлифования поверхности сложной формы (например: лопатки турбин) огибает сложную поверхность и перемещается в осевом и продольном направлениях.
Абразивный слой наносят на бумажную или тканевую основу ленты.
Шлифованием обрабатываются только жесткие детали, не формирующиеся в процессе обработки. Данный способ не допускает обработки малых отверстий.
Плоское и круглое шлифование
При плоском шлифовании периферией круга обрабатываемой заготовке придаются движения продольной подачи Sпр со скоростью vu и поперечной подачи sn. После прохода по всей обрабатываемой поверхности шлифовальному кругу дается движение вертикальной подачи sв, в результате которого он перемещается на величину глубины резания t.
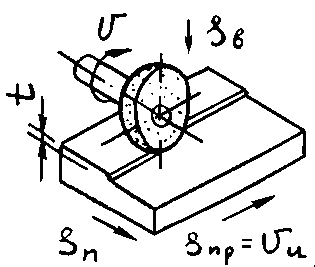
Рис.18.2. Схема плоского шлифования.
Глубина резания назначается в пределах 0,005-0,015 мм при чистовых проходах и 0,015-0,15 при черновых проходах. Поперечная подача зависит от ширины круга и назначается на чистовых проходах 0,2-0,3, а на черновых 0,4-0,7 его ширины.
Скорость продольной подачи заготовки назначается в пределах от 3 до 30 м/мин. Скорость резания не рассчитывается и не регулируется.
Основное технологическое время рассчитывается по формуле:
 ,
,
где: l– длина хода стола с заготовкой, мм;
Bkp – ширина круга, мм;
Bз – ширина заготовки, мм;
l2 – величина перебега с каждой боковой стороны перепега, мм;
h – величина припуска, мм;
vu – скорость продольной подачи, м/мин;
sn – поперечная подача, мм/х. или мм/дв. х.;
t – глубина резания, мм;
kТ – коэффициент точности (1,2-1,5).
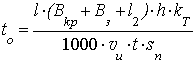
Круглое шлифование может осуществляться методами продольной подачи, глубинным, врезания и бесцентрового шлифования.
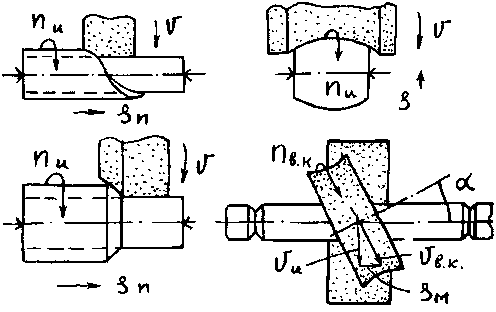
Рис.18.4.2. Методы круглого шлифования.
При бесцентровом шлифовании продольная подача sм изделия происходит за счет поворота ведущего круга.
![]() ,
,
где: ![]() — коэффициент, учитывающий проскальзывание круга.
— коэффициент, учитывающий проскальзывание круга.
Основное технологическое время определяется:
при шлифовании методом продольной подачи
 ;
;
при глубинном методе
 ;
;
при шлифовании методом врезания
 ;
;
при бесцентровом шлифовании
 ,
,
где: l0– длина обрабатываемой поверхности;
Bkp – ширина шлифовального круга, мм;
sn – продольная подача, мм/об;
nu – частота вращения изделия, об/мин;
h – припуск на обработку, мм;
t – глубина резания, мм;
sм – минутная подача, мм/мин;
m – число деталей в партии, шлифуемых одним потоком;
kТ – коэффициент точности.
Кроме жесткого шлифования твердыми кругами в практике машиностроения в последнее время находит все расширяющееся применение мягкое шлифование абразивными лентами, лепестковыми кругами и в среде свободного абразива.
Усилия, действующие при шлифовании
Шлифовальный круг, врезаясь в поверхность детали абразивными зернами, снимает стружку. Чем большую стружку нужно срезать и чем прочнее материал детали, тем большую силу резания нужно приложить к кругу.
Силу резания Р, приложенную к детали, можно разложить на три составляющие (рис. 95). Такие же по величине, но обратные по направлению, действуют силы на круг.
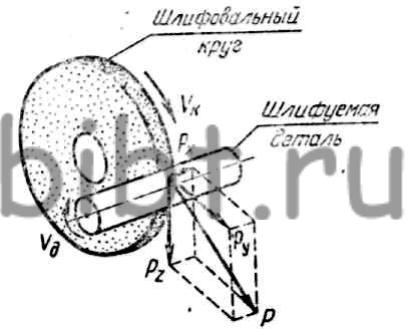
Рис. 95. Силы, действующие в процессе шлифования
1. Окружная, или тангенциальная сила Рz направлена по касательной к окружности шлифовального круга. Величина Pz определяет крутящий момент и мощность, которые необходимо затратить на шлифование, ибо с такой силой, но направленной в противоположную сторону, деталь действует на круг, стараясь затормозить его движение.
2. Сила Ру, направленная перпендикулярно к оси шлифовального круга, является реакцией детали против стремления круга вдавить зерно в тело обрабатываемой детали, сжать или согнуть обрабатываемую деталь под действием поперечной подачи. Сила Ру, приложенная к кругу, стремится изогнуть шпиндель круга, но на мощность, требующуюся для шлифования, не влияет.
Под действием радиальной силы Рy, прилагающейся к детали, происходит прогиб детали. Величина прогиба зависит от расстояния между точками крепления детали в третьей степени, т. е. сокращая расстояние в два раза, прогиб детали уменьшится в 23, следовательно в 8 раз.
Поэтому длинные и тонкие детали шлифуют с применением люнетов (дополнительных опор). Величина радиальной силы составляет:
Рy=(1,8-:-2)Рz при шлифовании острозаточенным кругом, Ру=(2-:-3)Рz при шлифовании затупившимся кругом.
Таким образом, до очередной правки круга сила Рy значительно возрастает. Если выполнять шлифование еще более затупленным кругом, то возрастает отжим детали, приспособления и станка до такой величины, что не обеспечивается требуемая точность обработки. Уменьшение радиальной силы в каждом конкретном случае достигается подбором наивыгоднейшей характеристики круга и режимов шлифования.
3. Сила подачи Рх направлена параллельно продольной подаче. Она значительно меньше Рz и составляет величину Px=(0,1-:-0,2)Pz.
Таким образом, зная величину Pz, можно определить Py и Px.
Величину Pz находят по формулам. По данным проф. при наружном круглом шлифовании кругом 15А40СМ15К высотой 40 мм имеется такая зависимость

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
