

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
резко снизится и относительный износ за счет этого уменьшится, и будет далее уменьшаться с ростом скорости до ![]() .
.
![]() - сумарный относительный износ,
- сумарный относительный износ,
![]() - доля адгезионного износа,
- доля адгезионного износа,
![]() - доля диффузионного износа.
- доля диффузионного износа.
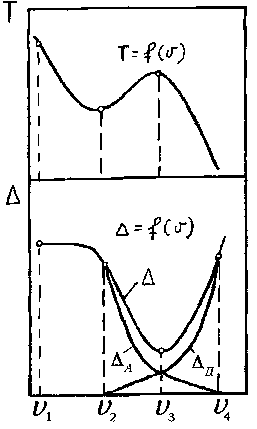
Рис. 9.2. Зависимость стойкости режущего инструмента Т и его относительного износа ![]() от скорости резания.
от скорости резания.
Однако, начиная со скорости ![]() , начинает проявляться диффузионное изнашивание. При дальнейшем увеличении скорости резания диффузионный износ интенсифицируется и начиная со скорости
, начинает проявляться диффузионное изнашивание. При дальнейшем увеличении скорости резания диффузионный износ интенсифицируется и начиная со скорости ![]() становится преобладающим. Адгезионный износ уменьшается и не играет существенной роли в интенсивности суммарного износа. Суммарный износ
становится преобладающим. Адгезионный износ уменьшается и не играет существенной роли в интенсивности суммарного износа. Суммарный износ ![]() увеличивается за счет резкого увеличения интенсивности диффузионного изнашивания. Стойкость режущего инструмента при этом, естественно, уменьшается. Такой приближенной схемой описывается немонотонный характер зависимости стойкости режущего инструмента от скорости резания.
увеличивается за счет резкого увеличения интенсивности диффузионного изнашивания. Стойкость режущего инструмента при этом, естественно, уменьшается. Такой приближенной схемой описывается немонотонный характер зависимости стойкости режущего инструмента от скорости резания.
Безусловно, эта схема требует дальнейшей проработки и количественных оценок интенсивности того и другого видов изнашивания. Требуется количественное сопоставление ![]() и
и ![]() в различных диапазонах скоростей резания, но в настоящее время еще нет для этого необходимых экспериментальных данных, не хватает еще накопленной, экспериментальной подтвержденной, достоверной информации. Представленная схема в какой-то мере объясняет причины немонотонной зависимости стойкости режущего инструмента от скорости резания и определяет направление дальнейших исследований в этой области.
в различных диапазонах скоростей резания, но в настоящее время еще нет для этого необходимых экспериментальных данных, не хватает еще накопленной, экспериментальной подтвержденной, достоверной информации. Представленная схема в какой-то мере объясняет причины немонотонной зависимости стойкости режущего инструмента от скорости резания и определяет направление дальнейших исследований в этой области.
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
Основой закон стойкости
Немонотонная зависимость T-![]() наблюдается при изменении скорости резания в широком диапазоне. Однако, если учесть, что каждый инструментальный материал предназначен для работы в определенном диапазоне скоростей резания, свойственных этому материалу, то можно эту зависимость для ограниченного диапазона скоростей считать и представить монотонной.
наблюдается при изменении скорости резания в широком диапазоне. Однако, если учесть, что каждый инструментальный материал предназначен для работы в определенном диапазоне скоростей резания, свойственных этому материалу, то можно эту зависимость для ограниченного диапазона скоростей считать и представить монотонной.
Действительно, на скоростях, свойственных резанию быстрорежущим инструментом, твердый сплав не используется, из-за низкой эффективности, а на скоростях порядка сотен метров, свойственных резанию твердосплавным инструментом, быстрорежущие инструменты не применяются из-за недостаточной температуры красностойкости быстрорежущих сталей. На таких скоростях быстрорежущие инструменты работать не могут.
Таким образом, в ограниченном диапазоне скоростей резания зависимость стойкости режущего инструмента от скорости резания является монотонной, графически выражающейся прямой линией в логарифмических координатах.
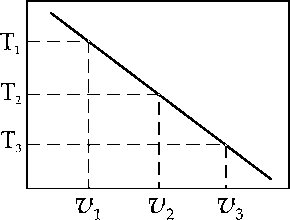
Рис.10.1. Зависимость стойкости режущего инструмента от скорости резания.
Такая зависимость представлена на рис.10.1. Здесь видно, что при приятых значениях скорости резания v1, v2, v3 соответствующие им значения стойкости режущего инструмента будут Т1, Т2, Т3. Эта зависимость стойкости режущего инструмента от скорости резания может быть представлена выражением
![]()
откуда ![]() или
или  ,
,
где: v – скорость резания (м/мин), соответствующая стойкости режущего инструмента Т;
Т – стойкость режущего инструмента, мин;
С – константа, зависящая от свойств обрабатываемого материала;
m – показатель относительной стойкости.
Величина показателя относительной стойкости изменяется в узких пределах (![]() от 0,15 до 0,35) в зависимости от свойств инструментального материала и вида обработки.
от 0,15 до 0,35) в зависимости от свойств инструментального материала и вида обработки.
Представленная выше зависимость
![]() ;
;
называется основным законом стойкости. Эта зависимость является основной частью, а лучше сказать – основой, всех эмпирических формул, по которым производится расчЁт скорости резания для всех видов механической обработки металлов резанием. Оптимальной скоростью резания называется скорость, которая обеспечивает максимальную производительность при наименьшей стоимости обработки.
Формулы, по которым производится расчЁт этой оптимальной скорости резания для разных видов обработки резанием имеют различный вид, поскольку в них кроме основного закона стойкости входят остальные (кроме скорости резания) элементы режима резания и другие показатели, характерные для данного вида обработки. В качестве примеров ниже приведены формулы для разных видов механической обработки резанием.
Точение:
![]() ;
;
Здесь в формулу введены глубина резания t, подача s и коэффициент Kv, учитывающий конкретные условия резания.
3.7. Токарные резцы
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
Движение подачи осуществляется:
параллельно оси вращения заготовки (продольная);
перпендикулярно оси вращения заготовки (поперечная);
под углом к оси вращения заготовки (наклонная).
Схемы обработки поверхностей заготовки точением представлены на рис. 19.2.
С помощью точения выполняют операции: обтачивание – обработку наружных поверхностей (рис19.2.а); растачивание – обработку внутренних поверхностей (рис.19.2.б); подрезание – обработку торцевых поверхностей (рис.19.2.в); резку – разрезание заготовки на части ( рис.19.2.г); резьбонарезание – нарезание резьбы (рис.19.2.д).
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.
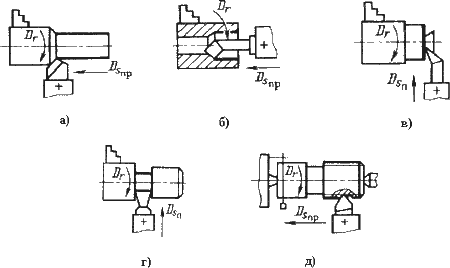
Рис. 19.2. Схемы обработки поверхностей заготовки точением
В качестве режущего инструмента при точении используют резцы.
Главным принципом классификации резцов является их технологическое назначение.
Различают резцы:
проходные – для обтачивания наружных цилиндрических и конических поверхностей;
расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
отрезные – для отрезания заготовок;
резьбовые – для нарезания наружных и внутренних резьб;
фасонные – для обработки фасонных поверхностей;
прорезные – для протачивания кольцевых канавок;
галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки – черновые, получистовые, чистовые.
По направлению движения подачи – правые и левые (справа на лево и слева на право).
По конструкции – целые, с приваренной или припаянной пластиной, со сменными пластинами.
Установка к закреплению заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (), точности обработки и других факторов.
Основные типы токарных резцов изображены на рис. 14. Для обточки наружных поверхностей вращения, т. е. цилиндрических валиков, конических поверхностей большой длины и им подобных деталей, применяют. проходные резцы. Проходные резцы бывают прямые (рис. 14, а) и отогнутые (рис. 14, б). Отогнутые резцы получили широкое применение из-за их универсальности, большей жесткости, возможности вести обработку в менее доступных местах.
Отогнутыми резцами можно работать при продольной и поперечной подачах и вести обточку поверху, подрезку торцов, снятие фасок. Проходные резцы могут быть черновые и чистовые. Чистовые резцы имеют больший радиус закругления, что обеспечивает получение более чистой обработанной поверхности. Если необходимо получить особенно чистую и гладкую поверхность, применяют широкие лопаточные резцы. Эти резцы работают с большой подачей. Однако при значительной длине контакта режущей кромки с заготовкой они склонны к вибрациям, дрожанию.
Проходные упорные резцы (рис. 14, в) имеют угол в плане ф = 90° и применяются при обточке ступенчатых валиков и подрезке буртиков, а также при точении нежестких деталей.
Подрезные резцы предназначаются для обточки плоскостей, перпендикулярных оси вращения, подрезки торцов на проход (рис. 14, г). Эти резцы работают с поперечной подачей. Расточные резцы служат для обработки отверстий (рис. 14, д, е). Они работают в менее благоприятных условиях, чем проходные резцы для наружной обточки. Расточные резцы должны иметь меньшие поперечные размеры, чем обрабатываемое отверстие. Они получаются длинными. Вылет резца должен быть больше длины растачиваемого отверстия. В силу малой жесткости расточные резцы склонны к вибрациям, что не дает возможности снимать стружку большого сечения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
