

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
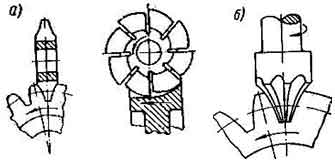
Рисунок 2 - Нарезание зубьев колёс фрезами
Нарезание колес пальцевыми модульными фрезами (рисунок 2,б) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления и специальный суппорт для установки пальцевых фрез.
Протягивание зубьев осуществляется в основном при изготовлении открытых венцов зубчатых колёс с внутренними прямыми зубьями при z<50. Протягивание производится также комплектом протяжек методом единичною деления после обработки каждой впадины.
Долбление зубьев методом копирования осуществляется в массовом производстве при предварительной обработке зубьев прямозубых колес. Обработка производится при помощи многорезцовой головки, нарезающей одновременно все зубья колеса (рисунок 3).
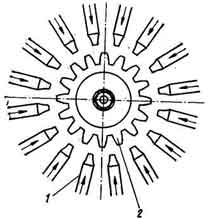
Рисунок - Нарезание зубьев при помощи многорезцовой головки.
7.2. Нарезание зубчатых колес по методу обкатки
Метод огибания (обкатки). Основной метод нарезания зубьев колес. В соответствии с ним зубья образуют фрезерованием червячными фрезами, долблением долбяками, строганием гребенками, горячим и холодным накатыванием.
Фрезерование червячными фрезами является основным процессом предварительной и чистовой обработки зубьев. Оно применяется для нарезания эвольвентных зубьев цилиндрических колес наружного зацепления. Схема фрезерования зубьев червячной фрезой приведена на рисунке 4,а.

Рисунок 4 - Схема обработки зубьев червячной фрезой
Фреза 1, вращаясь со скоростью резания Vфр и осуществляя поступательное перемещение - продольную подачу Sпр - параллельно оси заготовки, обрабатывает зубья по всей ширине колеса. Движение круговой подачи осуществляется благодаря вращению заготовки 2 со скоростью Vд.
Нарезание зубьев долбяками на зубодолбежных станках в основном осуществляется при обработке закрытых венцов с внутренними зубьям и зубчатых реек. Схема нарезания зубьев цилиндрических колёсс прямыми и косыми зубьями приведена на рисунке 5,а. При обработке долбяк 1 и заготовка 2, синхронно вращаясь, обкатываются относительно друг друга и совершают следующие движения. Долбяк, закрепленный на штосселе станка, осуществляет возвратно-поступательные вращательные движения. Поступательное движение долбяка вниз является движением резания, соответствующим скорости резания Vд, а поступательное движение вверх - холостым ходом Vx.

Рисунок 5 - Нарезание зубьев долбяками
Нарезание зубьев гребенками на зубострогальных станках производят при изготовлении точных прямозубых, косозубых и шевронных колес с внешними зубьями больших модулей, а также с зубьями большой длины. Гребенки бывают прямозубые и косозубые. В торцовой плоскости зубьям гребенки приданы режущие свойства. По ГОСТу 3058-54 они имеют профиль рабочей рейки.
Схема нарезания зубьев гребенкой показана на рисунке 6. Движение резания осуществляется при возвратно - поступательном перемещении, Гребенка, установленная на заданную глубину, перемещается из позиции 4 в позицию 1. Затем включается движение обкатки, при котором имитируется зацепление рейки и колеса, и совершаются согласованные движения - перемещение гребёнки из позиции 1 в позицию 2. а также поворот нарезаемого колеса на заданный угол. После окончания обкатки, в ходе которой происходит формирование одного или нескольких зубьев, гребенка отходит от колеса — из позиции 2 она перемещается в позицию 3и затем в исходную. После этого процесс повторяется.
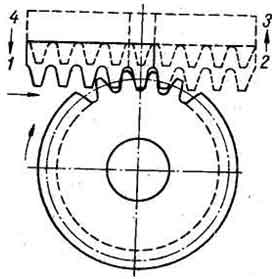
Рисунок 6 - Нарезание зубьев гребёнками
Накатывание зубчатых поверхностей. Процесс накатывания находит применение при изготовлении цилиндрических колес с прямыми, косыми и шевронными зубьями. Колеса с модулем до 1,5 мм накатываются в холодном состоянии, а с модулем свыше 1,5 мм и до 10 мм — в горячем состоянии. Основными схемами накатывания, основанными на принципе обкатки, являются накатывание с радиальной подачей валков и накатывание с осевой (продольной) подачей заготовки.
7.3. Расчет и табличое определение режимов резания при зубонарезании
Элементы режима резания при зубофрезеровании
1 Глубина резания.
Нарезаем зубья за один рабочий ход. В этом случае глубина резания равна высоте зуба нарезаемого колеса: t=h. Обычно черновые червячные фрезы профилируют такими, чтобы ими можно было нарезать зубья на полную глубину, но оставляя припуск на окончательную обработку лишь по боковым сторонам зуба..
2 Подача на один оборот So, мм/об
Сначало определяем классификационную гру3ппу, к которой по нормативам относится используемый зубофрезерный станок
So= So табл.*КMS*KβS
где
КMS-поправочный коэффициент учитывающий качество обрабатываемого KβS - поправочный коэффициент на угол наклона зуба колеса
Sп≤ So
3. Период стойкости Т мин [
4. Скорость резания, ![]()
![]()
Vр=Vт*КМS*Кβv*Кωv*Кv
где:
![]() -поправочный коэффициент, учитывающий качество обрабатываемого материала
-поправочный коэффициент, учитывающий качество обрабатываемого материала
Кβv - поправочный коэффициент на угол наклона зуба колеса
Кωv и Кv в данном случае на скорость не влияют (каждый из них равен единице, т. к. принято число перемещений ω=0 и нарезание зубьев за один рабочий ход).
Частота вращения фпезы, n об/мин
![]()
Корректируем частоту по паспорту станка
![]()
Действительная скорость резания  м/мин
м/мин
![]()
3.4 Проверка по мощности
![]()
Мощность резания ![]()
Nрез. р.=Nрез. т.*KβN
KβN –поправочный коэффициент на мощность резания
Эффективная мощность ![]()
![]()
где ![]() - мощность двигателя, кВт
- мощность двигателя, кВт![]()
з-КПД
5 Основное технологическое или машинное время
![]()
где L – длина рабочего хода фрезы, мм
L=b+l1
l1– величина врезания и перебега мм
7.4. Конструкция зуборезного инструмента
ДИСКОВЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Дисковые зуборезные фрезы применяют для нарезания прямозубых и косозубых цилиндрических колес. В первом случае они работают методом фасонного копирования, во втором случае, при нарезании косозубых колес, они работают методом бесцентроидного огибания. Во всех случаях процесс последовательной обработки впадин производится путем деления заготовки на один окружной шаг.
Этот метод обработки зубьев является малопроизводительным и. низкой точности. Причинами низкой производительности являются прерывистость процесса резания, потеря времени на деление заготовки. Зубья фрезы в большинстве случаев имеют нерациональную геометрию. Передний угол у них равен нулю, а задние углы на боковых режущих кромках очень малы - 1,5 - 2,5°, вследствие этого снижаются режущие свойства инструмента и производительность.
Низкая точность обработки обусловливается погрешностью делительного механизма, погрешностями установки оси симметрии зуба фрезы по оси симметрии впадины между зубьями колеса, отклонениями, создаваемыми ограниченным числом фрез в комплекте. Поэтому дисковые зуборезные фрезы применяются редко, главным образом в единичном производстве и ремонтных цехах для обработки зубчатых колес 9-й степени точности.
Профиль зубьев фрезы определяется по профилю впадины между зубьями нарезаемого колеса. Эвольвентный профиль впадины или зубьев колеса зависит от угла зацепления α, числа зубьев z, диаметра делительной окружности d. Эти параметры нарезаемого колеса должны быть заданы. Кроме того, должны быть известны модуль т, мм, толщина зуба по дуге делительной окружности колеса в нормальном сечении Sn, мм, высота головки и ножки зуба колеса ha, hf, мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 |
