
— чистота производственных помещений, исключающая попадание в составы всякого рода посторонних включений;
— применение взрыве и пожаробезоласной аппаратуры и oборудования;
— нормальная относительная влажность и температура в помещениях (влажность — не более 65%, температура 20—25° С);
— соблюдение при выполнении технологических операций правил по технике безопасности.
Надежность и безопасность действия пиротехнических изделий зависят от качества исходных компонентов.
Качество приготовляемых составов (во многом зависящее от устройства смесительного оборудования) контролируется аналитическими лабораториями и службами отдела технического контроля.
Надежность и безотказность действия сформованных тем или иным методом шашек и готовой продукции устанавливается испытаниями, проводимыми для каждого изделия по специальной программе.
§ 1. ПОДГОТОВКА КОМПОНЕНТОВ
Компоненты поступают на пиротехнические предприятия в самой различной укупорке. Так, порошки M. g, A1, сплава AM, поступают в металлической укупорке; цирконий — в металлической укупорке или в полиэтиленовых мешках в увлажненном виде.
Снятие крышек с банок производится ломиками из цветного металла во избежание искрообразования. За последние годы было разработано и внедрено в производство несколько аппаратов для раскупорки металлических банок с порошками. Так как эта операция пожароопасна, управление работой таких аппаратов осуществляется дистанционно.
Наиболее простым по устройству является аппарат, в котором извлечение крышки осуществляется специальной насадкой с раскрывающимися клиньями (типа китобойного гарпуна). При движении насадки вниз крышка банки с металлическим горючим прокалывается, и при подъеме насадки раскрывающиеся лепестки увлекают за собой ее вверх, открывая банку. Движение насадки с лепестками осуществляется от пневмоцилиндра. Банку с металлическим порошком устанавливают в приспособлении на тележке, на которой она вывозится в помещение для контрольного просева порошка.
Контрольный просев осуществляют на ситах-трясунах или на виброситах. Опрокидывание банки с порошкам производится с помощью механического приспособления без присутствия оператора.
Схема устройства для контрольного просева порошков представлена на рис. 22.1. Порошки Mg, сплавов AM и A1 сушке не подвергаются, так как они не гигроскопичны и прибывают на пиротехнические заводы в готовом для дальнейшего производства виде.
Порошок циркония перед запуском в производство обезвоживают (он поступает с заводов-изготовителей в сосудах под слоем воды). Наиболее прогрессивным способом является сушка циркония в вакуум-сушильных установках.
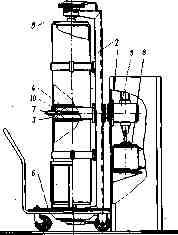
Рис. 22.1. Схема устройства для контрольного просева металлических порошков:
./-основание; 2— рама; 3—плита опорная; 4— рамка вибрирующая; 5—зажим; 6—тележка;
7—вибратор; 8—пневмоцилиндр; 9—механизм реечный; 10—сетка
Окислители поступают на заводы в деревянных бочках или в бумажных мешках. Герметичность такой укупорки условна, и поэтому все окислители подвергаются сушке.
Влажность окислителей, применяемых для приготовления пиротехнических составов, не должна превышать 0,2%.
Бумажные мешки отделяются от содержащихся в них окислителей, как правило, вручную.
Для извлечения окислителей из бочек применяется шнековая установка, в которой при высверливании продукта происходит одновременно его разрыхление. Устройство установки представлено на рис. 22.2.
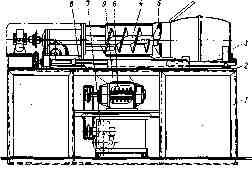
Рис. 22.2. Установка для высверловки продукта из бочки:
/—рама; 2— стол; 3— каретка подвижная; 4— шнек; 5—нож; 6— дробилка; 7—электродвигатель; 8—винт ходовой; 9—люк загрузочный
После грубого дробления окислители подвергаются сушке. В тех случаях, когда потребность в них невелика (30—50кг за смену), применяют вакуумсушилки периодического действия, например, вакуумсушиль-ный шкаф с автоматической регулировкой температуры ЦВШ 7*2,5 завода «Коростеньхиммаш» (УССР).
Это — горизонтальный сварной цилиндрический сосуд со сферической крышкой, которая отводится вручную посредством поворотного кронштейна.
Внутри корпуса установлены полые обогревательные плиты, которые соединяются с коллектором посредством специальных патрубков.
Крышка прижимается к корпусу шестью откидными болтами и уплотняется резиновой прокладкой.
На плиты устанавливают по три лотка с высушиваемым окислителем. На днище и крышке шкафа имеются смотровые окна. На корпусе шкафа установлены контрольно-измерительные приборы: манометр, ртутный термометр, вакуумметр, самопишущий регулирующий температуру в шкафу термометр типа 04-Т6Г-410 с редуктором П-280, воздушным фильтром типа П-112. Корпус шкафа представляет собой цилиндрическую обечайку диаметром 1150 мм и толщиной 10 мм. В нижней части аппарата имеется штуцер для слива конденсата и лапы для установки аппарата на фундамент. Температура греющей поверхности паровых плит регулируется изменением подачи пара мембранным исполнительным механизмом. Значение величины температуры записывается на дисковой диаграмме.
Для создания в шкафу вакуума используют вакуумные насосы типа ВВИ-12, РМК-1, РМК-2 и др.
Техническая характеристика шкафа
Поверхность загрузки в м2 ...... 2,5
Поверхность нагрева в м2 ....... 6,27
Остаточное давление в кг/м2 ...... 2,63 (20 мм рт. ст.)
Размеры плиты в мм........ 730х610
Число плит в шт. ......... 7
Давление пара в плитах в МН/м2 . . . 0,4 (4 кгс/см2) Габаритные размеры в мм:
длина. .......... 1200
ширина. ......... 1280
высота. . ........ 2040
Масса в кг............. 817
Производительность шкафа определяется опытным путем. При высоте слоя компонента на лотке около 20 мм при остаточном давлении, в шкафу до 20 мм рт. ст. и при температуре пара 110° С он-а колеблется для различных окислителей в пределах 50—100 кг/ч (при начальной влажности продуктов 5—7% и конечной — 0,2%).
Вакуумная сушилка исключает пыление продукта, К ее недостаткам следует отнести периодичность работы и значительную затрату ручного труда при загрузке и выгрузке противней (насыпка и ссылка с них материала).
При необходимости получения за час большего количества продукта применяют различного типа сушилки непрерывного действия (см. ниже).
Измельчение компонентов. Для обеспечения гомогенности составов частицы окислителей, горючих и других компонентов состава должны иметь малые поперечные размеры, измеряемые десятками микрон.
Процесс уменьшения размеров кусков твердых продуктов принято называть дроблением. Процесс дальнейшего измельчения небольших кусков называют помолом. Различают крупное, среднее, мелкое и тонкое дробление, а также крупный (или грубый), средний, тонкий, сверхтонкий и коллоидный помол. Четкого различия между видами дробления и помола пока не существует.
На пиротехнических заводах применяют следующие типы аппаратов:
а) дисковые, щековые, валковые дробилки — для крупного дробления (начальный размер кусков 150—50 мм, конечный 10—5 мм);
б) однорядные молотковые дробилки — для мелкого дробления (начальный размер кусков 10—5 мм, конечный 0,5— 0,3 мм);
в) дезынтегратор, дисмембратор — для среднего помола (начальный размер частиц 500—300 мкм, конечный 140—50 мкм);
г) шаровые мельницы, вибромельницы, газоструйные мельницы — для тонкого помола (размер частиц 60 и менее мкм).
Производительность измельчителей колеблется от 1 «г до нескольких сот килограммов готового продукта в час, что зависит от типоразмера дробильного (или помольного) аппарата и от физико-механических свойств измельчаемого материала.
Рассев компонентов. Для приготовления составов применяют компоненты, имеющие вполне определенный дисперсный состав. В связи с этим после помола окислители, связующие и другие компоненты подвергают фракционному рассеву (или контрольному просеву).
Порошки металлов (Mg, A1, сплав AM и др.) подвергают лишь контрольному просеву.
В качестве сит используются шелковые или металлические сетки. Согласно ГОСТ 6613—53 на металлические сетки номер сетки указывает одновременно на размер стороны квадратной ячейки в мм. Шелковые сетки выпускаются по ГОСТ 4403—67.
Их нумерация определяет число отверстий на 1 см2 ткани и размер отверстий в мкм.
Широкое распространение нашли вибросита и сита-трясуны. Вибросита используются главным образом для контрольного просева металлических порошков.
Сита-трясуны используются для рассева окислителей. По своему устройству они не отличаются от сит, использующихся в химической и других отраслях промышленности.
В пиротехнической промышленности, однако, все сита оборудованы устройствами, исключающими пыление, и снабжены в необходимых случаях устройством для отвода статического электричества. Производительность сит достигает 500 кг B час.
За последние годы в химической промышленности все чаще используют агрегаты, в которых аппараты для дробления, сушки и рассева объединены воедино с помощью транспортных средств. Существует несколько конструктивных. вариантов их исполнения. На рис. 22.3 представлен агрегат для подготовки хлористого аммония. Продукт по монорельсу с помощью клещевого захвата (на рис. 22.3 не показан) транспортируется на приемный стол механизма предварительного дробления. Здесь мешок разрезается и слежавшийся конгломерат разбивается с помощью пневмомолотка в куски, которые затем вручную подаются в бункер шнекового питателя 2. После измельчения в двухступенчатой молотковой дробилке 3 продукт по пневмотранспортным трубам 4 и 5 подается в циклон, где он отделяется от воздуха и просыпается в бункер-накопитель 6. Воздух через клапанное устройство циклона подается на очистку.
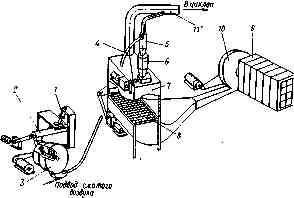
Рис. 22.3. Агрегат для подготовки хлористого аммония:
1—дробилка; 2—питатель шнековый; 3—двухступенчатая молотковая дробилка; 4 и 5—трубопроводы; 6—бункер-накопитель; 7—сушилка;8—сию; 9— воздухоподогреватель; 10—вентилятор; 11—воздуховод

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 |
