
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В микрометрах
Наименование поверхности | Класс точности | |||||||
АА | А | В | С и D | |||||
m, мм | ||||||||
От1 до 10 | Св. 10 до 25 | От 1 до 10 | Св. 10 до 25 | От 1 до 10 | Св. 10 до 25 | От 1 до 10 | Св. 10 до 25 | |
Посадочное отверстие фрезы, Ra | 0,4 | 0,4 | 0,4 | 0,4 | 0,4-0,8 | 0,8 | 0,8 | 1,6 |
Передняя поверхность фрезы, Rz | 1,6 | 1,6 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 |
Задняя боковая поверхность зуба, Rz | 1,6 | 3,2 | 1,6 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 |
Задняя поверхность по вершинам зубьев, Rz | 1,6 | 3,2 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 |
Цилиндрическая поверхность буртика, Rz | 1,6 | 3,2 | 1,6 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 |
Торец буртика, Ra | 0,4 | 0,8 | 0,4 | 0,8 | 0,8 | 1,6 | 1,6 | 1,6 |
Отверстия изготовляются с точностью Н5 для фрез классов точности АА и А, Н6 – для классов В и С, Н7 – для класса D.
4.3 Выбор инструментального материала фрезы
Цельные червячные фрезы и зубчатые рейки к сборным фрезам изготовляются из быстрорежущих сталей Р6М5, 10Р6М5, Р9К10, Р6М5К5, Р6М5Ф2К8 и др. Фрезы из сталей Р6М5 и 10Р6М5 рекомендуется применять для обработки углеродистых и легированных конструкционных сталей (sв<900¸1000 МПа), а сложнолегированные быстрорежущие стали Р9К10, Р6М5К5 и др. целесообразно применять для фрез, предназначенных для об работки труднообрабатываемых материалов (sв>1000 МПа). Твердость рабочей части фрезы HRCэ 63-66. Для повышения стойкости в 1,3 – 2 раза и срока службы червячных фрез из быстрорежущих сталей рекомендуется при их изготовлении наносить на передние и задние поверхности износостойкие покрытия (карбид и нитрид титана, карбид ниобия и др.) толщиной 0,004 – 0,008 мм.
Для сборных червячных фрез, предназначенных для высокоскоростного нарезания зубьев зубчатых колес из конструкционных и труднообрабатываемых сталей и сплавов, чугунов и других материалов (HRCэ 45-60), рекомендуется применять твердые сплавы ВК6М, ВК8, ВК10 – ОМ, Т5К10, ТТ7К12 и др. При этом производительность и стойкость таких фрез в зависимости от обрабатываемого материала и режимов резания в 2 – 20 раз больше, чем у фрез из быстрорежущих сталей. К недостаткам твердосплавных фрез следует отнести большую трудоемкость и сложность их изготовления, обязательное применение при обработке высокоскоростных зубофрезерных станков, обладающих повышенной жесткостью и точностью.
4.4 Рабочий чертеж фрезы
Чертеж фрезы оформляют в 2 проекциях с изображением профиля зубьев в нормальном сечении, указанием технических требований, маркировки и указанием характеристики фрезы: числа зубьев, модуля, угла профиля, угла подъема витков, направления витков, числа заходов Z, шага витков по оси Рхо, направления и шага стружечных канавок, класса точности фрезы.
На торце фрезы наносят маркировку, в которой указывают товарный знак завода изготовителя, обозначение фрезы, модуль, угол профиля, класс точности, угол подъема витков, шаг стружечной канавки, букву Л (для левозаходных фрез), марку стали, год выпуска.
5 Обкатные инструменты для обработки зубчатых деталей с
неэвольвентным профилем
К таким инструментам относятся червячные фрезы, долбяки, обкаточные резцы, применяемые для обработки самых разнообразных поверхностей деталей по методу огибания (рисунок 5.1) с различными профилями : прямолинейными, в виде дуг окружностей и других кривых. Обрабатываемые поверхности могут быть как сравнительно простыми – с элементарным профилем, так и сложными, у которых фасонный профиль представляет собой комбинацию элементарных профилей.
Рисунок 5.1 – Виды изделий, обрабатываемых обкатными инструментами |
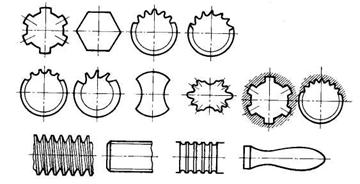
В ряде случаев с учетом условий эксплуатации предъявляются повышенные требования к точности изготовления не только основных рабочих профилей детали, но и переходных кривых, образующихся при обработке обкатными инструментами. Это означает, что переходные кривые, образующиеся при обработке, по своим размерам не должны выходить за пределы указанного радиуса. Наиболее часто для обработки указанных деталей применяются червячные фрезы.
Проектирование обкатных инструментов осуществляется в следующем порядке:
1) установление возможности обработки заданной поверхности детали принимаемым инструментом;
2) расчет профиля режущих кромок инструмента;
3) назначение конструктивных размеров, геометрических параметров и технических требований к конструкции инструмента.
Для инструментов реечного типа за профиль их зубьев может принят профиль рейки, сопряженной с обрабатываемой деталью. Для инструментов с главным вращательным движением (типа червячных фрез) такой способ профилирования ( плоскостной) является приближенным, обусловливающим определенные погрешности. Поэтому его рекомендуется применять для проектирования червячных фрез либо черновых, либо с небольшими углами подъема витков gmo. (5 – 6о).
5.1 Червячные фрезы для нарезания шлицевых валиков с
прямолинейным профилем
Широкое применение в машиностроении имеют цилиндрические детали с прямолинейным профилем – различные валики для шлицевых соединений (ГОСТ 1139 – 80), храповые колеса и др.
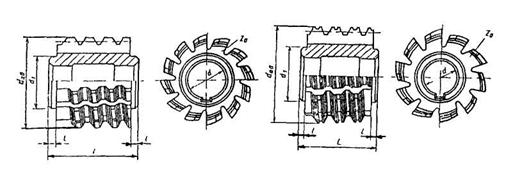
Чистовые и черновые червячные фрезы для шлицевых валов с прямобочным профилем изготовляют типов 1; 2 классов точности А, В и С. Фрезы типа 1 (рисунок 5.2) предназначены для обработки шлицевых валов с центрированием по наружному диаметру. При центрировании шлицевых валов по внутреннему диаметру зубья фрезы снабжают усиками. Назначение усика – прорезать канавку во впадине для выхода шлифовального круга.
Тип 1 Тип 2 Рисунок 5.2 – Основные размеры червячных фрез для обработки шлицевых валов с прямобочным профилем |
Для нарезания шлицев на валах с эвольвентным профилем зубья фрезы имеют прямые профили. Такой фрезой нарезают на валах различное число шлицев, но одного модуля и угла профиля.
Исходными данными для расчета червячных шлицевых фрез являются размеры шалицевого валика:
d – внутренний диаметр шлицевого валика, мм;
D – наружный диаметр шлицевого валика, мм;
z – число шлицев;
b – ширина шлицев, мм
f – размер фаски у наружного диаметра шлица, мм;
способ центрирования шлицевого соединения.
Расчет инструмента для нарезания шлицевых валов с прямобочным профилем ведется в следующей последовательности.
5.1.1 Определение расчетных размеров шлицевого валика
5.1.1.1 Расчетный наружный диаметр:
Dр = Dmax - 2 ¦,
где Dmax – максимальный наружный диаметр.
¦ – размер фаски.
5.1.1.2 Расчетный внутренний диаметр:
dр = dmin + 0,25 Td,
где dmin – минимальный внутренний диаметр;
Td – допуск на размер внутреннего диаметра.
5.1.1.3 Расчетная ширина шлица:
bр = bmin + 0,25 × Тb,
где bmin – минимальный размер ширины шлица;
Тb – допуск на размер ширины шлица.
5.1.1.4 Радиус начальной окружности шлицевого валика:
Если при расчете размеров профиля боковой стороны зубьев червячной шлицевой фрезы величину радиуса начальной окружности шлицевого валика принять меньше величины, определяемой приведенной формулой, то произойдет срез боковой стороны зуба нарезаемого шлицевого валика на участке, прилегающем к наружному цилиндру. Возрастание радиуса начальной окружности по сравнению с минимально допустимой величиной приводит к возрастанию переходной кривой на боковой стороне зуба шлицевого валика на участке, прилегающем к внутреннему цилиндру.
Точность расчета радиуса начальной окружности шлицевого валика 0,1 мм с округлением в большую сторону.
5.1.1.5 Расчетное значение угла y шлица:
5.1.1.6 Для расчета профиля используются данные справочных таблиц [11, таблица 19.2]. По таблицам берем ближайшие номинальные значения Siny и угла y.
5.1.1.7 Корректировка величину радиуса начальной окружности на принятое значение y:

5.1.1.8 Определение возможности пользования таблицами 19.2 [11]. Для этого определяем глубину шлица:

Должно выполнятся условие:
t £ 0,12 R1.
Если условие выполняется, то пользоваться табл. 19.2 можно.
Если не выполняется условие, расчет координат центра дуги, заменяющей профиль, выполняется по аналитическим формулам.
Задаемся координатами профиля ![]()
где  .
.
Определяем углы обката для заданных точек профиля:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
