
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КАЛИНКИН, В. И., МАСКАЙКИНА, С. Е., ПОЛУЕШИНА, Н. И.,
ЩЕКИН, А. В., СУЛЬДИН С. П.
ОБКАТНЫЕ ЗУБОРЕЗНЫЕ
ИНСТРУМЕНТЫ
Учебное пособие
Допущено Учебно-методическим объединением вузов по образованию в области автоматизированного машиностроения (УМО АМ) в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Конструкторско-технологическое обеспечение машиностроительных производств».
|
Саранск
Издательство Мордовского университета
2006
УДК 621.9.02
Калинкин, В. И., Маскайкина, С. Е., Полуешина, Н. И., Щекин, А. В., Сульдин зуборезные инструменты: учебное пособие для ВУЗов. – Саранск: Изд-во Мордов. гос. ун-та, 2005. – 65 с.
В учебном пособии рассматриваются теоретические сведения и основы расчета зуборезного инструмента следующих конструкций: долбяков, шеверов, червячных фрез для обработки цилиндрических зубчатых колес и шлицевых валиков с прямолинейным профилем. Приводятся необходимые справочные материалы и нормативные ссылки.
Предназначено для студентов специальностей 151001 «Технология машиностроения» и 151002 «Металлообрабатывающие станки и комплексы».
Печатается по решению научно-методического Совета Мордовского государственного университета имени
Ó Мордовский государственный
университет им.
Содержание
Введение 4
1 Инструментальная (производственная рейка) 6
2 Долбяки 7
2.1 Определение геометрических параметров обрабатываемого
колеса 9
2.2 Расчет долбяков 11
2.3 Размеры добяка в исходном сечении 12
2.4 Размеры долбяка в плоскости переднего торца 15
2.5 Контрольный расчет долбяков 16
2.6 Определение класса точности долбяка 18
2.7 Выбор допусков и предельных отклонений долбяка 18
2.8 Выбор материала долбяка 18
2.9 Выполнение рабочего чертежа долбяка 18
3 Шеверы 20
3.1 Определение технологических параметров колес 22
3.2 Формулы для расчета дискового шевера 23
3.3 Требования по точности шеверов 31
3.4 Выбор инструментального материала 32
3.5 Рабочий чертеж шевера 32
4 Червячные фрезы 33
4.1 Расчет червячных фрез 35
4.2 Выбор основных технических требований 40
4.3 Выбор инструментального материала фрезы 43
4.4 Рабочий чертеж фрезы 43
5 Обкатные инструменты для обработки зубчатых деталей с
неэвольвентным профилем 44
5.1 Червячные фрезы для нарезания шлицевых валиков с
прямолинейным профилем 45
6 Автоматизация проектирования зуборезных долбяков
в системе КОМПАС 53
6.1 Задача, решаемая приложением 53
6.2 Правила работы с приложением 53
7 Нормативные ссылки 62
Библиографический список 63
Приложение А 64
Введение
Зуборезный инструмент относится к категории наиболее сложного и специфичного в проектировании, изготовлении и эксплуатации. Наибольшее распространение в машиностроении получили зубчатые передачи с малочувствительным к изменению межцентрового расстояния эвольвентным зацеплением. И основная масса зубообрабатывающих инструментов, станков и оснастки предназначена для воспроизведения соответствующих этому зацеплению эвольвентных профилей и дна впадины на заготовках.
Процесс зубонарезания характеризуется следующими особенностями:
1) сечение срезаемого слоя изменяется за время обработки заготовки одним зубом. Кроме того, необходимо учитывать, что в работе участвуют одновременно несколько зубьев;
2) различные участки лезвия неодинаково нагружаются, так как они срезают слои различного сечения и имеют различную скорость резания;
3) оптимальная геометрия не может быть обеспечена, так как инструменты имеют весьма сложную форму и совершают сложные движения. Поэтому геометрические параметры назначают исходя из принципа сохранения точности профиля инструмента при его переточках.
Для получения эвольвентных профилей используют два метода формообразования : копирования и обката.
Метод копирования состоит в обработке зубчатых изделий инструментом, профиль зуба которого соответствует форме впадины зуба. По существу, метод копирования представляет собой фрезерование сложного профиля впадины зубьев фасонными фрезами. В качестве зуборезного инструмента, работающего по методу копирования, применяют дисковые, модульные и пальцевые фрезы, зубодолбежные головки. Метод копирования при профилировании и его реализация в конструкции инструмента обусловливают в большинстве случаев специальное назначение инструмента, пригодное для обработки конкретного колеса (или нескольких колес, но мало различающихся по своим размерам). Основным недостатком нарезания зубьев по методу копирования является то, что для получения теоретически правильного профиля требуется для каждого заданного числа зубьев фреза определенного профиля. Следовательно, при нарезании зубчатых колес одного и того же модуля, но с разным числом зубьев необходимо иметь набор фрез с различным профилем зубьев.
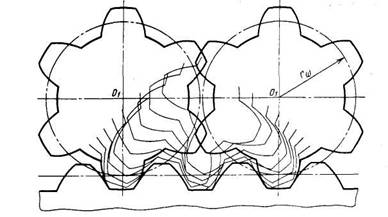
Метод обката заключается в создании условий, когда центроиды инструмента и нарезаемого изделия катятся друг по другу без скольжения. При этом профиль нарезаемого изделия получается в процессе обработки как огибающая различных положений режущих кромок инструмента. Инструменты, работающие по методу обката, более универсальны, так как позволяют нарезать одним инструментом данного модуля колеса того же модуля с любым числом зубьев. Замена периодических делительных и связанных с ними вспомогательных движений (метод копирования) непрерывными делительными движениями, характерными для метода обката, не только повышает производительность, но и увеличивает точность обработки путем устранения случайных отклонений профиля.
В качестве режущего инструмента, работающего по методу обката, применяют червячные фрезы, гребенки, зубострогальные резцы, долбяки и шеверы, зубчатые хоны.
Выбор типа и особенности той или иной конструкции зуборезного инструмента непосредственно зависят от принятого построения операций зубообработки зубчатого колеса. Обеспечить высокоэффективную, как в отношении производительности, так и точности, обработку зубчатого колеса можно только в случае детального анализа основных факторов: объема выпуска обрабатываемых колес, их точности, формы и размеров, что позволит правильно подойти к вопросам выбора, конструирования и изготовления зуборезного инструмента.
Инструменты, работающие методом огибания (обката) бывают двух разновидностей:
1. Инструменты с точечным контактом инструментальной поверхности с поверхностью детали: червячные фрезы, обычные шеверы, зубчатые хоны, червячные абразивы и др. Они обеспечивают нарезание зубчатых колес в диапазоне модулей 0,1 – 40 мм с достижением точности в пределах 5 – 11-й степеней точности и применяются в индивидуальном, серийном и массовом производстве. Эти инструменты совершают два движения подачи. Одно из них функционально связано с главным движением определенным значением передаточного отношения станочной пары инструмент – деталь. В этом недостаток схем обработки этими инструментами, ограничивающий их эффективное оснащение твердыми и сверхтвердыми материалами. В результате такой подачи точка касания вершины инструмента с боковой поверхностью зуба обрабатываемого колеса, перемещаясь по последней, воспроизводит на ней активную действующую линию, которая для лезвийных инструментов носит дискретный характер, что и обусловливает появление огранки на боковых поверхностях зубьев. За счет движения второй подачи – движения обрабатываемых поверхностей зубьев "самих по себе" – активная действующая линия, перемещаясь вдоль оси колеса, полностью воспроизводит боковые стороны его зубьев.
2. Инструменты с линейным контактом инструмента и детали: зуборезные долбяки, гребенки, зубострогальные резцы, резцовые головки. Все эти инструменты имеют полюсную ось профилирования, расположенную параллельно оси детали. Они совершают два движения подачи. Одно из них совпадает по направлению с главным движением резания. Поэтому гребешки волнистости обработки отсутствуют и обработочные неровности получаются меньше по сравнению с обработкой инструментами с точечным контактом. Однако из-за наличия обратных холостых ходов производительность обработки данными инструментами несколько снижается.
1 Инструментальная (производственная) рейка
Инструментальная (производственная) рейка лежит в основе образования исходных инструментальных поверхностей и служит для определения основных размеров зубьев инструмента. Исходный контур инструментальной рейки для эвольвентных зубчатых колес приведен на рисунке 1.1.
Рисунок 1.1 – Исходный контур инструментальной рейки
для эвольвентных зубчатых колес
1.1 Элементы инструментальной рейки пропорциональны модулю
![]() ,
,
где Pn – шаг зубьев по нормали на делительном цилиндре.
1.2 Высота начальной головки и ножки зуба инструментальной рейки
![]() ,
,
где f – коэффициент высоты;
с=0,25 или 0,3 – коэффициент радиального зазора.
1.3 Если нарезаемое колесо имеет срез у головки (модифицированный профиль), то ножка зуба инструментальной рейки должна иметь утолщение с параметрами ![]() ,
,![]() ,
, ![]() (рисунок 1.1).
(рисунок 1.1).
1.4 Толщина зуба рейки для чистовых инструментов принимается с учетом обеспечения в зубчатой передаче обязательного бокового зазора
![]() ,
,
где DS – утолщение зуба рейки (таблица 1.1).
У инструментов для предварительной обработки высоту![]() увеличивают примерно на
увеличивают примерно на ![]() с целью разгрузки от работы вершин зубьев чистовых инструментов, а толщину зубьев уменьшают на величину припуска DSп под последующую обработку.
с целью разгрузки от работы вершин зубьев чистовых инструментов, а толщину зубьев уменьшают на величину припуска DSп под последующую обработку.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
