
![]()
Таблица 1.1 – Утолщение зуба инструментальной рейки и допуск на толщину зуба инструмента
В миллиметрах
m | DS | Допуск для класса точности | m | DS | Допуск для класса точности | ||
А | В | A | B | ||||
1,00 – 2,00 | 0,10 | 0,025 | 0,032 | 9 – 10 | 0,26 | 0,050 | 0,063 |
2,25 – 3,75 | 0,14 | 0,032 | 0,040 | 11 – 16 | 0,34 | 0,063 | 0,080 |
4,00 – 5,50 | 0,16 | 0,040 | 0,050 | 18 | 0,37 | 0,080 | 0,100 |
6,00 | 0,20 | 0,040 | 0,050 | 20 | 0,42 | 0,080 | 0,100 |
6,50 – 8,00 | 0,22 | 0,050 | 0,063 | 22 - 25 | 0,46 | 0,080 | 0,100 |
Величина припуска DSп принимается:
 – для чистового зубофрезерования или зубодолбления;
– для чистового зубофрезерования или зубодолбления;
 – для шлифования;
– для шлифования;
DSп=0,035mn – для шевингования.
2 Долбяки
Долбяки применяются для нарезания методом огибания цилиндрических зубчатых колес с внешними и внутренними зубьями 6–8–й степеней точности. Долбяками можно нарезать блочные и шевронные колеса. Особенно эффективно применять их при обработке колес с узким ободом, имеющих большое z1 с модулем m до 2 мм.
Долбяк представляет собой корригированное цилиндрическое зубчатое колесо с непрерывно изменяющейся высотной коррекцией зубьев от одного торцового сечения к другому, что необходимо для создания на нем задних углов, с прямыми или винтовыми зубьями. В подавляющем большинстве случаев ось долбяка располагается параллельно оси нарезаемого колеса. Режущие элементы у прямозубых долбяков ограничены передней конической поверхностью с g=5° и задними поверхностями, две из которых эвольвентные, а третья, коническая, расположена при вершине зуба и образует задний угол aв=6–7°. Подача осуществляется путем относительного вращения долбяка и заготовки вокруг их осей. Кроме основных движений, долбяк получает радиальную подачу при врезании в заготовку и отводится от заготовки при каждом обратном (холостом) ходе для устранения трения задних поверхностей об обработанную поверхность.
Габаритные размеры долбяка определяются диаметром делительной окружности в исходном сечении dо, числом зубьев zо и высотой долбяка H. Долбяки целесообразно применять с меньшим делительным диаметром, так как чем меньше этот диаметр, тем меньше вылет режущих кромок относительно штосселя станка и более надежно закреплен инструмент. Но с уменьшением диаметра делительной окружности увеличиваются искажения профиля зуба (эвольвенты) нарезаемого колеса.
Согласно ГОСТ 9323–79 принят ряд номинальных диаметров долбяка: 25, 38, 50, 80, 100, 125, 160 и 200мм. Размеры долбяка оказывают влияние на конструкцию его крепежной части, которую у мелкомодульных долбяков выполняют в виде хвостовика, а у крупномодульных – в виде посадочного отверствия в диске, чашке или втулке, на периферии которых выполнены режущие зубья. Эти зубья изготавливают за одно целое с корпусом долбяка, либо образуют с ним сборную конструкцию (для m=10…40мм), в которых их закрепляют.
Для эвольвентных колес зуборезные долбяки (ГОСТ 9323–79) выпускаются трех классов точности и следующих типов (рисунок 2.1).
1) Дисковые прямозубые классов точности АА, А и В для нарезания колес, главным образом, с наружными зубьями, с номинальными делительными диаметрами d0 =75, 100, 125, 160, 200мм и m=1¸12 мм (рисунок 2.1, а).
2) Чашечные прямозубые классов точности АА, А и В с d0=50, 75, 100 и 125 мм и m=1¸9 мм, предназначенные для нарезания колес с закрытыми венцами и колес с внутренними зубьями средних модулей (рисунок 2.1, б).
3) Хвостовые прямозубые классов точности B с d0=25 и 38 мм, m=1¸4мм и косозубые классов точности В с d0 =38 мм, углами наклона зубьев 15 и 23° и m=1¸4 мм, применяемые для колес внутреннего зацепления (рисунок 2.1, в).
Рисунок 2.1 – Типы зуборезных долбяков |
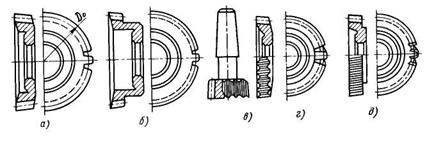
4) Дисковые косозубые классов точности A и В с номинальным диаметром до 200 мм (для косозубых колес) (рисунок 2.1, г) и до 360 мм (для шевронных колес) с углами наклона зубьев b=15 и 23° (рисунок 2.1, д).
Конструктивные параметры мелкомодульных долбяков (m=0,1¸0,9 мм) определяются по ГОСТ 10059 –80Е. Они выпускаются трех классов точности и двух типов:
1) дисковые прямозубые с d0=40 и 63 мм классов точности АА, А и B;
2) хвостовые прямозубые с d0=12,16 и 25 мм классов точности A и В.
Долбяки класса точности АА предназначены для колес 6-й степени точности, класса точности A – 7-й и класса точности B – 8-й степени точности.
Для получения задних углов на боковых режущих кромках долбяк выполняется как производящее зубчатое колесо с непрерывно изменяющейся высотной коррекцией зубьев по их длине. Поэтому диаметральные размеры венца долбяка и размеры зубьев меняются по длине зуба. В плоскости переднего торца обычно коэффициент смещения x0>0 и уменьшается к заднему торцу долбяка. Сечение, в котором x0=0, называется исходным, а расстояние A от него до плоскости переднего торца называется смещением исходного сечения
![]()
![]()
 ,
,
где ![]() – задний угол на вершине зуба долбяка.
– задний угол на вершине зуба долбяка.
Размер ½+A ½ + ½-А½ определяет число возможных переточек долбяка. В целях повышения срока его службы целесообразно назначать составляющие этого размера возможно большими с учетом следующих ограничений: при большем ½+А½увеличивается опасность заостренных зубьев долбяка и неполной обработки рабочего профиля зубьев колеса вследствие возрастания у их основания переходных кривых; при большем значении½-А½возникает опасность подрезания профиля зубьев колеса у их головок и ножек.
При проектировании долбяков их конструктивные размеры (число зубьев, номинальный делительный диаметр, углы резания) являются обычно исходными (задаваемыми данными). Поэтому при использовании различных методик расчет долбяков в основном заключается в определении значений исходных расстояний A, оптимальных для принимаемых условий обработки.
Исходными данными для проектного и контрольного расчета долбяков являются параметры зубодолбежного станка и пары сопряженных колес.
Исходные данные для расчета:
z1 – число зубьев нарезаемого колеса;
m – модуль;
a – угол профиля исходного контура нарезаемого колеса;
f – коэффициент высоты зуба;
х1 – коэффициент смещения контура нарезаемого колеса;
w – угол наклона зуба;
z2 – число зубьев сопряженного колеса;
х2 – коэффициент смещения контура сопряженного колеса;
степень точности зубчатой передачи.
2.1 Определение геометрических параметров обрабатываемого
колеса
2.1.1 Торцовый модуль:
 .
.
2.1.2 Делительные диаметры:

2.1.3 Профильный угол в торцовом сечении:
 ;
;
для прямозубых колес![]() w=0, mt=m, at=a.
w=0, mt=m, at=a.
2.1.4 Диаметры основных окружностей:
2.1.5 Угол зацепления в передаче:
а) При незаданном межосевом расстоянии:
для прямозубых колес at1,2=a1,2.
б) При известном межосевом расстоянии
 .
.
2.1.6 Межосевое расстояние
 .
.
2.1.7 Диаметры вершин зубьев колес
где ha1=ha2=f m – высота головки зуба.
2.1.8 Диаметры впадин зубьев шестерни и колеса
где hf1=hf2==(f+0,25)m – высота ножки зуба.
2.1.9 Для корригированных колес
где Dy – коэффициент уравнительного смещения
 .
.
2.1.10 Толщина зуба колес
где DS – утолщение зуба рейки (см. таблицу 1.1)
2.1.11 Наибольший радиус кривизны профиля зуба нарезаемого колеса

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
