
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Общая длина фрезы:
L = Lp + 2l1.
5.1.22 Выбор угла впадины q. Угол впадины принимается равным 20 ¸ 25°.
5.1.23 Выбор размеров продольной шпоночной канавки.
5.1.24 Выбор степени точности фрезы.
Фрезы изготовляют классов точности: А – для чистового нарезания шлица валов с полями допусков по толщине зуба d9, h9, e9, f9 и внутреннему диаметру e9; B – для чистового нарезания валов с полями допусков по толщине зуба d10 и внутреннему цилиндру е8; С – для чернового нарезания валов.
5.1.25 Определение допусков и основных технических требований.
Допускаемые предельные отклонения параметров червячных фрез для валов с прямобочным профилем указаны в таблице 5.2.
Таблица 5.2 – Допуски на изготовление червячных шлицевых фрез
Параметр и обозначение его допуска | Класс точности | Допуски и отклонения, мкм, при нормальном шаге зубьев, мм | ||||
до 6,3 | св. 6,3 до 11 | св. 11 до 19 | св. 19 до 32 | св.32 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Диаметр посадочного отверстия, fd | А | Н5 | ||||
В и С | Н6 | |||||
Радиальное биение буртиков, fy | А В С | 5 6 12 | 5 8 15 | 6 10 20 | 8 12 25 | 10 16 32 |
Торцовое биение буртиков, ft | А В С | 3 4 8 | 4 6 10 | 5 6 12 | 6 8 16 | 8 10 20 |
Радиальное биение по вершинам, frda | А В С | 20 32 63 | 25 40 80 | 32 50 100 | 40 63 125 | 50 80 160 |
Профиль передней поверхности, fg | А В С | 20 32 63 | 25 40 80 | 32 50 100 | 40 63 125 | 50 80 160 |
Разность соседних окружных шагов, fuo | А В С | 20 32 63 | 25 40 80 | 32 50 100 | 40 63 125 | 50 80 160 |
Накопленная погрешность окружного шага стружечных канавок, Epo | А В С | 40 63 125 | 50 80 160 | 63 100 200 | 80 125 250 | 100 160 315 |
Направление стружечных канавок, fx | А В С | ±80 ±100 ±125 |
Окончание таблицы 5.2
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Винтовая линия фрезы на одном обороте, fho | А В С | 10 16 32 | 12 20 40 | 16 25 50 | 25 32 63 | 32 40 80 |
Осевой шаг фрезы, fpxo | А В С | ±8 ±12 ±20 | ±9 ±16 ±25 | ±10 ±18 ±28 | ±10 ±18 ±32 | ±12 ±20 ±40 |
Отклонение осевого шага между n зубьев (шагов), fрх2о | А В С | ±16 ±25 ±40 | ±18 ±32 ±50 | ±20 ±36 ±56 | ±20 ±36 ±56 | ±25 ±40 ±63 |
Шероховатость поверхностей фрез должна быть:
- задних поверхностей зубьев, торцовых поверхностей центрирующих буртиков Rz£3,2 мкм;
- цилиндрической поверхности буртика Rz£6,3 мкм;
- поверхности посадочного отверстия Rа£0,32 мкм.
5.1.26 Выбор материала фрезы и твердости рабочей части фрезы после термообработки.
Марки инструментального материала и твердость рабочей части фрез для нарезания шлицевых валиков выбираются аналогично червячным зуборезным фрезам. Цельные червячные фрезы изготовляются из быстрорежущих сталей Р6М5, 10Р6М5, Р9К10, Р6М5К5, Р6М5Ф2К8 и др. Фрезы из сталей Р6М5 и 10Р6М5 рекомендуется применять для обработки углеродистых и легированных конструкционных сталей (sв<900¸1000 МПа), а сложнолегированные быстрорежущие стали Р9К10, Р6М5К5 и др. целесообразно применять для фрез, предназначенных для об работки труднообрабатываемых материалов (sв>1000 МПа). Твердость рабочей части фрезы HRCэ 63-66. Для повышения стойкости в 1,3 – 2 раза и срока службы червячных фрез из быстрорежущих сталей рекомендуется при их изготовлении наносить на передние и задние поверхности износостойкие покрытия (карбид и нитрид титана, карбид ниобия и др.) толщиной 0,004 – 0,008 мм.
5.1.27 Выполнение рабочего чертежа шлицевой фрезы с указанием технических требований.
Чертеж должен содержать: фрезу в двух проекциях; профиль изделия; профиль нарезки в нормальном сечении в увеличенном масштабе. Кроме того в таблице, помещаемой на чертеже указать: число зубьев фрезы, число заходов и направление нарезки, шаг фрезы по оси, направление стружечных канавок, угол подъема средней винтовой линии, шаг стружечных канавок, технические условия, маркировку.
В маркировку включают: размеры шлицевого валика, материал фрезы, угол подъема нарезки, шаг стружечных канавок.
6 Автоматизация проектирования зуборезных долбяков
в системе КОМПАС
Проектирование сложного металлорежущего инструмента, к которому относится в первую очередь зубообрабатывающий инструмент, связано с выполнением большого объема вычислительной работы. Для автоматизации данного процесса на кафедре металлорежущих станков и инструментов Мордовского государственного университета разработана библиотека параметрических моделей зуборезных долбяков, функционирующая в среде системы КОМПАС–3D V6.
6.1 Задача, решаемая приложением
Библиотека предназначена для проектирования эвольвентных зуборезных долбяков среднего модуля (от 1 до 12 мм) следующих типов:
1) дисковых прямозубых;
2) дисковых косозубых;
3) чашечных;
4) хвостовых прямозубых;
5) хвостовых косозубых.
Возможно проектирование как стандартных, так и нестандартных долбяков. Библиотека содержит базы данных стандартных долбяков в соответствии с ГОСТ 9323-79.
В процессе проектирования библиотека решает следующие задачи:
- расчет геометрических параметров долбяка;
- формирование значений показателей точности и технических требований в зависимости от степени точности нарезаемого колеса;
- построение рабочего чертежа долбяка или его макрообъекта с заданным видом;
- построение трехмерной модели долбяка.
Рабочий чертеж инструмента формируется средствами чертежно-графического редактора КОМПАС-ГРАФИК, трехмерная модель создается с помощью команд системы трехмерного твердотельного проектирования КОМПАС-3D. Автоматически полученные графические документы могут быть в дальнейшем отредактированы обычными средствами КОМПАС.
Библиотека написана на Visual C++ с использованием MFC (Microsoft Foundation Classes). Доступ к функциональным возможностям КОМПАС реализован через COM-интерфейс IDispatch.
6.2 Правила работы с приложением
Библиотека имеет простой и очень гибкий интерфейс. Ввод исходных данных реализован на диалоговой панели с четырьмя страницами.
На первой странице (рисунок 6.1) выбирается тип долбяка, класс точности (А, АА, В), задаются углы резания. Реализован расчет, как нестандартных долбяков, так и выбор из базы данных стандартных долбяков в соответствии с ГОСТ 9323-79. Для стандартных долбяков ГОСТ 9323-79 рекомендует следующие значения углов резания: переднего 5°, заднего 6°. Поэтому при выборе стандартного долбяка, поля ввода углов резания становятся недоступными, а углы резания автоматически принимают рекомендуемые значения.
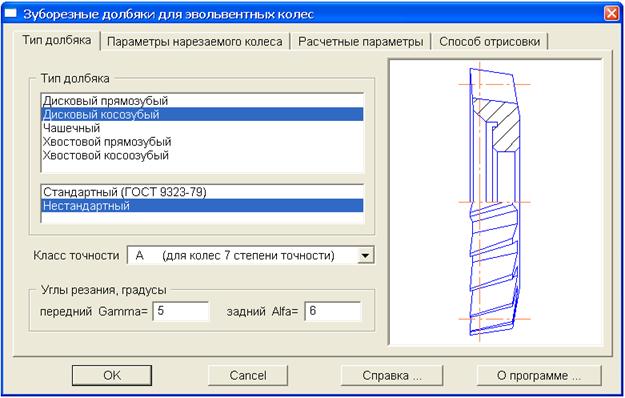
Рисунок 6.1 – Выбор типа долбяка
На второй странице (рисунок 6.2) задаются исходные параметры нарезаемого и сопряженного с ним зубчатых колес:
- модуль m (мм);
- угол профиля исходного контура a (градусы);
- коэффициент высоты головки зуба;
- коэффициент радиального зазора, числа зубьев колес (Z1 и Z2);
- коэффициенты смещения исходного контура колес (X1 и X2);
- угол наклона зубьев b;
- направление линии зубьев.
Модуль выбирается из списка, который содержит стандартные значения модулей допускаемых для данного типа долбяка. При изменении типа долбяка (на первой странице диалоговой панели) происходит автоматическое обновление списка модулей.
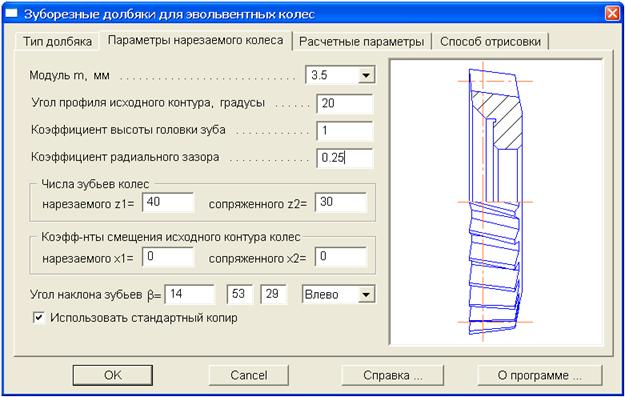
Рисунок 6.2 – Параметры зубчатых колес
Для прямозубых долбяков поле ввода угла наклона зубьев недоступно. Для стандартных косозубых долбяков угол наклона зубьев автоматически выбирается из базы данных.
Для нестандартных долбяков можно использовать стандартный винтовой копир зубодолбежного станка, если угол наклона зубьев равен 15°± 0,5° или 23°± 0,5°. Для 15° шаг стандартного копира равен 1198 мм, для 23° – 751,96 мм.
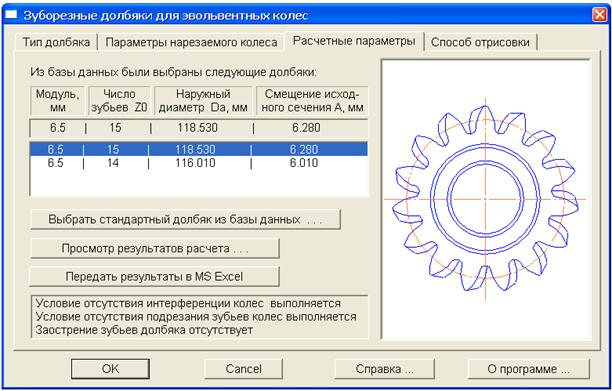
Третья страница является выходной (рисунок 6.3). На этой странице выводится список подходящих долбяков, полученных или в результате расчета (для нестандартных долбяков), или в результате поиска в базе данных (для стандартных долбяков).
При нажатии на кнопку OK сначала происходит переход на третью страницу, чтобы пользователь мог увидеть приблизительные результаты расчета, а при повторном нажатии на OK появляется фантом или рабочего чертежа долбяка или его макрообъекта.
На этой странице можно выбрать стандартный долбяк из базы данных, просмотреть результаты геометрического расчета. Результаты расчета можно автоматически передать в Excel (рисунок 6.4).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
