
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Торцовое биение передней поверхности, fgt | 50 | А В | 14 20 | 14 20 | - | - |
Св. 50 до 125 | АА А В | 12 16 25 | 12 16 25 | 12 16 25 | - | |
Св. 125 до 200 | АА А В | - | 20 28 40 | 20 28 40 | 20 28 40 | |
Биение окружности вершин зубьев, frrao | 50 | А В | 12 20 | 16 25 | - | - |
Св. 50 до 125 | АА А В | 10 16 25 | 12 20 32 | 12 20 32 | - | |
Св. 125 до 200 | АА А В | - | - | 16 25 40 | 20 32 50 | |
Погрешность профиля, ffo | - | АА А В | 3-4 4-5 8-10 | 4 7 12 | 6 7 12 | 6 10 16-20 |
Разность соседних окружных шагов, fuo | - | АА А В | 3-4 5-6 8-10 | 4 6 10 | 4 6 10 | 5 8 12 |
Накопленная погрешность окружного шага, Fpo | - | АА А В | 9-11 14-18 20-24 | 11 18 30 | 11 18 30 | 14 22 36 |
Радиальное биение зубчатого венца, fro50 | 50 | А В | 14-16 20-24 | 16 26 | - | - |
Св. 50 до 125 | АА А В | 12-14 16-18 24-26 | 14 20 32 | 14 20 32 | - | |
Св. 125 до 200 | АА А В | - | - | 18 24 36 | 20 - 40 |
2.8 Выбор материала долбяка
Долбяки изготовляют из быстрорежущей стали Р6М5, Р6М5К5, Р9К5, Р9К10 по ГОСТ 19265-73, а специальные их конструкции в целях повышения производительности и стойкости – из твердых сплавов. Твердость режущей части из быстрорежущей стали HRCэ 63-66, из быстрорежущей стали повышенной производительности HRCэ 64-68.
2.9 Выполнение рабочего чертежа долбяка
Чертеж выполняется в масштабе 1:1. Виды, разрезы и сечения могут быть выполнены в большем масштабе. В правом верхнем углу указывается шероховатость Ra 2.5 мкм всех остальных поверхностей долбяка, кроме тех, для которых должна быть поставлена шероховатость на чертеже.
На рабочем чертеже при помощи условных обозначений должны быть указаны:
- отклонение от перпендикулярности внешней опорной поверхности посадочного отверстия;
- отклонение от параллельности опорных поверхностей;
- торцевое биение передней поверхности;
- биение окружности вершин зубьев;
- радиальное биение зубчатого венца.
В технических требованиях должно быть указано:
1 HRC 62…65.
2 На всех поверхностях долбяков не должно быть трещин, забоин, выкрошенных мест, заусенцев и следов коррозии.
3 Погрешность профиля зуба не более …
4 Разность соседних окружных шагов не более …
5 Накопленная погрешность окружного шага не более …
6 Конусность и овальность посадочного отверстия не более …
7 Неуказанные предельные отклонения размеров: отверстий H14,валов h14, остальных  .
.
8 Маркировать m= ,z0= ,a= , класс точности долбяка, w= , Pz= , марка материала долбяка
3 Шеверы
Шеверы применяются для чистовой обработки цилиндрических колес m=0,2¸8,0 мм с прямыми и винтовыми зубьями наружного и внутреннего зацепления. Шевингование повышает точность колес, как правило, примерно на одну степень, при этом исправляются профиль зубьев, шаг, направление зубьев, биение зубчатого венца, а шероховатость поверхности зубьев снижается с Ra=3,0¸2,5 мкм до Ra=0,63¸0,32 мкм. Хуже исправляется накопленная погрешность шага.
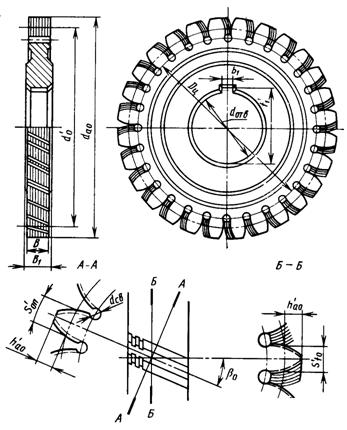
Шеверы бывают дисковые и реечные – для обработки цилиндрических зубчатых колес и червячные – для обработки червячных колес. Наибольшее применение имеют дисковые шеверы (рисунок 3.1).
Станочная пара шевер – колесо, элементы которой вращаются вокруг скрещивающихся под углом S осей, воспроизводит зацепление либо винтовой передачи с точечным контактом (для обычного шевера), либо пространственной передачи с линейчатым контактом (для облегающего шевера). Из-за скрещивания осей шевера и колеса при зацеплении возникает относительное скольжение профилей их зубьев – главное движение резания, при котором режущие кромки шевера снимают с заготовки тонкие волосообразные стружки.
При шевинговании осуществляются также продольное перемещение (подача Sпр) колеса в направлении его оси и периодическая радиальная подача (Sрад) – сближение осей шевера и колеса в конце продольного прохода.
Дисковые шеверы представляют собой цилиндрическое зубчатое колесо с высотной коррекцией зубьев, величина которой изменяется при эксплуатации шевера в связи с его переточками.
Рисунок 3.1 – Шевер дисковый |
Шеверы общего назначения – для эвольвентных некорригированных колес (ГОСТ 8570 - 80Е), – применяемые обычно в мелкосерийном и единичном производстве, выпускаются с номинальным делительным диаметром: 85 мм для m=1,0¸1,5 мм с углом наклона зубьев b=10о; 180 мм для m=1,25¸6,00 мм; 240 мм для m=2,0¸8,0 мм с углом b–5о и 15о . Для колес с m=0,2¸0,9 мм дисковые шеверы (ГОСТ 10222 – 81) делаются с номинальным делительным диаметром 85 мм и углом b=10о.
В массовом производстве используют шеверы, специально спроекти-
рованные для колес определенных заданных размеров.
Расчет шевера заключается в определении его размеров и проверке правильности зацепления обработанных им колес.
Исходными данными для расчета являются параметры пары сопряженных колес и размеры зубьев в нормальном сечении к их направлению:
z1– число зубьев нарезаемого колеса;
m– модуль;
a– угол профиля исходного контура нарезаемого колеса;
f– коэффициент высоты зуба;
w– угол наклона зуба;
z2– число зубьев сопряженного колеса;
х1– коэффициент смещения контура нарезаемого колеса;
х2– коэффициент смещения контура сопряженного колеса;
степень точности зубчатой передачи.
3.1 Определение технологических параметров колес
3.1.1 Торцовый модуль:
 .
.
3.1.2 Делительные диаметры:

3.1.3 Профильный угол в торцовом сечении:
 .
.
3.1.4 Угол наклона винтовой линии на основном цилиндре колеса s:
![]() .
.
3.1.5 Диаметры основных цилиндров колеса и сопряженной с ним шестерни db1, db2:
3.1.6 Межосевое расстояние:
 .
.
3.1.7 Угол зацепления в передаче at1,2:
 .
.
3.1.8 Диаметры вершин зубьев колес:
где ha1=ha2=f m – высота головки зуба.
3.1.9 Диаметры впадин зубьев шестерни и колеса:
где hf1=hf2==(f+0,25)m– высота ножки зуба.
Для корригированных колес:
где Dy – коэффициент уравнительного смещения;
 .
.
3.1.10 Толщина зуба колес:
3.1.11 Длина активной линии зацепления сопряженных колес l1:
 .
.
3.1.12 Наименьший радиус кривизны профиля зубьев нарезаемого колеса r1:
 .
.
3.1.13 Необходимое перекрытие обработкой активной линии Dl:
 ,
,
где коэффициент 0,15 – рекомендуемый.
3.1.14 Коэффициент перекрытия при зацеплении с шевером e:
 .
.
Необходимо, чтобы e³1,1, иначе шевингование невозможно.
3.2 Формулы для расчета дискового шевера
3.2.1 Угол скрещивания осей шевера и колеса S:
 .
.
При обработке блочных колес из – за ограничения продольного хода шевера принимается меньшее значение ![]() . С увеличением угла S улучшаются условия резания, увеличивается скорость резания (скольжение), уменьшается нормальная составляющая силы резания, но также уменьшается пятно контакта зубьев шевера и колеса, ухудшается исправляемость колес по направлению зубьев и увеличивается машинное время обработки.
. С увеличением угла S улучшаются условия резания, увеличивается скорость резания (скольжение), уменьшается нормальная составляющая силы резания, но также уменьшается пятно контакта зубьев шевера и колеса, ухудшается исправляемость колес по направлению зубьев и увеличивается машинное время обработки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
