
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рекомендуемые размеры канавок:
- шаг канавок t=1,8 мм (рисунок 3.2, б) или t=2,2¸2,4 мм (рисунок 3.2, в);
- глубина канавок l=0,6¸1,0 мм;
- ширина канавок ![]() мм.
мм.
У шеверов при m<2 мм канавки делаются сквозными, перерезающими зубья, прямоуголной или трапецеидальной формы с углом d=8о, (рисунок 3.2, д). Размеры их приведены в таблице 3.3.
3.2.24 Высота ножки зуба изношенного шевера hf0:
 (для типа 1),
(для типа 1),
 (для типа 2),
(для типа 2),
где hа1 – высота головки зуба колеса;
d – запас на величину возможного увода сверла при сверлении отверстий dсв в основании впадин зубьев шевера (рисунок 3.3). Принимается по таблице 3.4.
Таблица 3.3 – Размеры канавок шеверов при m<2 мм
В миллиметрах
m | t | l | b | Число канавок |
От 0,20 до 0,28 | 1,4 | 1,0 | 0,7 | 6 |
Св. 0,28 до 0,5 | 1,7 | 1,5 | 5 | |
" 0,5 " 0,7 | 2,0 | |||
0,8 | 2,1 | 2,5 | 0,7 | 6 |
0,9 | 3,0 | 0,6 | ||
1,0 | 0,8 | |||
1,255; 1,250 | 2,7 | 4,5 | 5 | |
1,375; 1,500 | 5,0 | |||
1,75 | 3,0 | 5,6 | 0,9 | 6 |
Таблица 3.4
В миллиметрах
m, мм | 2,0 – 2,5 | 2,50 – 2,75 | 3,0 – 3,5 | 3,75 – 8,00 |
d, мм | 0,35 | 0,50 | 0,75 | 1,00 |
3.2.25 Диаметр окружности ножек шевера dfо:
 .
.
Для качественной обработки боковой поверхности зубьев колеса должно выполняться условие
 .
.
В противном случае выполняется дополнительное высотное корригирование зубьев шевера на величину
![]() .
.
После этого производится перерасчет размеров шевера.
Торцовая толщина зуба нового шевера по делительному цилиндру:
![]() .
.
При отсутствии высотного корригирования зубьев шевера у=0.
3.2.26 Торцовый угол давления на ножкe зуба afo:
 .
.
3.2.27 Торцовая толщина ножки зуба Sfot:
 .
.
3.2.28 Ширина впадин по окружности ножек Тfo:
 .
.
Должно быть ![]() мм для шеверов модулем больше 2 мм, в противном случае уменьшить a или Da.
мм для шеверов модулем больше 2 мм, в противном случае уменьшить a или Da.
3.2.29 Диаметр сверла для сверления отверстий в ножке зуба шевера dсв:

и принимается с округлением до ближайшего целого числа
3.2.30 Диаметр окружности центров отверстия Dц:
 .
.
3.2.31 Угол наклона оси сверла j:
 .
.
3.2.32 Полная высота зуба шевера ho:
 .
.
3.2.33 Ширина рабочей части шевера Bo и диаметр посадочного отверстия dотв принимаются по таблице 3.5.
Таблица 3.5
В миллиметрах
dдо | 85 | 180 | 250 |
Во | 15 | 20 | 25 |
dотв | 31,75 | 63,5 | 63,5 |
Полная ширина шевера с учетом ступицы
 .
.
На торцах шевера делают круговую канавку глубиной 1 – 2 мм для разделения плоскости точно обработанного торца ступицы от торца обода.
В зависимости от направления подачи различают методы шевингования:
- параллельное (продольное), применяется чаще всего (рисунок 3.4, а), когда угол между направлением подачи и осью заготовки e=0;
- диагональное при ![]() (рисунок 3.4, б, в);
(рисунок 3.4, б, в);
- с минимальной подачей при  (рисунок 3.4, г);
(рисунок 3.4, г);
- касательное при ![]() (рисунок 3.4, д).
(рисунок 3.4, д).
Наименьшая длина хода стола (без врезания и перебега) и ширина Во зубчатого венца шевера определяются по зависимостям
Рисунок 3.4 – Методы шевингования |
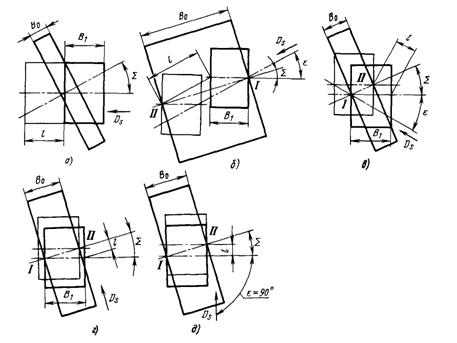
где В1 – ширина зубчатого венца колеса и  .
.
Из последней формулы видно, что при параллельном методе ширина шевера не зависит от ширины венца колеса. Для касательного шевингования шевер должен иметь режущие кромки (канавки) на боковых сторонах зубьев, расположенные по винтовой линии.
Ввиду сложности изготовления шеверов с большой шириной диагональное и касательное шевингование целесообразно использовать для сравнительно узких зубчатых колес.
3.2.34 Выбор размеров продольной шпоночной канавки согласно ГОСТ 9472-90 (приложение А).
3.3. Требования по точности шеверов
Требования по точности конструктивных элементов шеверов устанавливаются в зависимости от требуемой точности обработанных колес:
1) для колес 5-й степени точности – шеверы класса точности АА;
2) для колес 6-й степени – шеверы класса точности А;
3) для колес 7-й степени – шеверы класса В.
Допускаемые предельные отклонения параметров шеверов приведены в таблице 3.6.
Таблица 3.6 – Предельные отклонения параметров шевера
В микрометрах
Параметр и обозначение его отклонения | Степень точности шеверов класса | ||
АА | А | В | |
Диаметр посадочного отверстия, fd | 5 | 5 | 5 – 8 |
Профиль зубьев, ffo | 3 – 4 | 4 – 6 | 5 – 8 |
Высота головки зуба, fhao | ±(12 – 20) | ±(10 – 25) | ±(15 – 25) |
Диаметр окружности выступов, fdao | ±200 | ±400 | ±400 |
Разность окружных шагов, fvpto | 3 | 3 | 4 – 5 |
Накопленная погрешность окружного шага, Fpo | 8 – 10 | 12 | 16 |
Радиальное биение зубчатого венца, Fror | 6 – 8 | 10 | 18 |
Направление зуба, fro | ±(6 – 8) | ±9 | ±11 |
Параллельность торцовых поверхностей, fx | 5 | 8 | 10 |
Отклонение от перпендикулярности торцовых поверхностей отверстия, fxy | 5 | 7 | 8 |
Шероховатость рабочих поверхностей шеверов не должна превышать:
- боковых поверхностей зубьев Rz=1,6 мкм;
- опорных торцовых поверхностей Rа=0,4 мкм;
- посадочного отверстия Rа=0,2 мкм для классов точности АА и А и Rа=0,32 мкм для класса точности В.
3.4 Выбор инструментального материала
Шеверы изготавливают из быстрорежущих сталей марок Р6М5, Р6М5К5, Р18. Твердость режущей части должна быть HRCэ 63 – 66.
При обработке зубчатых колес с m=2¸6 мм из улучшенных и термически обработанных сталей до твердости HRCэ 35 – 48 и выше шеверы изготавливают с твердосплавными зубьями, закрепляемыми пайкой, с помощью клея или винтами. Для обработки закаленных до высокой твердости колес применяют шеверы с режущим слоем из абразивных, алмазных и композиционных материалов. Они выполняются составных конструкций. Зубчатых венец делают из этих материалов или же на металлические зубья корпуса наносят слой из указанных материалов.
3.5 Рабочий чертеж шевера
Чертеж шевера оформляют в 2 проекциях с изображением профиля зубьев в нормальном сечении, профиля стружечных канавок с указанием технических требований и допусков на наиболее важные размеры и указанием характеристики шевера: модуля, угла зацепления, числа зубьев Zи, направления и шага стружечных канавок, класса точности шевера, маркировку.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
