
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Маркировка шевера включает: товарный знак, модуль нормальный, число зубьев, угол зацепления, номинальный делительный диаметр, угол наклона винтовой линии зубьев, направление винтовой линии зубьев (только в случае левого направления) класс точности, марку стали.
4 Червячные фрезы
Червячные фрезы применяют для чернового, получистового и чистового нарезания прямозубых и косозубых цилиндрических зубчатых колес в диапазоне модулей 0,1 – 40,0 мм и изготовляют классов точности ААА, АА, А, В, С. и Д, которые соответственно предназначены для нарезания зубчатых колес 5 – 9-й и 11-й степеней точности (ГОСТ 1643- 81). Одной и той же червячной фрезой можно нарезать колеса с любым числом зубьев как с корригированным, так и с некорригированным профилем зуба данного модуля. Метод зубофезерования является высокопроизводительным, универсальным и достаточно точным, поэтому червячные фрезы получили широкое распространение в промышленности при всех типах производства.
Червячные фрезы относят к группе обкатных многолезвийных инструментов с конструктивным движением обката. Режущие кромки их зубьев расположены на винтовой поверхности. При работе оси фрезы и нарезаемого колеса перекрещиваются. При главном вращательном движении фрезы режущие кромки вступают в контакт с заготовкой в последовательно смещенных положениях, что в сочетании с вращательным движением заготовки образует движение обката в процессе обработки.
Образование обработанной поверхности зубьев заготовки происходит при профилировании по методу огибания. При нарезании цилиндрических зубчатых колес червячная фреза совершает главное движение (вращательное). Заготовка также получает вращательное движение, связанное с вращением червячного колеса. Обработка зуба колеса по длине заготовки обеспечивается перемещением фрезы в направлении параллельном оси фрезы, т. е. в направлении продольной подачи.
Червячная зуборезная фреза представляет собой червяк, витки которого превращены в режущие зубья прорезанием поперечных канавок так, что на них образуются передние углы g, и затылованием зубьев для получения задних углов a. Режущие кромки расположены на поверхности основного червяка, сопряженного с поверхностями зубьев колеса. Канавки для стружки могут идти параллельно оси фрезы. Тогда передняя поверхность будет плоскостью. Однако в этом случае передний угол на одной из боковых кромок получается положительный, а на другой – отрицательный. Чем больше угол подъема резьбы исходного червяка, тем в большей степени будут отличаться величины передних углов, а следовательно, и условия работы боковых режущих кромок.
Для создания одинаковых передних углов на боковых кромках в качестве передней поверхности принимают архимедову винтовую поверхность, образующие которой идут перпендикулярно к оси фрезы. Угол наклона передней поверхности принимается равным углу подъема резьбы исходного червяка при их измерении на среднем цилиндре.
Для получения на режущих кромках положительных задних углов зубья фрезы затылуют и создают, таким образом, заднюю затылованную поверхность. Затылование обычно производится по архимедовой спирали. У фрез со шлифованным профилем необходимо делать двойное затылование. Для обеспечения благоприятных условий резания при зубонарезании затылование на вершинах зубьев необходимо выполнять с aв =10–12°, что позволит обеспечить задние углы на боковых сторонах зубьев aб =2…3°.
В соответствии с ГОСТом установлено три типа фрез:
1 Тип – цельные повышенной точности класса АА;
2 Тип – цельные общего назначения для всех классов точности нормальной и увеличенной длины;
3 Тип – сборной конструкции классов точности А, В, С, Д нормальных и уменьшенных габаритных размеров.
По назначению различают червячные фрезы для нарезания цилиндрических прямозубых и косозубых колес, для обработки червячных колес, шлицевых валов, звездочек и т. д.
По виду обработки они подразделяются на черновые, чистовые и прецизионные.
По способу соединения со станком фрезы делят на насадные и хвостовые, при этом наибольшее распространение получили насадные фрезы, а хвостовые применяют только тогда, когда небольшой диаметр не позволяет выполнить ее насадной, что наиболее характерно для червячных фрез, применяемых для нарезания червячных колес.
По направлению витков фрезы могут быть правозаходными и левозаходными, а по числу витков (заходов) – однозаходными и многозаходными.
К основным конструктивным элементам червячных фрез относятся: диаметр и длина фрезы, диаметр отверстия, число и форма зубьев, направление стружечных канавок, геометрические параметры и др.
Червячные фрезы могут быть трех типов: архимедовы (с прямолинейным профилем в осевом сечении), эвольвентные и фрезы с прямолинейным профилем в нормальном сечении. Архимедовы и эвольвентные червячные фрезы изготовляются в основном для фрезерования червячных колес, причем архимедовы червячные фрезы получили большие распространения, т. к. их проще изготовлять, чем эвольвентные фрезы.
Червячные фрезы с прямолинейным профилем в нормальном сечении получили широкое распространение для фрезерования цилиндрических колес с прямыми и винтовыми зубьями.
Иногда для повышения производительности черновые фрезы делают двухзаходными. Двухзаходные фрезы работают более производительно, чем однозаходные. Но с возрастанием числа заходов снижается точность обработки. Предварительную обработку выполняют черновыми двухзаходными червячными фрезами, у которых передний угол g = 5…7°, а толщина зуба меньше, чем у чистовых фрез на величину, равную припуску. Черновые червячные фрезы делаются с пониженной точностью, часто с нешлифованным зубом.
Чистовые червячные фрезы изготавливаются однозаходными. Особо точные (прецизионные) червячные фрезы отличаются от чистовых особой тщательностью изготовления, жесткими допусками и увеличенным диаметром (увеличение диаметра приводит к повышению точности профиля фрезы). Прецизионные фрезы предназначены для обработки зубчатых колес 5–7й степеней точности, наружный диаметр принимается на ступень больше, чем для нормальных фрез. Чистовое зубонарезание выполняют за несколько рабочих ходов, последний из которых проводится с радиальным припуском 0,10–0,15 мм, обеспечивая при этом шероховатость Ra = 6,3 …0,8 мкм.
В целях экономии инструментального материала, улучшения технологичности фрезы с m > 6 мм делают сборных конструкций. Сборные фрезы делают со вставными гребенками или со вставными зубьями, закрепленными механически, приклеиванием и др. Для размещения деталей крепления в корпусе фрезы число зубьев приходится уменьшать, а диаметр фрезы увеличивать. Задние поверхности чаще всего получают резьбошлифованием, круглым и плоским шлифованием. Передняя поверхность зубьев фрез затачивается в собранном виде.
При расчете конструктивных элементов фрезы исходными данными являются параметры нарезаемых колес:
m – модуль;
a – угол зацепления;
f – коэффициент высота зуба.
4.1 Расчет червячных фрез
4.1.1 Выбор предварительно наружного диаметра фрезы dao по ГОСТ 9324-80Е.
Наружный диаметр dao ( рисунок 4.1) зависит от ряда условий, определяющих необходимую точность или производительность обработки зубчатых колес. С увеличением диаметра возможно повышение точности обработки за счет уменьшения органических погрешностей профилирования, увеличения числа зубьев по окружности, более жесткого крепления фрезы вследствие больших размеров посадочного отверстия. Однако с увеличением диаметра фрезы увеличивается расход инструментального материала, вращающий момент, длина и время врезания и, следовательно, продолжительность обработки. Ориентировочно следует стремиться к тому, чтобы угол подъема витков gmo был менее 5о. Для прецизионных фрез, предназначенных для обработки зубчатых колес 5 – 7 степеней точности, наружный диаметр принимается на ступень больше, чем для нормальных фрез.
Наружный диаметр червячной фрезы можно выбрать по таблице 4.1.
Рисунок 4.1 – Основные конструктивные размеры цельной червячной фрезы |
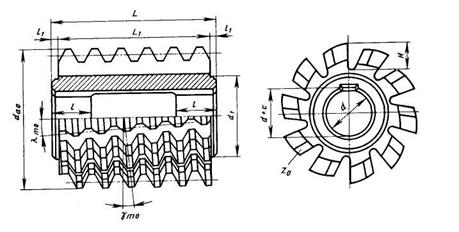
Таблица 4.1 – Основные размеры червячных фрез
m, мм | dao мм | d, мм | zо | ||||||
Тип | |||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | |
1,00 | 71 | 40 | - | 32 | 16 | - | 16 | 12 | - |
1,25 | 50 | 22 | |||||||
1,50 | 80 | 63 | 27 | ||||||
1,75 | |||||||||
2,00 | 90 | 40 | 14 | ||||||
2,25 | 71 | ||||||||
2,50 | 100 | ||||||||
2,75 | |||||||||
3,00 | 112 | 80 | 32 | 10 | |||||
3,50 | |||||||||
4,00 | 125 | 90 | 50 | ||||||
4,50 | |||||||||
5,00 | 140 | 100 | |||||||
5,50 | 112 | 40 | |||||||
6,00 | 160 | 60 | |||||||
7,00 | 118 | 12 | |||||||
8,00 | 180 | 125 | 180 | 50 | 9 | 10 | |||
9,00 | 140 | 200 | 50 | 60 | |||||
10,00 | 150 | ||||||||
11,00 | - | 160 | 212 | - | - | ||||
12,00 | 170 | 225 | |||||||
14,00 | 190 | 250 | 70 | ||||||
16,00 | 212 | 265 | 60 | 8 | |||||
18,00 | 236 | 280 | 80 | ||||||
20,00 | 250 | 300 | |||||||
22,00 | - | 320 | - | - | |||||
25,00 | 340 | ||||||||
Примечание. Тип 1–фрезы цельные прецизионные; тип 2 – фрезы цельные общего назначения; тип 3 – фрезы сборные. | |||||||||
4.1.2 Размеры профиля нарезки в нормальном сечении

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
