
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Профиль и размеры зуба фрезы принимаются по размерам инструментальной рейки, зависят от модификации профиля и назначения фрезы. По ГОСТ 9324-80Е зубья изготавливаются без модификации ( рисунок 4.2). Основные размеры зубьев рассчитываются по формулам.
4.1.2.1.Шаг зубьев Рnо= p m.
4.1.2.2 Ход зубьев фрезы Рnz=Рno ×Z,
где Z – число заходов фрезы.
Однозаходные фрезы получили наиболее широкое распространение, т. к. они дают более высокую точность обработки, проще в изготовлении и эксплуатации, чем многозаходные.
Многозаходные фрезы применяются с целью повышения производительности зубонарезания, но при этом снижается точность обработки и увеличивается значение шероховатости на обработанной поверхности. Число заходов не должно быть кратным числу зубьев нарезаемого колеса и числу зубьев фрезы.
Рисунок 4.2 – Размеры профиля зубьев фрезы без модификации в нормальном (а) и осевом (б) сечениях |
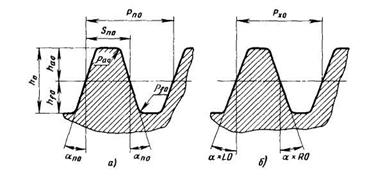
4.1.2.3 Толщина зуба в нормальном сечении по делительной окружности:
Sno= Рno-Sn – для чистовых фрез.
Sno= Рno-Sn-D – для черновых фрез,
где Sn=p m/2– толщина зуба колеса по делительной окружности, мм;
D – припуск на чистовую обработку, мм.
 .
.
4.1.2.4 Высота головки зуба фрезы hао= hf1= (f+с')m, мм
где hf1 – высота ножки зуба колеса, мм;
f – коэффициент высоты;
с' = 0,25 или 0,3 – коэффициент радиального зазора.
4.1.2.5 Высота ножки зуба фрезы hfo= ha1=f m, мм
4.1.2.6 Высота зуба фрезы hо= hао+hfо,мм
4.1.2.7 Радиус закруглений головки и ножки зуба
raо= 0,25 m,
rfo= 0,3 m.
У фрез с модулем m>4 мм рекомендуется у основания зубьев выполнять канавки для обеспечения возможности шлифования: ширина канавки b1»0,75 мм; глубина канавки h1=0,5¸2,0 мм; радиус канавки r1=0,6¸1,3 мм.
4.1.3 Выбор геометрических параметров фрезы aв, g, aбo
Задний угол при вершине зуба aв обычно aв= 9¸15о. Передний угол g для чистовых фрез обычно принимается g=0. В отдельных случаях для получистовых и черновых червячных фрез g=5¸10о.
При нулевом g облегчается расчет параметров, контроль и технология изготовления фрез. Однако с увеличением переднего угла улучшаются условия резания и повышается стойкость фрезы. При этом точность обработки фрезами с g>0 может быть значительно повышена за счет выбора оптимального переднего угла. Поэтому при проектировании червячных фрез целесообразно передний угол g выбирать в зависимости от обрабатываемого материала и назначения фрезы.
Задний угол на боковых сторонах зубьев в нормальном сечении:
tg aбо=tg aв× sin a,
где a – угол профиля исходного контура.
Минимальное значение aбо=2о, т. к. при меньших углах наблюдается интенсивный износ зубьев по задним поверхностям и снижение периода стойкости фрез.
4.1.4 Определение диаметра посадочного отверстия фрезы:
dо= 14,21hо0,373 – для фрез общего назначения.
dо= 18,65hо0,404 – для прецизионных фрез,
где hо – высота зуба фрезы, мм.
Полученное значение dо округляется до ближайшего большего значения из нормального ряда 22, 27, 32, 40, 50, 60, 80, 100.
Для многозаходных фрез рассчитанный по этим формулам dо надо увеличить на одну ступень относительно ближайшего большего значения из нормального ряда. Это вызвано необходимостью обеспечения достаточной жесткости и виброустойчивости оправки фрезы, которая вследствие многозаходности фрезы является более нагруженной.
4.1.5 Определение диаметра окружности впадин:
dвп= 1,75 dо , мм
где dо – диаметр посадочного отверстия, мм.
4.1.6 Число зубьев фрезы
Число зубьев фрезы принимается в зависимости от модуля и типа фрезы (таблица 4.1). От числа зубьев фрезы зависят размеры окружного шага и стружечной канавки зубьев. С увеличением Z0 при постоянном наружном диаметре фрезы уменьшаются огранка и волнистость поверхности, повышается производительность обработки. При этом уменьшаются ширина и прочность зуба, сокращается число переточек. Поэтому для прецизионных фрез число зубьев выбирается большим, а для фрез общего назначения – меньшим.
4.1.7 Определение величины затылования зуба фрезы
 ,мм
,мм
где dao–наружный диаметр фрезы, мм;
Zo –число зубьев фрезы, мм;
aв –задний угол при вершине зуба.
Полученное значение К округляется до ближайшей большей величины, кратной 0,5 мм.
Для обеспечения требуемой точности профиля и повышения стойкости фрезы задние поверхности зубьев шлифуются. Длина шлифованной части должна быть у фрез с модулем m<4 мм не менее 1/2, а у фрез с модулем m>4 мм не менее 1/3 длины зуба по окружности его вершины. Величина дополнительного затылования К1 у фрез со шлифованным профилем равна К1=(1,2¸1,5)К с соответствующим округлением до 0,5 мм.
4.1.8 Определение глубины стружечной канавки
Размеры стружечной канавки должны выбираться из условий свободного выхода затыловочного резца и шлифовального круга при изготовлении фрезы, размещения срезаемой стружки.
Глубина канавки Нk равна
Нk=ho+(K+K1)/2+ro– для фрез со шлифованным профилем;
Hk=ho+K+ro – для фрез с не шлифованным профилем.
где ro=0,5; 1,0; 1,5; 2,0 мм – радиус закругления дна стружечной канавки.
Затем Нk округляется до целого числа.
4.1.9 Уточнение наружного диаметра фрезы dao:
![]() .
.
4.1.10 Выбираем угол стружечной канавки q в зависимости от Zo:
Zo q, о
12 18
10–9 22
8 25 или 30
4.1.11 Определение диаметра начального цилиндра в начальном сечении:
dmо= dао-2hао-0,3К, мм;
где hао – высота головки зуба фрезы, мм;
К – величина затылования, мм;
4.1.12 Определение угла подъема витков фрезы на начальном цилиндре в расчетном сечении (считается с точностью до 1'):
sin gmo= Рno/(p×dmо),
где Рnо – шаг зубьев фрезы, мм;
dmо – диаметр начального цилиндра фрезы в исходном сечении.
Для прямозубых колес направление нарезки витков не имеет значения, поэтому фрезы для них проектируются правозаходными. Для колес с правым направлением зубьев применяются правозаходные фрезы, и наоборот.
4.1.13 Выбор угла наклона стружечных канавок lmо
Обычно lmо=gmо. Винтовые стружечные канавки у фрезы выполняются с противоположным виткам направлением. Фрезы с углом подъема витка gmо£6о могут быть изготовлены с прямыми осевыми стружечными канавками.
4.1.14 Определение шага стружечных канавок
Шаг стружечных канавок определяется с точностью до 1 мм:
 , мм.
, мм.
4.1.15 Определение хода витков фрезы:
Рzo= Pnz/cosgmo , мм.
4.1.16 Определение шага витков фрезы:
Рхо= Рnо/cosgmо, мм.
4.1.17 Определение диаметра выточки в отверстии:
dвыт= 1,05dо , мм.
4.1.18 Определение диаметра буртиков фрезы:
d1= dао-2Hк-(1¸2) , мм.
Буртики шлифуются по диаметру и служат для контроля биения фрезы при изготовлении и точности ее установки на оправке шпинделя станка.
4.1.19 Определение рабочей длины фрезы:
Lp» h1ctg a+2,5Рхо, мм.
где h1=ha1+hf1 – высота зуба колеса, мм
Рхо– осевой шаг витков фрезы, мм.
Многозаходные фрезы рекомендуется выполнять длиной в 1,25 – 1,5 раза большей длины стандартных фрез, что обеспечивает работу этих фрез с передвижкой.
При работе с передвижкой рабочую длину рекомендуется увеличить в 1,2 – 1,8 раза, что повышает общий срок службы фрезы.
При нарезании косозубых колес с углом наклона больше 200 на червячных фрезах рекомендуется делать заборный конус с углом 7 – 10 о и длиной (5¸7)m мм, что позволяет более равномерно распределить работу между зубьями. Для правозаходных фрез заборный конус делается на левой стороне, а для левозаходных – на правой, если смотреть на переднюю поверхность.
4.1.20 Определение общей длины фрезы:
L= Lр+2l1 мм,
где l1 – длина буртиков l1 = 4¸6 мм.
Длина поясков на посадочном диаметре отверстия l=(0.25¸0.30)L.
4.1.21 Выбор размеров продольной шпоночной канавки согласно ГОСТ 9472-90 (приложение А).
4.2 Выбор основных технических требований
Допуски и технические требования на параметры и размеры червячных фрез рекомендуется выбирать с учетом степени точности нарезаемого колеса и действующих государственных стандартов (ГОСТ 9324-80Е, ГОСТ 10331-81Е): класса АА – для колес 7-й степени точности, класса А – для колес 8-й степени точности, класса В – для колес 9-й степени точности, класса С – для колес 10-й степени точности.
Для фрез m=2¸16 мм допуски приведены в таблице 4.2. Шероховатость поверхностей фрез должна быть не более приведенной в таблице 4.3.
Таблица 4.2 – Допуски червячных однозаходных фрез
В микрометрах
m, мм | Класс точности | ||||
АА | А | В | С | D | |
1 | 2 | 3 | 4 | 5 | 6 |
Радиальное биение буртиков fy | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 5 5 5 6 | 5 6 8 10 | 8 10 12 16 | 12 16 20 20 | 25 32 40 40 |
Торцовое биение буртиков ft | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 | 3 4 5 | 4 5 6 | 5 6 8 | 10 12 16 | 16 20 25 |
Радиальное биение по вершинам зубьев frda | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 16 20 25 32 | 25 32 40 50 | 40 50 63 80 | 63 80 100 125 | 100 125 160 200 |
Разность соседних окружных шагов fuo | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 16 20 35 32 | 25 32 40 50 | 40 50 63 80 | 80 100 125 160 | 125 160 200 250 |
Направление стружечных шагов fx | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | ±63 ±63 ±63 ±50 | ±80 ±80 ±80 ±70 | ±100 ±100 ±100 ±100 | ±125 ±125 ±125 ±125 | ±160 ±160 ±160 ±160 |
Толщина зуба Tso | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | -20 -25 -32 -40 | -32 -40 -50 -63 | -40 -50 -63 -80 | -63 -80 -100 -125 | -100 -125 -160 -200 |
Профиль передней поверхности fg | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 16 20 25 32 | 25 32 40 50 | 40 50 63 80 | 80 100 125 160 | 125 160 200 250 |
Профиль зуба ffo | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 6 8 10 12 | 10 12 16 20 | 16 20 25 32 | 25 32 40 50 | 50 63 80 100 |
Окончание таблицы 4.2 | |||||
m, мм | Класс точности | ||||
АА | А | В | С | D | |
1 | 2 | 3 | 4 | 5 | 6 |
Осевой шаг фрезы fPxo | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | - - - - | - - - - | ±10 ±12 ±14 ±16 | ±14 ±18 ±22 ±25 | ±25 ±32 ±40 ±50 |
Накопленное отклонение шага на длине трех шагов fPx3o | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | - - - - | - - - - | ±16 ±20 ±25 ±25 | ±22 ±25 ±32 ±40 | ±40 ±50 ±63 ±80 |
Винтовая линия фрезы от зуба к зубу fh1o | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 5 6 8 10 | 8 10 12 16 | 12 16 20 25 | 20 25 32 40 | - - - - |
Винтовая линия фрезы на одном обороте fho | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 8 10 12 16 | 12 14 20 25 | 18 22 32 40 | 32 40 50 63 | - - - - |
Винтовая линия фрезы на трех оборотах fh3o | |||||
Св. 2,0 до 3,5 « 3,5 до 6,0 « 6,0 до 10,0 « 10,0 до 16,0 | 10 14 16 25 | 16 20 32 40 | 28 32 50 63 | 50 63 80 100 | - - - - |
Таблица 4.3 – Шероховатость поверхностей фрез

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
