
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3.2.2 Угол наклона зубьев на делительном цилиндре βдо:
![]() .
.
Направление зубьев шевера обычно принимается противоположным направлению зубьев колеса.
3.2.3 Число зубьев шевера Zи:
 ,
,
где Dmax – наибольший наружный диаметр шевера. Принимается в зависимости от модели станка (таблица 3.1) или по ГОСТ 8570 – 80Е.
Затем окончательно принимаем число зубьев Zи. Оно не должно быть кратным и не должно иметь общих множителей с числом зубьев колеса z1, и должно быть по возможности простым числом: 29, 31, 37, 41, 47, 53, 61, 67, 71, 73, 83. Для мелкомодульных шеверов возможно число Zи, образованное двумя или тремя множителями.
Таблица 3.1 – Техническая характеристика зубошевинговальных станков
Параметр | Модели станков | ||||
5712, 5701 | 571Б | 5А714, 5М714 | 5702, 5702А, 5702Б | 5703 | |
Максимальный модуль, мм | 1,5 | 6 | 6 | 6 | 8 |
Диаметр обрабатываемого колеса, мм | 10 – 125 | 40 –232 | 35 – 320 | 35 – 320 | 90 – 500 |
Межосевое расстояние пары шевер – колесо, мм | 36 – 105 | 104 – 200 | 102 – 305 | 36 – 240 | 90 – 398 |
Максимальный диаметр шевера, мм | 120 | 190 | 290 | 300 | 300 |
Наибольшая длина обрабатываемого зуба, мм | 40 | - | - | 100 | 150 |
Диаметр посадочного отверстия шевера, мм | 31,743 | 63,5 | 63,5 | 63,5 | 63,5 |
3.2.4 Диаметр делительного цилиндра dдо:
 .
.
3.2.5 Торцовый профильный угол αtо:
 .
.
3.2.6 Диаметр основного цилиндра dbо:
 .
.
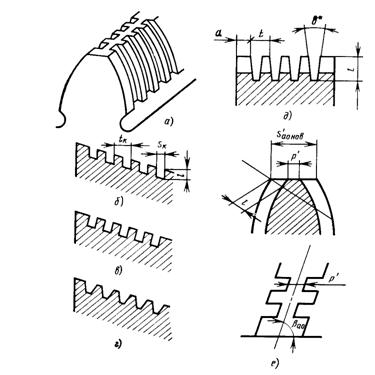
3.2.7 Толщина зубьев Sдо в нормальном сечении на делительном цилиндре для шеверов типа 1 со сквозными стружечными канавками (рисунок 3.2, д) при m=0,3¸1,75 мм равна
 .
.
Для шеверов типа 2 с прорезанными несквозными стружечными канавками при m>1,75 мм
 ,
,
где Sn1 – нормальная толщина зуба на делительном диаметре колеса Z1;
D – припуск на переточку на обе стороны зуба, знак «+» – для нового шевера, знак «-» – для изношенного шевера.
Припуск D на переточку шевера влияет на размеры его зубьев, срок службы шевера, ширину впадины между зубьями по окружности впадин. При выборе его следует руководствоваться тем, чтобы толщина зубьев нового шевера на окружности выступов была достаточной для обеспечения их прочности, а минимальный диаметр окружности впадин переточенного шевера был больше диаметра его основной окружности не менее чем на 2 мм. На предварительном этапе расположение припуска на переточку шевера принимается симметричным относительно номинального профиля зуба (рисунок 3.3), а величина его в нормальном сечении назначается в зависимости от модуля (таблица 3.2).
Рисунок 3.2 – Форма канавок на зубьях шевера |
3.2.8 Угол подъема винтовой линии на основном цилиндре σо:
 .
.
3.2.9 Принимаемый угол зацепления нового шевера на начальном цилиндре α1и:
3.2.10 Угол наклона зубьев на начальном цилиндре шевера βи:
 ;
;
3.2.11 Угол наклона зубьев на начальном цилиндре β:
 ,
,
где σ – угол подъема винтовой линии на основном цилиндре.
3.2.12 Торцовый угол давления профиля на начальном цилиндре шевера αsи:
 ;
;
То же колеса αs:
 ;
;
Таблица 3.2
m, мм | 2,00 – 2,75 | 3,00 | 3,25 – 6,00 | 6,50 – 8,00 |
Рисунок 3.3 – Размеры зубьев шевера с учетом припуска на переточку |
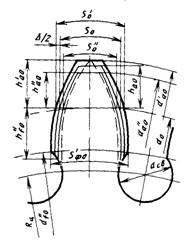
D, мм | 0,25 | 0,30 | 0,40 | 0,45 |
3.2.13 Диаметр начального цилиндра шевера dо:
 ;
;
То же колеса d:
 ;
;
3.2.14 Длина линии зацепления шевера и колеса L:
 ;
;
3.2.15 Наибольший радиус кривизны профиля зуба шевера с учетом перекрытия обработкой активной части профиля колеса rо:
 ,
,
где r1 – наименьший радиус кривизны профиля зубьев колеса и Dl – перекрытие обработкой.
3.2.16 Диаметр окружности выступов шевера dаo:
 ;
;
3.2.17 Проверка величины радиального зазора в сопряженных зубьях шевера и колеса Dr:
 ,
,
где df1 – диаметр окружности впадин колеса. Должно быть  . В противном случае уменьшить Da и снова пересчитать. При невыполнении этого условия шевер следует прошлифовать по наружному цилиндру.
. В противном случае уменьшить Da и снова пересчитать. При невыполнении этого условия шевер следует прошлифовать по наружному цилиндру.
3.2.18 Шаг зубьев по нормали на начальных цилиндрах шевера и колеса t:
![]()
 ;
;
3.2.19 Толщина зуба колеса по нормали на начальном цилиндре S:
 ,
,
где Sn1 – толщина зуба на делительном диаметре d1 колеса;
w – угол наклона зуба колеса на делительном цилиндре.
3.2.20 Толщина зуба шевера по нормали на начальном цилиндре So:
 ;
;
3.2.21 Проверка величины перекрытия обработкой активной части профиля зуба:
 .
.
При несоблюдении этого условия необходимо уменьшить толщину зуба шевера на величину
 ,
,
где d=(0,09¸0,12)m; Dl0 – абсолютная величина полученного отрицательного перекрытия.
3.2.22 Высота головки зуба шевера hao:
 .
.
3.2.23 Проверка толщины головки зубьев шевера:
- торцовый угол давления на головке aаo :
 ;
;
- угол наклона зуба на окружности головок (только для косозубого шевера) bao:
 ;
;
- толщина головки зуба по нормали Saо:
 .
.
У шеверов для обработки колес модулем 2,5 мм и выше толщина Sао должна быть не менее 1,8¸2 мм, иначе необходимо уменьшать Da.
Для обеспечения прочности зуба должно выполняться следующее условие (рисунок 3.2, е)
 мм,
мм,
где l – глубина стружечных канавок шевера. При несоблюдении этого условия следует изменить расположение припуска относительно номинального профиля зуба, размер припуска или уменьшить глубину канавки l.
Стружечные канавки, образующие режущие кромки на боковых поверхностях зубьев шеверов при m=2¸8 мм выполняются следующих форм (рисунок 3.2): с боковыми сторонами, параллельными торцу шевера (рисунок 3.2, б); со сторонами, нормальными к направлению зуба (рисунок 3.2, в); трапецеидальной формы, одна сторона которых параллельна торцу шевера, а другая – нормальна к направлению зуба (рисунок 3.2, г). При первой форме канавок передний угол на одной стороне положителен, на другой – отрицателен. При второй форме передние углы шевера на обеих сторонах канавок имеют нулевое значение.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
