
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
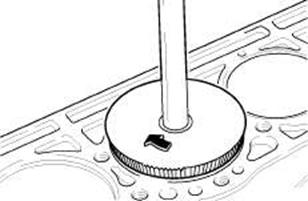
2. Открутить болт (4) и снять направляющую трубку масляного щупа (2).
Примечание

![]()

![]() Момент затяжки
Момент затяжки
9- 11 Н-м (80 - 97 фунт-фут)
![]() Очень сложно снять направляющую трубку без специального инструмента. Если нет необходимости, не снимайте трубку.
Очень сложно снять направляющую трубку без специального инструмента. Если нет необходимости, не снимайте трубку.
3. Установка выполняется в обратном порядке.
4. Проверить наличие утечек, запустив двигатель.
SSANGYONG MY2002
M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ 1 B2-99
![]() РЕМОНТ БЛОКА
РЕМОНТ БЛОКА
СТЕРЖНЕВЫЕ ПРОБКИ В КАРТЕРЕ
Подготовительная работа : Слив охлаждающей жидкости
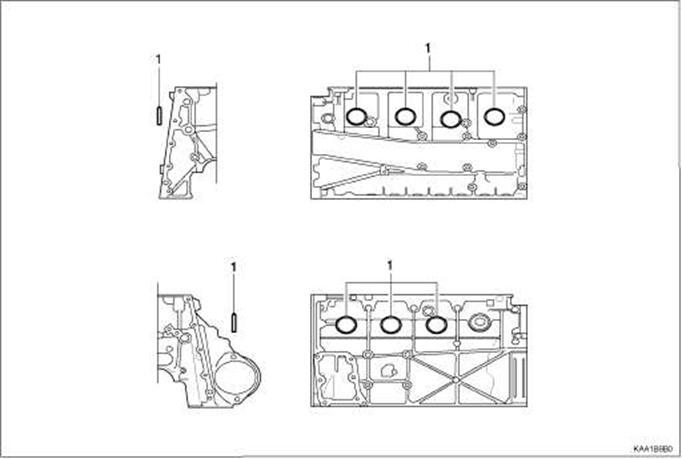
1 Стержневая пробка............................ Заменить
SSANGYONG MY2002
1B2-100 M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ
![]()
|
Необходимый инструмент
102 589 00 15 00 Пробойник
Процесс замены
1. Снять впускной и выпускной коллекторы.
2. С помощью отвертки вытащить стержневую пробку, пока не выглянет один ее конец.
3. Аккуратно вытащить пробку с помощью плоскогубцев.
4. Почистить герметичную поверхность и нанести материал Loctite 241.
5. С помощью пробойника вставить новую пробку.
Примечание: Прежде чем заправлять охлаждающую жидкость, подождите 45 минут, пока застынет Loctite 241.
6. Прогреть двигатель и проверить наличие утечек охлаждающей жидкости.
M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ 1B2-101
![]() ОТВЕРСТИЕ ЦИЛИНДРА
ОТВЕРСТИЕ ЦИЛИНДРА
|
Буква кода группы и Размер отверстия цилиндра
Двигатель | Буква кода группы Цилиндра | Тип используемого поршня | Размер отверстия цилиндра (мм) |
E23 | A | A или X | φ 90.900 - φφ 90.906 |
X | A, X или B | φ 90.906 - φ 90.912 | |
B | X или B | φ 90.912 - φ 90.918 | |
X + 5 | X + 5 | φ 90.950 - φ 90.968 | |
X + 10 | X + 10 | φ 91.000 - φ 91.018 | |
E20 | A | A или X | φ 89.900 - φ 90.906 |
X | A, X или B | φ 89.906 - φ 89.912 | |
B | X или B | φ 89.912 - φ 89.918 | |
X + 5 | X + 5 | φ 89.950 - φ 89.968 | |
X + 10 | X + 10 | φ 90.000 - φ 90.018 |
![]() Y2002
Y2002
1B2-102 M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ
Цилиндр буквы кода буквы | Буква кода группы 1) | Размер отверстия цилиндра (мм) |
Стандартный размер | A | φ 89.900 - φ 89.906 |
E20 : φ 89.9 | X | φ 89.906 - φ 89.912 |
E23 : φ 90.9 | B | φ 89.912 - φ 89.918 |
1й Размер ремонта | A | φ 90.150 - φ 90.156 |
(Стандартный размер + 0.25) | X | φ 89.156 - φ 90.162 |
B | φ 90.162 - φ 90.168 | |
2й Размер ремонта | A | φ 90.400 - φ 90.406 |
(Стандартный размер + 0.5) | X | φ 90.406 - φ 90.412 |
B | φ 90.412 - φ 90.418 |
1) Буквы кода группы вырезаны на поверхности головки поршня и на смежной поверхности картера.
Стандартные эксплуатационные данные
Предел износа в продольном и поперечном направлении | 0.1 мм | |
Допустимое отклонение Овального цилиндра | Когда новый | 0.007 мм |
Предел износа | 0.05 мм | |
Допустимое отклонение высоты прямоугольного цилиндра (кроме зоны скоса) | 0.05 мм | |
Основная высота неровностей после окончательной обточки и шлифовки | 0.003 - 0.006 мм | |
Угол скоса | 75 ° | |
Угол обточки | 50 ° ± 10 ° |
|
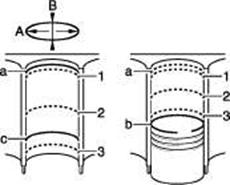
Измерение отверстия цилиндра
1. Почистить стенку цилиндра.
2. С помощью устройства измерения внутреннего диаметра измерить размер отверстия в осевом и поперечном направлении в 3 точках (1, 2, 3).
1, 2, 3 Точки измерения
A. Осевое направление
B. Поперечное направление
a. Положение поршневого кольца No.1 на TDC
b. Положение поршня BDC
c. Положение маслоудерживающего кольца на BDC

|
Угол скоса
M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ 1B2-103
 СМЕЖНАЯ ПОВЕРХНОСТЬ КАРТЕРА
СМЕЖНАЯ ПОВЕРХНОСТЬ КАРТЕРА
|
KAA1B5H0
Стандартные эксплуатационные характеристики
Высота картера 'H' (когда новый) | 289.35 - 289.45 мм | |
Минимальная высота после фрезеровки | 289.05 мм | |
Плоскость | Верхн. смежная поверхность картера | 0.03 мм |
Нижн. смежная поверхность картера | 0.04 мм | |
Допустимое отклонение параллелизма Верхней и Нижней смежной поверхности | Осевое направление | 0.1 мм |
Поперечное направление | 0.05 мм | |
Высота неровностей | Верхн. смежная поверхность картера | 0.012 - 0.009 мм |
Нижн. смежная поверхность картера | 0.025 - 0.020 мм |
1B2-104 M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ

|
Процесс обточки
1. Угол обточки : 75°
2. Отполировать нижнюю обточенную поверхность с помощью шлифовальной машинки после завершения обточки соответствующим инструментом (например, ручной фрезерный резец).
M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ 1B2-105
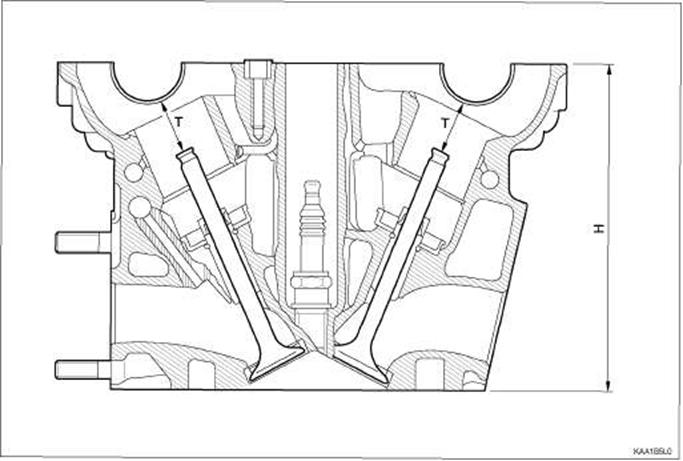
 СМЕЖНАЯ ПОВЕРХНОСТЬ ГОЛОВКИ ЦИЛИНДРА
СМЕЖНАЯ ПОВЕРХНОСТЬ ГОЛОВКИ ЦИЛИНДРА
Подготовительная работа : Снятие клапанов
Стандартные эксплуатационые данные
Общая высота головки цилиндра | 135.9 - 136.0 мм | ||
Минимальная высота после обработки | 135.5 мм | ||
Плоскость | Осевое направление | 0.08 мм | |
Поперечное направление | 0.0 мм | ||
Расстояние ‘T | Стандартный размер | Впуск | 24.21 - 24.75 мм |
(между подшипником распредвала | Выпуск | 22.21 - 22.75 мм | |
и золотником клапана) | Размер ремонта | Впуск | 23.96 - 24.51 мм |
Выпуск | 21.96 - 22.51 мм |
Примечание: При фрезеровке смежной поверхности картера и головки цилиндра не превышайте 0.4 мм.
SSANGYONG MY2002
1B2-106 M161 МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ
Измерение смежной поверхности
1. Измерить высоту (H) головки цилиндра (см. Стандартные эксплуатационные данные).
2. Проверить смежную поверхность головки цилиндра.
3. Отфрезеровать острый край камеры сгорания.
4. Повторно измерить высоту (H) головки цилиндра.
5. Уплотнить впускной и выпускной клапаны.
6. Измерить расстояние (T) между подшипником распредвала и системой клапанов (см. Стандартные эксплуатационные данные).
7. Отфрезеровать клапанное седло головки блока цилиндров (см. Стандартные эксплуатационные данные).
Универсальный инструмент
Шлифовальная машина | Sceledum, Type RTY Roaro Schio / Италия |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
