
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
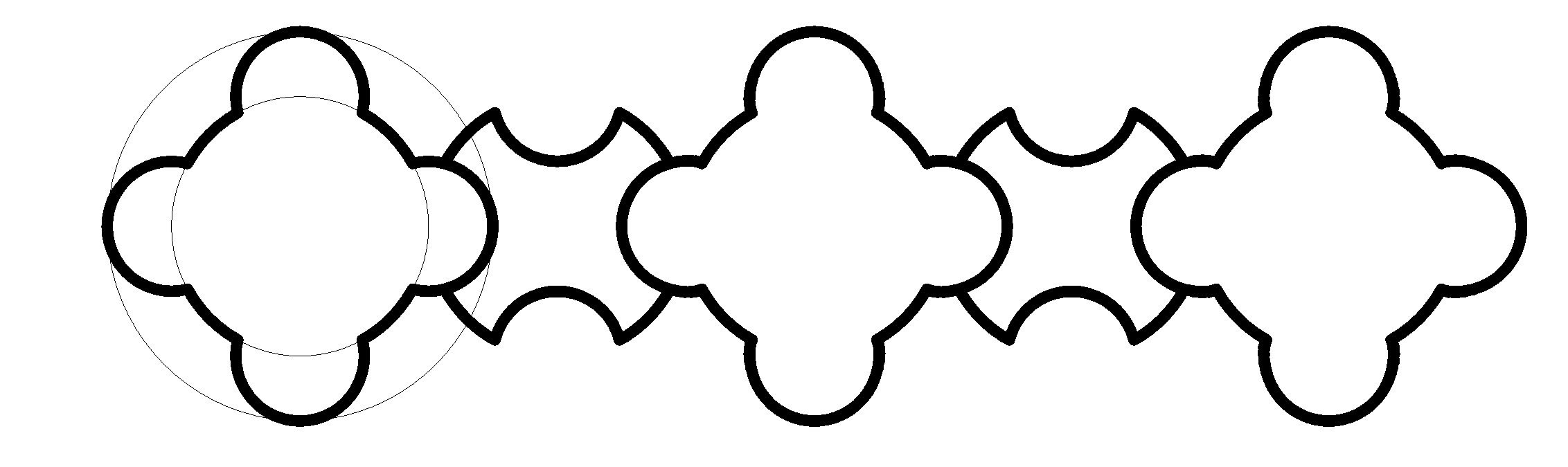
Рисунок 3 - Профили, полученные последовательной обкаткой симметрично-кругового профиля
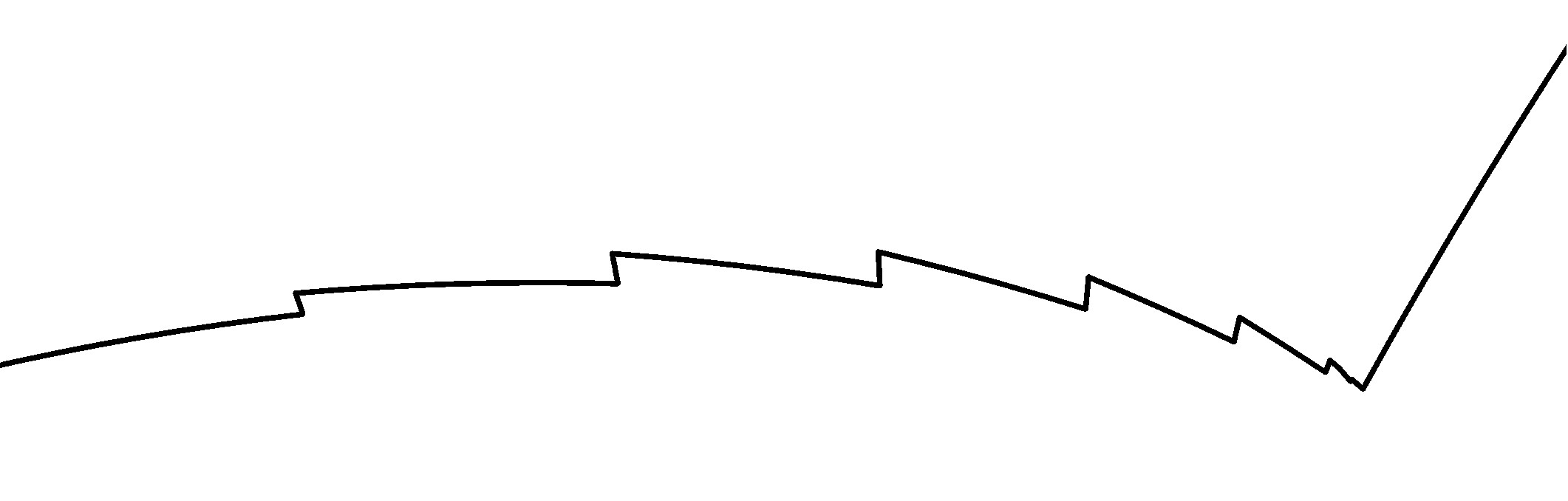
Рисунок 4 - Увеличенный фрагмент получаемой поверхности при обкатке симметрично-кругового профиля, показанного на верхнем рисунке
На рис. 5-7 показаны другие примеры обкатки, полученные с различными соотношениями угловых скоростей производящего контура и заготовок.
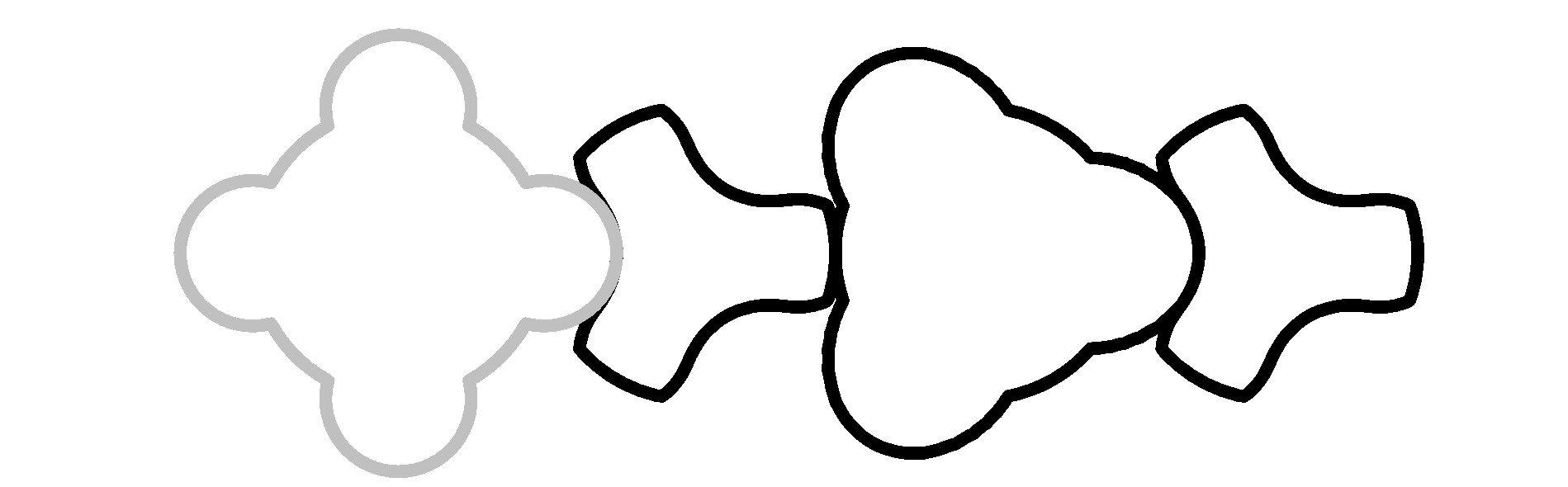
Рисунок 5 - Профили, полученные на базе симметрично-кругового профиля путем задания различных угловых скоростей. Соотношение скоростей между первыми двумя профилями 3:4, а между последующими профилями 1:1
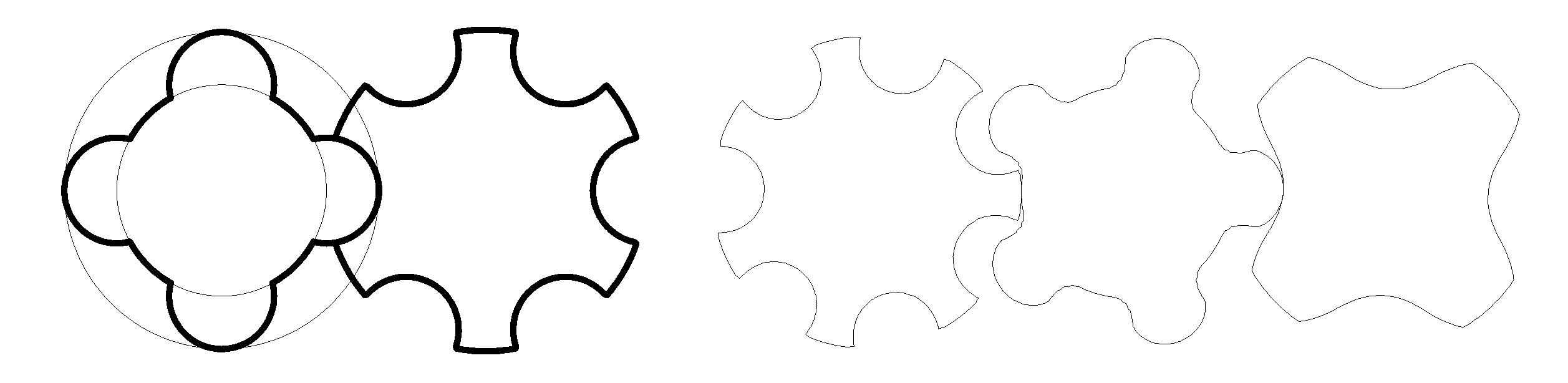
Рисунок 6 - Примеры профилей, которые можно получить на базе симметрично-кругового профиля путем задания различных угловых скоростей
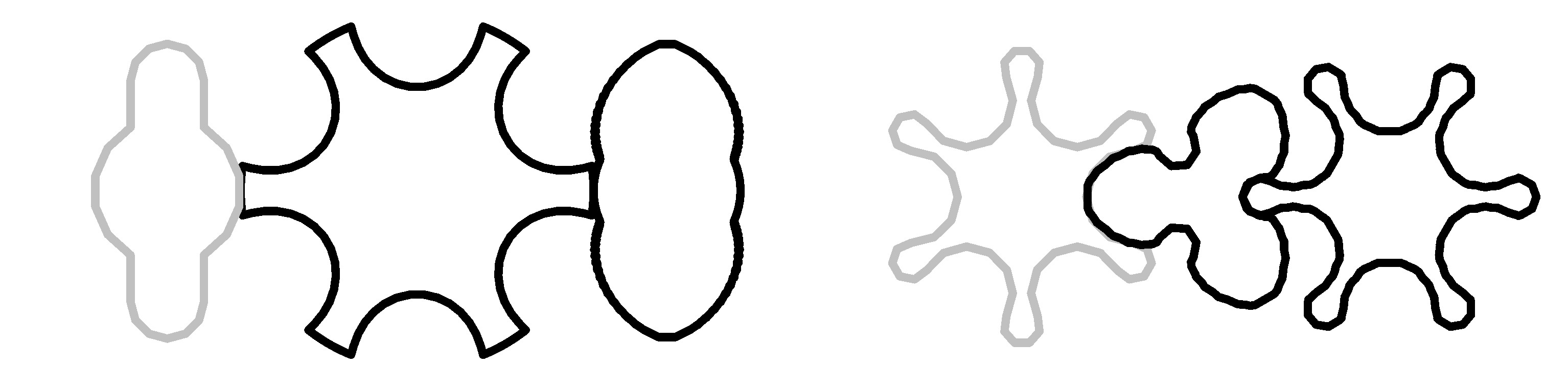

Рисунок 7 - Примеры профилей, получаемые после обкатки различных профилей с разными угловыми скоростями
Проведенное выше исследование процесса обкатки плоских сечений дает возможность предположить его использование как метод для:
- нахождения второго сопряженного профиля по одному известному;
- проверки любого расчетного профиля на непрерывность линии зацепления;
- отыскания множества новых, с непрерывной линией зацепления профилей на базе любого заданного производящего контура;
- построения и проверки профиля инструмента для нарезки винтовых поверхностей, работающего по методам центроидного и бесцентроидного огибания или копирования;
- нахождения пространственных зацеплений для винтов с переменным профилем, шагом или которые лежат на валах с непараллельными осями, если предположить, что под термином обкатка можно понимать наложение любых пространственно-временных связей между подвижными деталями.
Недостатками применения рассмотренного метода является необходимость подбора соответствующей конфигурации аппаратных средств, программного обеспечения, характеризуется довольно медленной работой программ и большими объемами выходных данных в виде создаваемых таким образом твердотельных моделей. Кроме того, метод зависит от точности построений и геометрических размеров деталей.
4 ЭФФЕКТИВНОСТЬ винтов с переменными профилями
Известно, что при разработке винтовых компрессоров с целью упрощения теории профилирования винтов из-за сложности их аналитических расчетов и технологии изготовления делаются три основных допущения: постоянство осевого шага, неизменность геометрии винтов в поперечном сечении и параллельность осей винтов. Известно, что после входа зубьев в зацепление объем рабочей полости в таких компрессорах уменьшается равномерно ввиду постоянной частоты вращения их роторов при перемещении линии наибольшего сближения поверхностей сопряженных зубьев по направлению к нагнетательному окну. Если представить равномерным теоретическое изменение объема рабочих полостей за одинаковые по времени промежутки процесса сжатия на их индикаторных диаграммах, то окажется, что процесс повышения давления в рабочей полости и передачи газу энергии в виде удельной работы компрессора на этих участках носит крайне неравномерный характер. Чтобы убедиться в этом, достаточно рассмотреть форму существующих графиков заполнения впадин рабочей полости в винтовых компрессорах [2-3],[5] и сопоставить их по времени с соответствующими индикаторными диаграммами реального или идеального компрессора.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
