

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
С повышением температуры жидкости снижается растворимость в ней газа, увеличивается число зародышей кавитации, но одновременно возрастает и упругость пара, что уменьшает кинетическую энергию при захлопывании пузырька. Поэтому на практике для каждой из жидкостей выбирают оптимальную рабочую температуру, при которой наблюдается максимальная интенсивность кавитационного воздействия. Так, для воды и водных растворов она составляет 35-50°С; для большинства органических жидкостей с высокой упругостью пара (спирт, бензин, четыреххлористый углерод, ацетон и др.) - 15-20°С; а для органических жидкостей с низкой упругостью пара (глицерин, масла) - 80-85°С.
а б
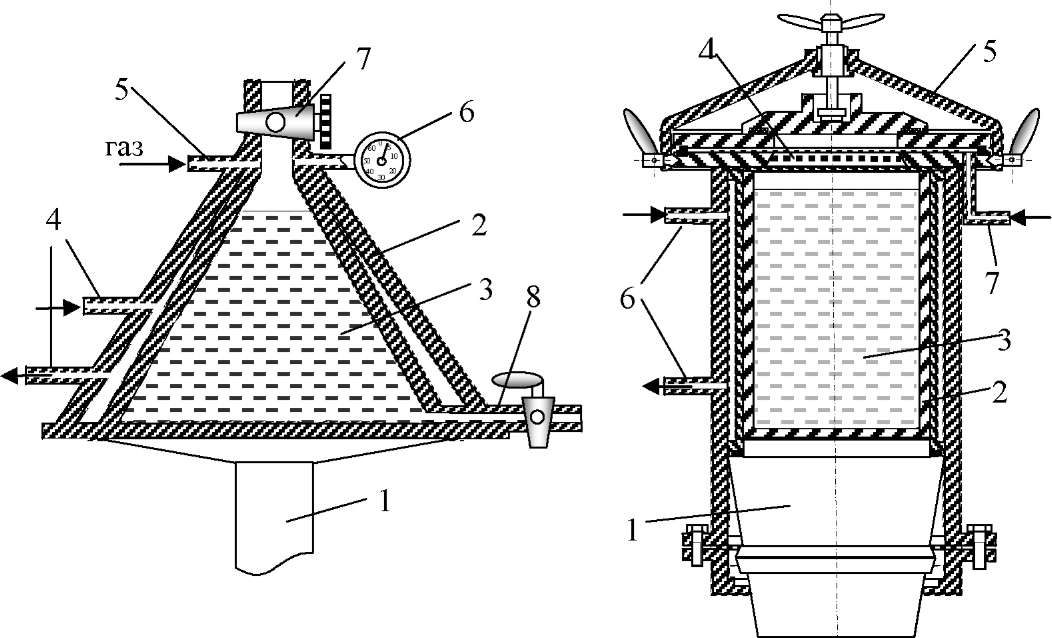
Рис. 12. Схемы ультразвуковых установок: а - установка с рабочей ванной конической формы: 1 - излучатель магнитострикционного преобразователя; 2 - корпус ванны; 3 - суспензия порошка; 4 - патрубки для подачи и удаления охлаждающей жидкости; 5 - патрубок для подачи газа; 6 - манометр; 7 - вентиль для подачи суспензии; 8 - патрубок для удаления суспензии измельченного порошка; б - установка с ванной цилиндрической формы: 1 - излучатель магнитострикционного преобразователя; 2 - сменный стакан; 3 - суспензия порошка; 4 - душирующее устройство; 5 - съемная крышка; 6 - патрубки для подачи и удаления охлаждающей жидкости; 7 - патрубок для подачи газа
Объемная концентрация твердых частиц в жидкости (концентрация суспензии) соответствует обычно отношению Т : Ж от 1 : 8 до 1 : 20 (чем концентрированнее суспензия, тем крупнее получаемый порошок при прочих равных условиях; большая дисперсность достигается при меньшем коэффициенте заполнения суспензией рабочего объема ванны диспергирования). Время, необходимое для измельчения материала до требуемой дисперсности, зависит от физических и механических свойств его частиц, а также интенсивности ультразвуковой кавитации. Обычно оно составляет от 5-10 до 30-60 мин: при меньшей длительности обработки измельчение недостаточно, а при более длительной возникает агрегация частиц с образованием крупных конгломератов.
Ультразвуковое диспергирование чаще всего проводят в установках, работающих под повышенным статическим давлением. Их обычно изготовляют с вертикальным расположением рабочей ванны цилиндрической или конической формы (рис.12), дно и стенки которой являются излучающими поверхностями ультразвуковых магнитострикционных преобразователей.
Наибольшее распространение имеют установки с ванной цилиндрической формы, выполненной из коррозионно-стойкой стали (например, установка марки УЗВД-6), дно которых является излучающей поверхностью. Для создания избыточного статического давления в установку подается газ (давление газа 0,5-0,6 МПа).
Порошки, получаемые ультразвуковым диспергированием в жидкости, не имеют существенных химических загрязнений. Их частицы отличаются высокой дисперсностью, отсутствием поверхностных неровностей и округлой формой, часто близкой к сферической.
Измельчение в аппаратах магнитного индукционного вращателя
Измельчение материала в аппаратах магнитного индукционного вращателя (МИВ) происходит во вращающемся магнитном поле, в котором движется масса ферромагнитных размольных тел.
Диспергирование осуществляется главным образом самоизмельчением частиц обрабатываемого материала при их многократно повторяющихся соударениях со сдвигом. Строго дозированное импульсное давление на частицы с их одновременным сдвигом обеспечивает высокую эффективность аппаратов магнитного индукционного вращателя и практически исключает загрязнение измельчаемого материала посторонними примесями.
Принцип работы таких аппаратов состоит в том, что в емкость прямоугольного сечения из диамагнитного материала загружается обрабатываемый магнитное цилиндрические размольные тела. Затем возбуждается вращающееся поле, вызывающее подскоки и вращение размольных тел вокруг собственного центра тяжести, что в результате приводит к измельчению обрабатываемого материала.
На эффективность их работы большое влияние оказывает скорость вращения размольных тел, которая лежит в пределах от 3 000 до 8 000 об/мин. Основным элементом аппарата МИВ является полая кольцевая рабочая камера, в которой с помощью вращающихся магнитов возбуждается магнитное поле. Оно воздействует на находящиеся в камере рабочие цилиндрические ферромагнитные тела таким образом, что они переворачиваются, ударяются о поверхность камеры и, подскочив на определенную высоту, в свободном полете вращаются вокруг собственного центра тяжести.
Для эффективного ведения процесса тонкого и сверхтонкого измельчения материалов требуются размольные тела малой толщины (например, диаметром 0,9 мм и длиной 11 мм), которые располагаются ближе друг к другу, что диктуется максимумом энергии системы.
Процесс самоизмельчения материала происходит в зазорах между вращающимися размольными телами, куда он втягивается под воздействием аэродинамического эффекта разрежения.
Экспериментально доказано, что чем больше масса размольных тел, тем интенсивнее идет измельчение. Вместе с тем при определенной ее критической величине аппарат МИВ перестает работать, что объясняется эффектом экранирования магнитного поля индукторов самими размольными телами и материалом. Установлено, что аппарат МИВ устойчиво работает при массе размольных тел, равной 80 % их критической массы. Критическую массу размольных тел определяют при холостой работе аппарата, т. е. без загрузки в него измельчаемого материала.
Контрольные вопросы и задания
Что такое кавитационные полости? Какие процессы развиваются в жидкостях под действием ультразвука? Каковы оптимальные частоты ультразвукового разрушения материалов в водной среде? Перечислите механизмы разрушения материалов под действием ультразвука. Назовите основные свойства дисперсионных сред. При каких температурах осуществляют ультразвуковое измельчение материалов в различных средах? Перечислите основные факторы, определяющие измельчение материалов в аппаратах МИВДиспергирование расплавов
План лекции
Физико-химические и механические процессы при диспергировании расплавов. Классификация методов диспергирования расплавов.Физико-химические и механические процессы при диспергировании расплавов
Диспергирование расплавленного металла или сплава струей сжатого газа, жидкости или механическим способом позволяет получать порошки, называемые распыленными. Процесс характеризуется высокой производительностью, технологичностью, степенью автоматизации и сравнительно малыми энергозатратами, экологической чистотой. Метод диспергирования расплава дает возможность также оперативно увеличить производство металлического порошка с контролируемыми свойствами при относительно низких затратах (в том числе капитальных) и использовать в качестве исходного материала отходы металлообрабатывающей промышленности.
Промышленное производство распыленных порошков началось в конце 1930-х гг., но до середины 1950-1960-х гг. оно оставалось малотоннажным. Однако уже в 1960-х гг. производство распыленных порошков стало активно развиваться в таких странах, как США, Канада, ФРГ, Англия, Япония и Швеция. С 1978 г. производство порошков диспергированием широко использовалось на предприятиях бывшего СССР. Мировой объем производства порошков диспергированием расплавов непрерывно возрастает. В настоящее время около 60-70 % всего объема порошков производится именно с помощью этого метода.
Метод распыления широко используют для получения не только порошков железа, сталей и сплавов на основе железа, но и порошков цветных металлов и сплавов (алюминия, меди, свинца, цинка, титана, вольфрама и др.).
Распыление весьма эффективно при производстве порошков многокомпонентных сплавов и обеспечивает получение порошков с аморфной структурой, которая позволяет достичь равномерного химического состава композиции, даже при содержании легирующих компонентов выше их предела растворимости в основном компоненте сплава. Кроме того, порошки, полученные с использованием методов диспергирования расплавов, имеют оптимальное строение и тонкую структуру каждой образующейся частицы. Это связано с кристаллизацией дисперсных капель расплава с высокими скоростями охлаждения (до нескольких десятков и даже сотен миллионов градусов в секунду).
Все металлические расплавы обладают близкой к нулю механической прочностью, относительно небольшой вязкостью и склонны к хрупкому разрушению при воздействии на их струю потока газа или жидкости. По современным представлениям плавление, разрушая кристаллическую решетку как жесткую систему колебаний атомов, нарушает межатомные связи дальнего порядка, но сохраняет ближний порядок, т. е. упорядоченность атомов, присущую соответствующей решетке.
сформулировал положение, согласно которому с термодинамической точки зрения металлическую жидкость вблизи точки кристаллизации можно рассматривать как твердое, но сильно разрыхленное тело с множеством разрывов (дыр) между некоторыми соседними атомами при наличии связи со всеми остальными; дыры быстро залечиваются и появляются вновь.
Для процесса диспергирования наиболее важны вязкость, поверхностное натяжение и плотность расплава.
Вязкость или обратное ей свойство текучесть характеризует сопротивление жидкости сдвигу, объясняется наличием у нее свободного, т. е. дополнительного по отношению к твердому телу, объема и определяется главным образом прочностью межатомной связи и плотностью упаковки атомов. Для гомогенной жидкости она зависит от температуры, а для гетерогенной жидкости - еще и от формы, размеров и числа включений.
Поверхностное натяжение расплава характеризует работу образования физической поверхности раздела фаз, отнесенную к единице поверхности, и существенно влияет на процессы, сопровождающие диспергирование. Оно зависит от температуры расплава, уменьшаясь с ее повышением.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
