

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
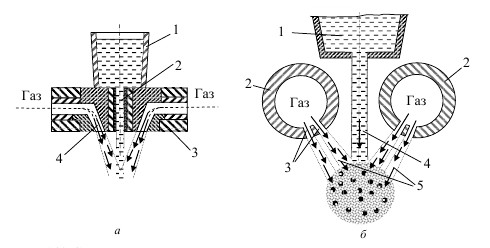
Легкоплавкие металлы (с ликвидусом до 800 °С) могут распыляться путем подачи энергоносителя через горизонтальные, расположенные друг напротив друга трубы (рис. 16, б), с множеством отверстий для выхода газа. Расплав металла подается в зону распыления сразу из нескольких последовательно расположенных металлоприемников.
Рис. 16. Схемы распыления расплава воздействием струи газа: а - схема с вертикальным расположением форсуночного устройства: 1 - металлоприемник; 2 - струя расплава; 3 - форсуночное устройство; 4 - кольцевое сопло Лаваля; б - схема многоструйного форсуночного элемента трубчатого типа: 1 - металлоприемник; 2 - трубопроводы; 3 - отверстия для выхода газа; 4 - струя расплава; 5 - струи газа
Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа. Подобная схема предусматривает подачу расплава непосредственно из плавильного пространства печи под давлением газа. Подобную схему в основном применяют для получения порошков алюминия, свинца, олова, цинка и некоторых припоев.
В последние десятилетия в качестве энергоносителя все более активно используют воду. Скорость водных потоков, направляемых на расплав, достигает 100-150 м/с при давлении до 15-25 МПа. Высокая скорость воды в зависимости от конструкции форсунки сохраняется на расстоянии до 500 мм, что позволяет подобрать наиболее эффективную схему распыления расплава. Струи воды могут направляться на расплав с одной или нескольких сторон. На практике применяются схемы, в которых диспергирование расплавов осуществляется коаксиальными потоками энергоносителя под углом от 5-15 до 60-70°. В большинстве случаев для распыления металлов используют сопловые, кольцевые-щелевые или плоскощелевые форсунки.
При контакте воды с расплавом, нагретым выше 100 °С, происходит интенсивное парообразование. Это существенно изменяет теплофизические характеристики процесса, так как плотность пара существенно меньше плотности воды и паровая оболочка хуже отводит тепло, чем вода. Однако скорость охлаждения образующихся капель-частиц лежит не ниже 106-107 °С/с.
Бесконтактные методы распыления расплавов
Бесконтактные методы диспергирования расплава основаны на использовании мощных импульсов электрического тока, пропускаемых через твердый или жидкий металлический проводник, а также электромагнитных полей. Если пропустить разряд тока большой величины через тонкую металлическую проволоку, то она практически мгновенно испарится с образованием атомарного пара металла, конденсация которого приведет к формированию отдельных частиц порошка. Размеры частиц будут зависть от величины токового импульса, диаметра проволоки, атмосферы, в которой произошло распыление.
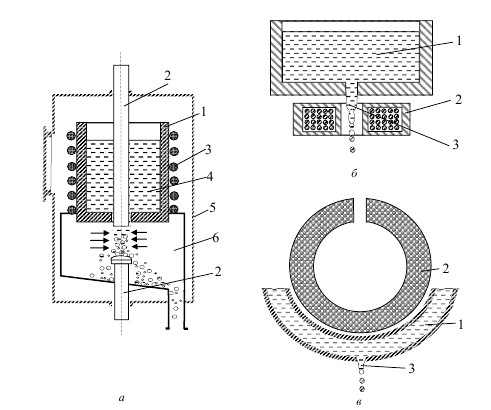
Рис. 17. Схемы бесконтактных методов распыления расплава: а - пропускание тока по струе расплава: 1 - тигель; 2 - электроды; 3 - индуктор; 4 - расплав; 5 - камера; 6 - сборник порошка; б, в - при наложении электромагнитного поля (б - на струю, в - на расплав): 1 - металлоприемник; 2 - электромагнитная катушка; 3 - струя расплава
Если ток проходит по жидкому проводнику (рис. 17, а), то возникает магнитное давление, направленное по радиусу к центру струи расплава, приводящее к ее распаду на капли-частицы размером 10-500 мкм. При диспер гировании жидкого металла с помощью электромагнитного поля силы, которые инициируются в индукционной катушке, действуют либо на струю, сжимая и разрушая ее (рис. 17, б), либо непосредственно на расплав, выдавливая его по каплям из отверстия в канале (рис. 17, в).
Методы высокоскоростного охлаждения расплавов
В настоящее время активно развиваются методы распыления расплавов, обеспечивающие возможность получения порошков с аморфной структурой. Затвердевание металлического расплава со скоростью больше 106 °С/с связано с излучательной потерей энергии или конвекцией тепла. Передача тепла путем непосредственного контакта капли расплава с теплопроводящей поверхностью позволяет достичь скоростей порядка 1010 °С/с.
Один из применяемых на практике методов высокоскоростной закалки позволяет обеспечить быстрое (107 -108 °С/с) затвердевание жидкой капли расплава за счет ее попадания на водоохлаждаемый экран, который устанавливается под углом от 15 до 45° к направлению ее движения.
При ударе об экран капля расплава перемещается по его поверхности и кристаллизуется в виде частицы пластинчатой формы. Этим методом получают так называемые РИБЗ-порошки (распыленные и быстрозакаленные). Распыление расплава (чаще всего) производят с использованием перфорированного быстровращающегося тигля.
Разновидностью этого метода является способ высокоскоростной закалки (ВСЗ), при котором капли расплава, выдуваемого аргоном из отверстия в графитовом тигле, попадают на медный кристаллизатор, вращающийся со скоростью до 104 об/мин. Встречная скорость движения капли, выдуваемой из отверстия в дне графитового тигля аргоном, с поверхностью кристаллизатора составляет около 500 м/с. Распыление расплава ведут в вакууме или в атмосфере инертного газа.
Высокоскоростное затвердевание капель жидкого металла может обеспечиваться при извлечении небольших объемов материала кромкой быстровращающегося в вертикальной плоскости, погруженного в контейнер с расплавом диска. Скорость вращения диска - 2 000-5 000 об/мин. Скорость охлаждения металла на различных этапах процесса диспергирования составляет от 103 до 108 °С/с. Придавая рабочей поверхности диска (кромке) различный рельеф рисунка, можно извлекать из расплава частицы различной формы (чешуйчатой, игольчатой, волокнистой).
Контрольные вопросы и задания
Назовите способы центробежного распыления расплавов. Какие факторы определяют размер частиц порошка, полученного методом центробежного распыления расплавов? Назовите способы ультразвукового распыления расплавов. Какое оборудование используют при распылении расплавов энергоносителями? Назовите схемы распыления металлических расплавов энергоносителями. В чем особенность распыления расплавов водой? Перечислите основные способы бесконтактного метода получения порошков. Какие скорости кристаллизации частиц расплава наблюдаются при распылении расплавов водой и газами? Что такое РИБЗ-порошки? В чем особенность метода ВСЗ?Методы получения металлических волокон. Физические свойства порошков
План лекции
Технологии получения металлических волокон. Методы определения размеров частиц и гранулометрического состава порошка.Технологии получения металлических волокон
Порошковое волокно - это разновидность частиц металлического порошка, у которых один из габаритных размеров не менее чем в пять раз превышает остальные.
В связи с развитием техники высоких температур ускоренными темпами растет производство композиционных материалов, армированных волокнами, усами или проволокой из стали, вольфрама, никеля, молибдена, титана и других металлов, графита, оксидов алюминия, бериллия или кремния, карбидов, нитридов, боридов и других соединений тугоплавких металлов. Способы производства волокнистой компоненты таких материалов подразделяют на механические и физико-химические.
Механические способы. Эти способы получили наибольшее распространение при получении волокон.
На практике тонкую проволоку и/или металлическую стружку («шерсть») металла или сплава получают протяжкой более тонкой проволоки через фильеры или путем шабрения и шевингования на станках, дающих непрерывные пряди металла. Как правило, полученные волокна «шерсть» и проволоку режут на специальных приспособлениях на куски определенной (мерной) длины, а затем их обезжиривают в трихлорэтилене, пероксиде натрия или гидроксиде аммония.
Другой разновидностью механических способов является получение волокна из расплава. Например, расплав подают на быстровращающийся диск, на котором под действием центробежной силы формируются волокна диаметром (поперечным размером) 4-75 мкм, либо выдавливают через отверстие диаметром в несколько десятков микрометров (метод экструзии расплава). При экструзии расплава можно получать как микрокристаллические, так и аморфные волокна большой длины.
Процесс экструдирования проводят следующим образом. Исходный материал расплавляют, перегревая на 50-100 °С, после чего в плавильной емкости создают избыточное давление инертного газа 70-140 кПа или такое, при котором скорость истечения металла из отверстия в ее днище составляет около 2 м/с. Струя металла проходит через замкнутое пространство с вакуумом или определенной атмосферой и попадает в трубу, по которой с такой же скоростью движется охлаждающая жидкость. Выбор охлаждающей жидкости и ее температура зависят от тепловой мощности струи металла. Для экструзии металлов с температурой плавления до 700 °С (Al, Zn, Pb, Sn и др.) применяют воду, с температурой плавления 700 - 1000 °С используют 23 %-й водный раствор NaCl, с температурой плавления 1000 - 1800 °С - 21,6 %-й раствор MgClили 51 %-й раствор ZnCl2. Структура затвердевшего волокна зависит от температуры расплава и скорости его охлаждения, которая составляет 103105 К/с.
В последнее время во все более увеличивающихся масштабах производят волокна методами высокоскоростного затвердения расплава (ВЗР).
Существует разработанный почти 60 лет назад непрерывный способ получения тонкой и сверхтонкой проволоки (диаметром < 50 мкм) фонтанированием расплава, разновидностью которого является вытяжка волокон из капли жидкого металла, находящейся в стеклянной трубке-капилляре, подвергаемой вытяжке в длинные нити; стеклянную оболочку с нити затем удаляют травлением.
Особого внимания заслуживает производство нитей диаметром < 1 мм продавливанием смеси порошка исходного материала со связующим через тонкие отверстия. Нити подвергают соответствующей обработке в зависимости от рода связующего с целью его удаления. Таким способом готовят нити вольфрама, молибдена, циркония, бора, кремния, титана, оксидов, карбидов и других металлоподобных соединений.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
