

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Физико-химические способы. Их применяют преимущественно для изготовления совершенных нитевидных кристаллов высокой прочности. Среди этой группы способов основным является метод получения усов восстановлением различных соединений металлов.
В качестве исходных материалов используют галогениды, сульфиды, оксиды и газообразные или твердые восстановители. Тонкие нитевидные кристаллы растут при определенных условиях восстановления (температура, парциальное давление восстанавливаемого соединения, свойства восстановителя и др.), причем большинство кристаллов при оптимальных условиях процесса получаются гладкими и прямыми, диаметр их 1-20 мкм, а длина - от нескольких сот микрометров до нескольких десятков сантиметров. На практике применяют следующие температурные режимы восстановления галогенидов: для меди - 650 °С, железа - 730-760 °С, никеля - 740 °С, кобальта - 750 °С, марганца - 940 °С. Повышение температуры восстановления сверх оптимальной приводит сначала к возникновению пластинчатых образований, а затем к росту крупных, хорошо развитых кристаллов, тогда как усы не образуются.
Нитевидные кристаллы могут быть получены выращиванием из пересыщенной газовой фазы. Так как в этом случае усы растут за счет притока атомов из газовой фазы, то с повышением температуры скорость роста и диаметр усов увеличиваются. Процесс проводят в предварительно вакуумированной камере, по длине которой создают перепад температур, зависящий от характера (природы) материала получаемых усов. Испарением в вакууме с последующей конденсацией паров получают усы цинка, серебра, платины, бериллия, кремния и других металлов. Усы железа, серебра, платины, бериллия, кремния и других металлов можно получить электролитическим осаждением.
Существует несколько методов выращивания усов в твердой фазе. Например, установлено, что на поверхности листов многих металлов (железа, меди, серебра, платины, магния, вольфрама, латуни и др.) при нагреве образуются волокнистые кристаллы диаметром около 2-10 мкм и длиной до нескольких миллиметров. Наиболее интересен метод ускоренного выращивания усов под давлением (метод Фишера). Стальную пластинку толщиной 0,3 см покрывают электролитически слоем олова толщиной 5 мкм и зажимают между двумя жесткими стальными пластинками; края полученного образца шлифуют и полируют. Под действием давления, приложенного к стальным пластинкам, на полированных краях слоя олова происходит ускоренный рост усов, достигающих длины 5 мм при 215 °С. После удаления усов с поверхности их рост начинается снова на прежних местах, что указывает на наличие фиксированных источников (центров) роста усов. Диаметр получаемых усов равен 0,05-5 мкм.
Тонкие металлические волокна можно также получать химическим травлением проволоки до нужного сечения. Например, травлением медной проволоки в азотной кислоте получают волокна диаметром < 1 мкм. Для получения тонких вольфрамовых волокон успешно применяют метод электролитического травления 15-20 %-м раствором NaOH в поле переменного электрического тока.
Методы определения размеров частиц и гранулометрического состава порошка
Металлический порошок представляет собой совокупность частиц размером от долей микрометра до миллиметра. Практически никогда не встречаются металлические порошки с частицами одного размера.
Совокупность выраженных в процентах количественных содержаний фракций порошка (диапазон размеров частиц между их верхним и нижним значениями) называют гранулометрическим составом порошка; его выражают обычно либо в виде таблиц, либо графически в виде кривой зернистости.
Гранулометрический состав порошка («грансостав») определяют ситовым, микроскопическим, седиментационным, кондуктометрическим и другими методами анализа (рис. 18).
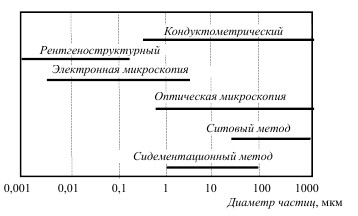
Рис. 18. Диапазоны определения дисперсного состава порошков
различными методами
Ситовый анализ. Анализ грансостава порошка проводят сухим просеиванием в соответствии с межгосударственным стандартом ГОСТ 1831894. Навеску порошка ((100±1) г при насыпной плотности порошка > 1,5 г/см или (50±0,5) г в других случаях) просеивают через набор стандартных тканых сеток (сит) с квадратными отверстиями различной величины в соответствии с квалификацией контрольные «К» по ГОСТ 6613-86; номер сетки определяет размер ее отверстия в свету.
Сита должны быть круглыми с диаметром обечайки 200 мм и глубиной от 25 до 50 мм.
Для рассева порошков используют специальное устройство, работающее по принципу вращательного движения со скоростью вращения (300±15) мин-1 при одновременном встряхивании с равномерной частотой (180±10) в минуту.
Просеивание продолжают до окончания рассева или в течение времени, указанного в нормативной документации на конкретный порошок. Время окончания рассева достигается в момент, когда количество порошка, проходящее в течение одной минуты через сито, задерживающее наибольшую его массу, изменяется менее чем на 0,1 % массы пробы для испытания.
Допускается просеивание порошка вручную (его приемы должны быть указаны в нормативной документации на конкретный порошок).
В США применяют свою шкалу сеток. За основу принято сито с размером отверстий в свету 0,074 мм. Есть основной ряд сит с модулем ![]() = 1,414 и дополнительный ряд с модулем
= 1,414 и дополнительный ряд с модулем ![]() = 1,189. Размер отверстия следующего за основным более крупного сита составляет 0,074
= 1,189. Размер отверстия следующего за основным более крупного сита составляет 0,074 ![]() = 0,104 мм, затем 0,104
= 0,104 мм, затем 0,104 ![]()
= 0,147 мм и т. д.
В этой системе номер сита указывают в мешах (число меш означает количество отверстий на одном линейном дюйме, равном 25,4 мм). Диаметр проволоки каждого сита равен размеру отверстия d, который определяют по формуле
а =25,4/2m, (13)
где т - число меш.
Например, для сита 200 меш размер отверстия составляет
а = 25,4/(2-200) = 0,0635 мм = 63,5 мкм.
Долю порошка, оставшуюся на сите при просеве, называют плюсовой фракцией, а прошедшую через сито - минусовой фракцией.
Кроме того, часто термином «субситовая фракция» обозначают долю порошка, прошедшего через сетку с наименьшим размером отверстий в данном наборе сит.
Сухие и чистые сита устанавливают одно над другим в такой последовательности, чтобы наверху была сетка с самыми крупными отверстиями, а внизу - с самыми маленькими; набор сит снизу заканчивается обечайкой со сплошным дном-поддоном.
После рассева каждую фракцию порошка, находящуюся на сетке с отверстиями определенного размера, высыпают из сит, начиная с сита с наибольшими отверстиями. Содержимое на сите осторожно стряхивают на одну сторону и пересыпают на глянцевую бумагу. Порошок, приставший к сетке или рамке сита, осторожно протирают мягкой кистью через сетку в следующее сито с меньшими отверстиями. Фракцию, высыпанную на глянцевую бумагу, взвешивают с погрешностью < 0,05 г.
Сумма масс всех фракций должна составлять > 98 % от массы анализируемой пробы. Относительное содержание каждой из фракций X, %, вычисляют с точностью до 0, 1 % по формуле
![]() (14)
(14)
где Gn - масса данной фракции порошка, г, G - масса испытываемой пробы, г.
Фракцию, количество которой составляет < 0,1 %, обозначают как «следы». Для каждого конкретного порошка количество проб для испытаний должно быть указано в нормативной документации. За величину, характеризующую количество фракции, принимают среднее арифметическое результатов параллельных определений.
Результаты ситового анализа записывают по определенной форме. Например, фракция порошка, прошедшая через сетку с отверстиями 0,125 мм, но оставшаяся на сетке с отверстиями 0,1 мм, обозначается как - 0125...+01 или -125..+100 мкм (запись по ГОСТ 18318-94 имеет вид <125... >100 мкм), рядом указывают ее процентное содержание.
Для каждой фракции может быть указан средний размер ее частиц dср, определяемый как среднее арифметическое размеров отверстий плюсового и минусового сит.
Зная средний арифметический размер частиц в каждой фракции d1 и ее массу т, можно рассчитать средний размер частиц порошка dn ср.
Благодаря простоте и быстроте выполнения ситовый анализ является основным методом контроля зернистости в порошковой металлургии. Его существенный недостаток заключается в том, что минимальный размер отверстий в сетках составляет 40 мкм (отметим, что в нашей стране есть ограниченное производство сеток с отверстиями 25-30 мкм, а за рубежом выпускают сетки с размером отверстий от 5 мкм), т. е. очень мелкие порошки не поддаются ситовому анализу.
Кроме того, форма частиц может внести искажение в результаты ситового анализа. Например, дискообразные (чешуйчатые) частицы в каком-то количестве задерживаются на сетке с размером отверстий больше их поперечника, а вытянутые иглообразные или дендритные частицы проходят через сито с отверстиями меньше их длины. Поэтому ГОСТ 18318-94 не распространяется на порошки с частицами такой формы, а также порошки с пластификаторами или с размером частиц < 45 мкм.
При работе с ситами, размер отверстий которых < 40 мкм (особенно 5-25 мкм), целесообразно использовать гидравлический метод разделения частиц: навеску порошка в сите помещают под струю воды (или другой смачивающей порошок жидкости) и промывку осуществляют до полного просветления промывающей жидкости.
Возможны и другие приемы воздействия на навеску порошка в наборе сит, например, применение воздушных потоков при ситовом анализе взамен механического воздействия, а также вакуума, ультразвуковых и звуковых колебаний, использование электрического поля и т. д.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
