

Для выработки тканей более сложных переплетений применяют кареточные жаккардовые станки.
Физико-механические свойства тканей, их внешний вид зависят от вида и свойств применяемых текстильных нитей и структуры ткани, которая определяется их переплетением, т. е. порядком взаимного перекрытия нитей основы нитями утка. Существует множество видов ткацких переплетений, которые подразделяют на четыре основных класса: простые, мелкоузорчатые, сложные и крупноузорчатые.
Простые переплетения применяют для выработки ткани с гладкой поверхностью без каких-либо узоров. На практике их называют основными, так как на их основе строятся другие переплетения, особенно комбинированные. К простым переплетениям относятся полотняное, саржевое, атласное.
Мелкоузорчатые переплетения подразделяют на два подкласса: производные, получаемые сочетанием двух одинаковых простых переплетений, и комбинированные, получаемые сочетанием нескольких простых переплетений. Оба подкласса образуют на ткани мелкий узор.
Сложные переплетения применяют в тех случаях, когда необходимо увеличить толщину ткани, получить разную или одинаковую лицевую и изнаночную стороны, а также ворсовую лицевую поверхность. Наиболее распространены полутораслой-ные, двухслойные, ворсовые, махровые, ажурные переплетения.
Полутораслойные переплетения образуются из трех систем нитей — из двух основ и одного утка или наоборот.
Двухслойные переплетения образуются из четырех, а иногда из пяти систем нитей — из двух основ и двух или трех утков;
170
получается как бы два самостоятельных слоя (полотна), соединенных уточной нитью.
Полутораслойное и двухслойное переплетения применяют для производства утолщенных тканей (драпов) и одеял с хорошими теплозащитными свойствами, лицевая сторона и изнанка которых могут быть выработаны разными переплетениями и из различных по толщине, цвету и волокнистому составу нитей.
Ворсовые применяют для получения на поверхности ткани ворсового покрова. Ворс получают путем разрезания дополнительных ворсовых нитей основы или утка. Такими переплетениями вырабатывают бархат, плюш и др.
Махровыми (петелысыми) переплетениями получают на поверхности ткани петельный ворс. Эти переплетения образуются из двух систем основных нитей и одной системы уточных. Петлистая структура придает махровым изделиям высокую влаговпитывающую способность. Махровым переплетением вырабатывают хлопчатобумажные и льняные ткани для простыней, полотенец, халатов, ковриков и др.
Ажурные переплетения состоят из одного утка и двух основ — коренной и ажурной (перевивочной). Ажурными переплетениями изготовляют легкие и прозрачные ткани для сорочек, платьев, блузок, занавесей и др.
Крупноузорчатые переплетения образуют на лицевой поверхности ткани крупный ткацкий (жаккардовый) рисунок. Эти переплетения получают на жаккардовых машинах из большого количества (от 01.01.01 и более) нитей основы, переплетающихся различным образом. Жаккардовым переплетением вырабатывают платьевые, костюмные и пальтовые ткани разнообразных рисунков и расцветок (в небольшом количестве), шелковые ткани с эффектом гофре, с фасонным эффектом и с начесом, гобеленовые, портьерные и мебельные ткани, платки, скатерти, покрывала и махровые полотенца.
Снятая с ткацкого станка ткань называется суровьем (или суровой тканью). Из ткацкого цеха (фабрики) ее направляют в красил ьно-отд ел очный цех или на фабрику для отделки.
8.4.2. Отделка тканей
Отделкой тканей называют совокупность химических и физико-механических процессов, в результате которых суровая ткань превращается в готовую.
В процессе отделки устраняются имеющиеся на суровых тканях загрязнения, а также снижается усадка, увеличивается срок службы, улучшаются эстетические и гигиенические свой-
171
ства тканей. Путем различных воздействий уменьшается сми-наемость и улучшаются теплозащитные свойства тканей. Они приобретают водоупорность (водоотталкивание). Из одной и той же суровой ткани в процессе отделки получают готовые ткани с неодинаковыми свойствами и различного назначения.
Характер и условия отделочных операций меняются в зависимости от строения тканей, их назначения и особенно природы пряжи или нитей, из которых они получены. Поэтому отделка тканей производится на отделочных фабриках (цехах), которые специализируются на отделке хлопчатобумажных, льняных, шерстяных, шелковых тканей и тканей из химических волокон.
Суровые ткани, поступающие на отделку в отделочный цех или на отделочную фабрику, подвергают контрольной разбраковке: шерстяные и шелковые — в количестве 100 % , а хлопчатобумажные и льняные — 10 %. Все ткани проходят физико-механические испытания в лаборатории. После этого на обоих концах тканей ставят клеймо несмываемой краской; на шерстяных тканях клеймение заменяют вышивкой. Отделывают ткани непрерывной лентой, поэтому отдельные куски сшиваются на швейных машинах.
Полный цикл отделки тканей любого ассортимента состоит из ряда самостоятельных, но взаимосвязанных этапов: предварительной отделки, крашения и узорчатой расцветки, заключительной отделки, специальной отделки.
Предварительная отделка предназначена для подготовки тканей к последующему крашению или нанесению узорчатой расцветки. Характер подготовительных операций и их количество зависит от сырьевого состава, вида сопутствующих и загрязняющих веществ на ткани. Предварительная отделка может включать в себя (в зависимости от волокнистого состава ткани) следующие операции: опаливание, расшлихтовку, отварку, карбонизацию, мерсеризацию, отбелку, валку, ворсование, ратинирование, мокрую декатировку, оживление, утяжеление, термофиксацию.
Опаливание суровой ткани различного волокнистого состава необходимо для удаления выступающих кончиков волокон, которые отрицательно влияют на крашение и набивку (печатание). Опаливание осуществляется на плитных и газовых опальных машинах.
Расшлихтовку проводят для всех видов ткани с целью удаления из суровья шлихты, нанесенной на нити основы в процессе их подготовки к ткачеству, а также загрязнений и менее устойчивых естественных примесей (пектиновых и азотистых веществ).
172
Отварка для хлопчатобумажных и льняных тканей осуществляется в щелочных растворах, а шелковых — в мыльных. В процессе отварки в результате омыления жиров они удаляются с волокон вместе с воскообразными и другими веществами. Отваренная ткань становится мягкой, приобретает способность смачиваться водой, что очень важно для последующих операций отделки (крашения и набивки).
Карбонизация — обработка чистошерстяных тканей 4— 5 % - ным раствором серной кислоты для очистки их от растительных примесей.
Мерсеризация — обработка хлопчатобумажных тканей при пониженной температуре концентрированным раствором едкого натра с последующей промывкой горячей и холодной водой. Мерсеризованные ткани отличаются мягкостью, шелковистостью, повышенной механической прочностью и гигроскопичностью.
Отбелка суровых тканей необходима для разрушения и обесцвечивания природной окраски волокна и придания ткани устойчивой белизны и мягкости. Отбеливают ткани, предназначенные для окраски в светлые тона и светлой печати, а также бельевые. В качестве отбеливающих веществ используют растворы окислителей: перекись водорода, гипохлорит натрия и кальция и др. Кроме химического отбеливания тканей, применяют также оптическое отбеливание с применением лейкофора, бланкофора.
Отбелка шелковых тканей проводится редко, так как природные красящие вещества удаляются при отварке. Отбелка льняных тканей затруднена, поэтому отбеливают пряжу — в четыре стадии, каждой из которых соответствует своя степень белизны.
Валка — процесс механической обработки шерстяных суконных тканей с целью их уплотнения и создания войлокооб-разного настила, полностью или частично закрывающего рисунок ткацкого переплетения. После валки ткань становится плотнее, толще, мягче, кроме того, повышаются ее теплозащитные свойства и стойкость к истиранию.
Ворсование осуществляется с целью придания тканям повышенной мягкости, пористости и улучшения теплозащитных свойств. Операция проводится на специальных ворсовальных машинах с помощью системы валиков, обтянутых игольчатой лентой. Как правило, ворсование проводят до крашения и набивки.
Ратинирование проводится на ратинирмашинах для некоторых ворсовых шерстяных суконных тканей с целью фигурного расположения ворса на их поверхности.
173
Мокрая декатировка — обработка гребенных и тонкосуконных тканей горячим паром и водой с целью устранения внутренних напряжений и предупреждения образования заломов при дальнейшей обработке.
Оживление проводится для тканей из натурального шелка слабыми растворами органических кислот (уксусной, молочной, муравьиной). После него ткани приобретают характерный скрип или хруст.
Утяжеление — обработка отваренного шелка некоторыми минералами (солями железа, олова, свинца, цинка и др.) и органическими соединениями (дубящими веществами). После такой обработки ткани приобретают повышенную массу, плотность, массивность.
Термофиксация проводится для тканей из синтетических волокон. Она заключается в нагревании и быстром охлаждении. Нагревание может быть выполнено кипящей водой, насыщенным водяным паром, контактным способом, горячим воздухом, инфракрасными лучами и другими способами. Ткани, прошедшие термофиксацию, практически безусадочны и устойчивы к сминанию, образованию заломов и складок.
Крашение и узорчатая расцветка тканей. Под крашением тканей понимают процесс изменения их природной окраски путем поглощения красящего вещества из раствора. Красителями называются естественные или синтетические органические соединения, способные в процессе крашения придавать тот или иной цвет волокнистым материалам. Процесс крашения состоит из четырех фаз: диффузии частичек красителя в красильной ванне в направлении к волокнистому материалу; адсорбции красителя внешней поверхностью волокна; диффузии красителя внутрь волокна; фиксации красителя волокнистым материалом.
Хлопчатобумажные ткани окрашивают следующие красители: прямые, сернистые, кубовые, азокрасители, активные, черный анилин, пигментные и др.
Льняные ткани чаще всего окрашиваются кубовыми, сернистыми, прямыми красителями.
Шерстяные ткани окрашивают кислотными, кислотно-протравными, прямыми и металлсодержащими красителями.
Крашение шелковых тканей производится теми же красителями, что и шерстяных, но фиброин шелка менее устойчив к кислотам, поэтому шелк красят чаще всего прямыми, хромовыми и реже протравными и кубовыми красителями.
Ткани из химических нитей (вискозных, медно-аммиач-ных) окрашиваются теми же красителями, что и хлопчатобу-
174
мажные. Ткани из ацетатных и триацетатных нитей окрашивают специально разработанными целлитоновыми красителями. Крашение синтетических волокон затруднено в связи с их низкой гигроскопичностью, поэтому окрашивают именно волокна, из которых будет получена ткань, а не ее саму. При этом используют автоклавный метод крашения, ультразвук, повышен ную температуру, вещества, вызывающие их набухание, и т. д..
Технологический процесс нанесения рисунка на ткань называется печатанием, или набивкой. Он используется для получения узорчатой расцветки на белой или окрашенной ткани. Узорчатая расцветка тканей достигается следующими способами: ручной набивкой; аэрографным способом; сетчатыми шаблонами (фотофильмпечатыо); полихроматическим способом; способом термопечати (сублистатик); на печатных машинах.
Ручная набивка осуществляется с помощью деревянных форм с рельефными рисунками. Она применяется только для набивки штучных изделий, так как малопроизводительна и дорога.
Аэрографный способ основан на нанесении красителя на ткань с помощью пульверизатора через накладные шаблоны с вырезанными узорами.
Сетчатыми шаблонами (фотофильмпечатыо) получают печатные рисунки на ткани с помощью шаблонов, которые представляют собой металлическую прямоугольную раму с натянутой на нее ситовой тканью из капрона. Поверхность сетки покрывают пленкой, оставляя свободные участки в виде определенного рисунка. Рамку шаблона кладут на раскрашиваемую ткань, наливают краску и при помощи резиновой пластины (ракли) протирают ее через сетку. Если рисунок многоцветный, то применяют столько шаблонов, сколько цветов в рисунке.
Полихроматический способ разработан концерном Ай-Си-Ай (Англия), он исключает надобность в печатных машинах и обеспечивает практически безграничное разнообразие расцветок. Крашение осуществляется рядом сопел, наносящих печатную краску на движущуюся ткань по всей ее ширине. Направление сопел, а, следовательно, и характер расцветок можно регулировать по усмотрению, так же как и цвет красок в каждом сопле.
Способ термопечати (сублистатик) заключается в переносе узора с бумаги на текстильные материалы при кратковременном термоконтакте. Предварительно на бумажную основу с помощью печатных валов наносят печатную краску, способную к сублимации. Затем на увлажненную ткань накладывается бумажная подложка с напечатанными рисунками и прижимается нагретым прессом. Испаряющийся с поверхности бумаги кра-
175
ситель переходит на ткань. В основном этот способ печати применяется для тканей из полиэфирных волокон.
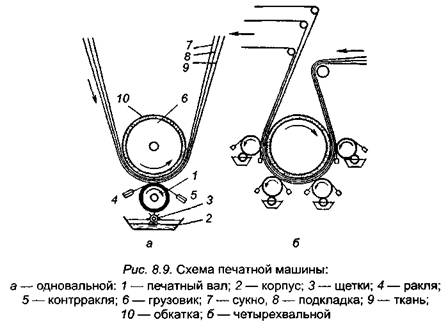
Машинное печатание осуществляется на печатных машинах (рис. 8.9, а, б). Они могут быть одновальными, если ткань окрашивается одной краской, или многовальными, если ткань окрашивается в несколько цветов. Важнейшей частью печатной машины является печатный вал, который представляет собой медный полый цилиндр, на поверхности которого выгравирован углубленный штрихами узор. По способу нанесения рисунка различают следующие виды машинной печати: прямую, вытравную и резервную.
Прямая печать — рисунок наносится на отбеленную или окрашенную в светлые тона ткань.
Вытравная печать — ткань предварительно окрашивают в один цвет гладким крашением, затем печатными валами по определенному рисунку на окрашенную ткань наносят загущен-: ные химически действующие составы (вытравку), которые обесцвечивают краситель в этих местах.
Резервная печать — на неокрашенную ткань наносят особый защитный состав-резерв, который препятствует закреплению красителя на тех местах, где он был нанесен. Обработанную таким образом ткань красят гладким крашением. При
176
этом резервные места не окрашиваются и получаются белые или закрашенные в другой цвет места по окрашенному фону.
Заключительная отделка тканей включает в себя ряд процессов, которые улучшают внешний вид, структуру и свойства тканей. Заключительная отделка может включать следующие основные операции: спиртовку тканей, аппретирование, шире-ние, каландрирование, подворсовку, стрижку и чистку, заключительную декатировку, фиксацию.
Спиртовка тканей — это процесс легкого отбеливания нет окрашенных участков набивных тканей.
Аппретирование заключается в обработке тканей клеящими веществами для придания им полноты на ощупь, жесткости или мягкости, гигроскопичности, уменьшения загрязняемос-ти, лучшей отстирываемости.
Ширение (выравнивание утка) — процесс придания тканям стандартной ширины и устранения перекосов. Перед ширением ткань увлажняют.
Каландрование осуществляется с целью разглаживания и уплотнения тканей, придания ей гладкой глянцевой поверхности, блеска и др. Каландры состоят из системы металлических и наборных валов.
Подворсовка проводится для хлопчатобумажных и шерстяных тканей на ворсовальных машинах с целью поднятия ворса, примятого в процессе отделочных операций.
Стрижка и чистка для шерстяных тканей проводятся на стригальных машинах для удаления с лицевой поверхности торчащих концов волокон или выравнивания по высоте начесного ворса.
Заключительная декатировка — это обработка шерстяных тканей горячим паром с целью предотвращения усадки, снятия внутренних напряжений, устранения блеска.
Фиксация — ткани из синтетических нитей проходят вторичную стабилизацию (фиксацию) путем термической обработки в натянутом состоянии.
Специальные виды отделки применяют для увеличения срока службы и улучшения эстетических и гигиенических свойств тканей. К наиболее широко применяемым специальным видам отделки тканей относятся: несмываемый аппрет, стойкое тиснение, отделка с устойчивым блеском, форниз (формирование несминаемого изделия), износостойкая, антистатическая, металлизация, водонепроницаемая, водоотталкивающая, противоусадочная, противогнилостная, противомолевая, огнеупорная и др.
177
8.5. Основы трикотажного производства 8.5.1. Понятие о трикотаже
Трикотаж — это изделия или полотна, получаемые из одной нити или системы нитей путем образования петель и их взаимного переплетения.
Основными элементами трикотажа являются петли, наброски и протяжки. Сочетание элементов петельной структуры, составляющих непрерывный элементарный ряд, и чередование этих рядов создают переплетение. Петли, расположенные в одном ряду по ширине трикотажа, образуют горизонтальный петельный ряд, а петли, нанизанные одна на другую по вертикали, — вертикальный петельный столбик.
Переплетение трикотажа наряду с нитями, используемыми для его изготовления, является важнейшей качественной характеристикой и определяет внешний вид и свойства трикотажа: растяжимость, распускаемость, поверхностную плотность, толщину, формоустойчивость и т. д. Применяя различные переплетения, можно получать трикотаж с различными свойствами, узорными или структурными эффектами.
Трикотаж характеризуется большим многообразием переплетений, которые подразделяют на следующие классы: главные, производные, рисунчатые и комбинированные.
К классу главных относят переплетения, состоящие из одинаковых элементов структуры (петель). Главные переплетения образуют гладкую и равномерную поверхность трикотажа.
К классу производных относят переплетения, образованные из сочетания нескольких главных, взаимно ввязанных так, что между петельными столбиками одного помещаются петельные столбики другого или нескольких таких же переплетений. Производные переплетения, также, как и главные, образуют трикотаж с гладкой равномерной поверхностью, но в отличие от них имеют меньшую растяжимость и большую прочность на разрыв.
К классу рисунчатых относят переплетения, образованные на базе главных или производных путем введения в них дополнительных элементов (набросков, протяжек, дополнительных нитей) или изменения процессов выработки, позволяющих получать трикотаж с новыми свойствами.
К классу комбинированных относят переплетения, в которых сочетаются признаки различных главных, производных или рисунчатых переплетений. Число комбинированных пере-
178
плетений трикотажа неограниченно. В зависимости от сочетания переплетений разных классов различают трикотаж про-стых комбинированных, производно-комбинированных, рисунчатых и сложных комбинированных переплетений. При выработке трикотажа комбинированными переплетениями путем различного сочетания элементов структуры могут быть получе-ны разнообразные рисунчатые эффекты: цветные, оттеночные/ рельефные, ворсовые и т. д.
В зависимости от способа образования трикотажа переплетения каждого класса подразделяются на поперечно-вязаные (кулирные) и основовязаные (продольновязаные). В кулирном трикотаже петельный ряд образуется последовательным изгибанием одной нити, а в основовязаиом трикотаже — одновременным прокладыванием на иглы и изгибанием целой системы параллельно расположенных нитей.
По числу петельных слоев поперечновязаный и основовяза-ный трикотаж подразделяют на два вида: одинарный (однофон-турный) и двойной (двухфонтурный). Одинарный трикотаж вырабатывают на машинах с одной игольницей — однофонтур-ных, двойной трикотаж — на машинах с двумя игольницами — двухфонтурных. В отдельных случаях одинарный трикотаж может быть получен на двухфонтурных машинах при условии использования одной игольницы.
Двойной трикотаж может быть однояйцевым, двухлицевым и двухизнаночным.
Кроме класса, переплетение может характеризоваться раппортом. Раппорт переплетения — это наименьшее число петельных рядов (раппорт по высоте) или петельных столбиков (раппорт по ширине), после которых порядок чередования петель, набросков или протяжек в переплетении повторяется.
Трикотажные изделия вырабатывают различными способами: регулярным, полурегулярным, раскройным и комбинированным.
Регулярным называют способ, при котором на специализированных машинах получают целыювязаное изделие или детали, не требующие подкроя при их соединении в изделие.
При попу регулярном, способе изделие получают из трубчатого или плоского купона, ширина и длина которого равны соответствующему размеру изделия. Купоны вяжутся на трикотажной машине сплошной лентой, после чего отделяются один от другого по разделительному ряду специально ввязанной разделительной нитью. Нижний край купона не распускается и не требует швейной обработки. Купоны подкраивают по линиям проймы, горловины и оката рукава.
179
Раскройный способ состоит в том, что полотно, полученное на трикотажной машине, раскраивают подобно тканям, т. е. из полотна вырезают плоские детали изделия по контуру, которые затем соединяют швами, придавая изделиям необходимую форму.
При комбинированном способе различные детали изделия изготавливаются регулярным (полурегулярным) и раскройным способами.
8.5.2. Общие сведения о трикотажных машинах
Существует много типов трикотажных машин. В соответствии с конструктивной классификацией трикотажные машины делят на пять групп:
• чулочные автоматы (ЧА);
• круглотрикотажные машины (КТ);
• плосковязальные машины (ПВ);
• котонные машины (КМ);
• основовязальные машины (ОВ).
Первые три группы машин данной классификации в большинстве случаев имеют подвижные относительно своего ложа (игольницы, которую называют фонтурой) иглы, а четвертая группа (котонные машины) — подвижные кулирные и распределительные платины. Только группа основовязальных машин выпускается исключительно с иглами, неподвижно закрепленными на игольнице. Для машин с иглами, подвижными относительно игольницы, характерно последовательное провязывание петель отдельными иглами.
Если иглы относительно игольницы неподвижны, то в случае плоской игольницы провязывание будет осуществляться одновременно на всех иглах, а в случае круглой игольницы, имеющей вид цилиндра, — последовательно каждой иглой.
Каждую группу машин подразделяют на типы по следующим признакам:
• по количеству игольниц — однофонтурные или двухфон-турные;
• по способу вязания — поперечно-вязальные (кулирные) или основовязальные;
• по виду применяемых игл — с крючковыми, язычковыми, движковыми и особой конструкции иглами;
• по виду вырабатываемой продукции — в соответствии с технологическим назначением машины.
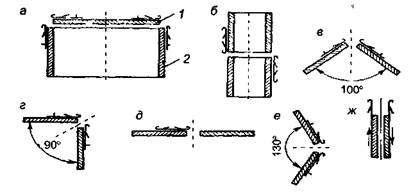
В двухфонтурных чулочных автоматах и кругловязальных машинах фонтуры могут располагаться горизонтально и вертикально. Горизонтальную фонтуру выполняют в виде диска 1, а
180
нертикальную — в виде цилиндра 2 (рис. 8.10, а). Кругловя-зальная машина может иметь обе фонтуры вертикальные, в виде цилиндров (рис. 8.10, б).
РисРасположение игольниц в двухфонтурных машинах:
а — расположение и виды фонтур в машине; б — кругловязальная
машина; в — плосковязальная машина с наклонным расположением
фонтур, г — плосковязальная машина с горизонтальным
и вертикальным расположением фонтур; д — оборотная
плосковязальная машина с горизонтальным расположением фонтур;
е — оборотная плосковязальная машина с вертикальным
расположением фонтур, ж — основовязальная машина;
1 — диск; 2 — цилиндр
В плосковязалъных машинах фонтуры обычно наклоняют друг к другу под углом 100° (рис. 8.10, в), что связано с условиями прокладывания нити на иглы. Но известны плосковязальные машины, где фонтуры расположены вертикально и горизонтально под углом 90° друг к другу (рис. 8.10, г). В оборотных плосковязальных машинах обе фонтуры располагают горизонтально (рис. 8.10, д) или под углом 130° в вертикальной плоскости (рис. 8.10, е). Наконец в двухфонтурных основовязальных машинах, где обе фонтуры подвижны, так как они перемещаются вместе с иглами, их располагают вертикально (рис. 8.10, ж).
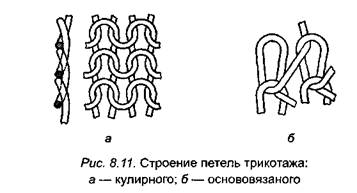
Поперечно-вязальные (кулирные) машины характеризуются выработкой трикотажа, у которого горизонтально расположенные петли образуются последовательно одной и той же нитью (рис. 8.11, а). Основовязалъные машины отличаются от поперечно-вязальных выработкой трикотажа с вертикальным или диагональным расположением петель (рис. 8.11, б), образованных из одной и той же нити. В этом случае число нитей, заправляемых в машину, зависит от числа работающих игл.
181
Кроме вышеперечисленных конструктивных особенностей, трикотажные машины по технологическим признакам подразделяют на три группы: чулочную, бельевую и верхнего трикотажа. По этим признакам специализируются и трикотажные фабрики.
8.5.3. Производство бельевых трикотажных изделий
Бельевое производство на трикотажных фабриках состоит из следующих технологических процессов: вязания бельевых трикотажных полотен, крашения и отделки полотен, пошива изделий.
Вязание бельевых трикотажных полотен осуществляется на круглотрикотажных и основовязальных машинах. Кроме получения бельевых изделий из полотен, в последнее время широко применяют полурегулярный способ изготовления женского белья на круглотрикотажных машинах в виде купонов трубчатой формы. Изготовление женского белья в виде купонов значительно экономичнее, так как при этом уменьшаются отходы при раскрое и сокращается число швейных операций. Кроме того, купонное белье лучше, чем кроеное, облегает фигуру и имеет красивый внешний вид. Однако изготовление кроеного белья из полотен применяется шире, так как оно универсально для получения всех видов и размеров белья.
Трикотажные полотна для белья вырабатывают из хлопчатобумажной, хлоиковискозной, хлопколавсановой и шерстяной пряжи и из искусственных и синтетических нитей — гладких и текстурированных.
Для бельевого ассортимента широко используют полотна главных, производных и рисунчатых переплетений.
Полученные на круглотрикотажных машинах полотна имеют форму трубки, в таком виде их оставляют для прохождения отделочных операций.
182
Полотна, изготовленные на основовязальных машинах, имеют плоскую форму. Так как эти полотна сильно закручиваются по краям, то перед отделочными операциями их сшивают по краям, придавая им круглую форму.
Связанные на трикотажных машинах полотна сортируются и маркируются. Маркировка полотна производится с двух сторон каждого куска и может выполняться штампами, карандашом с краской или вышивкой.
Крашение и отделка полотен. Бельевое трикотажное полотно подвергается комплексу мокрых и смешанных обработок для придания ему соответствующих механических, потребительских свойств и красивого внешнего вида. Отделка трикотажных полотен обычно состоит из следующих операций:
• отваривания, или размасливания (промывания) для удаления из волокон замасливателей, загрязнений и природных примесей и повышения способности волокон поглощать красители;
• беления и крашения для придания полотну определенного цвета;
• аппретирования для придания полотну свойств, улучшающих качество изделий, изготовляемых из него;
• обезвоживания (отжима), расправления и сушки;
• ширения и декатировки для придания полотну устойчивых размеров, мягкого грифа и исправления деформаций его петельной структуры;
• разбраковки готового полотна для определения его качества.
Круглые трикотажные полотна из синтетических нитей пос-ле сушки подвергают термофиксации (стабилизации) для придания им несминаемости, устойчивости формы и размеров.
Отдельные виды бельевых основовязаных полотен из хими-ческих нитей после сушки подвергаются тиснению для образования на их поверхности рельефного рисунка или плиссированию,
Пошив бельевых изделий из трикотажного полотна осуществляется в раскройно-швейных цехах трикотажных фабрика Этот процесс представляет собой самостоятельный технологи-ческий цикл в общей технологии переработки пряжи и нитей в трикотажные изделия, включающий раскрой полотна и шитье изделий.
Раскрой полотна производится в настиле, который выполняется настилочными машинами. Высота настила зависит от вида полотна и его толщины и ограничивается размерами рабочих органов раскройных машин. Настил полотна разрезают вручную передвижными раскройными машинами с прямыми и дисковыми ножами и стационарными ленточными машинами.
183
Раскроенные детали после контроля и сортировки комплектуют в пачки по артикулам полотна, цвету, оттенку и рисунку. Чтобы обеспечить комплектность, к пачке деталей изделий подбирают соответствующие прикладные материалы.
Шитье изделий включает целый комплекс операций, которые разделяют на швейные, влажно-тепловые и вспомогательные.
Швейные операции выполняются на швейных машинах различных типов. К ним относятся не только операции соединения деталей изделий строчками для придания им определенной формы, но и обметывание петель, пришивание пуговиц, настрачивание тесьмы и кружев, краевая отделка изделий, вышивка и т. д.
Влажно-тепловая обработка бельевых изделий (разглаживание швов, придание формы) производится с помощью прессов, формовочных машин, паро-воздушных манекенов, а также утюгов.
Вспомогательные операции включают в себя пришивание этикеток, сортировку изделий, очистку готовых изделий от концов ниток, а также упаковку готовых изделий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
