

В себестоимости производства суперфосфата наибольшая доля затрат (93—96 %) приходится на стоимость сырья, при этом себестоимость гранулированного двойного суперфосфата выше, чем порошкообразного. Однако гранулирование способствует значительному улучшению качества и агрохимических свойств удобрений. Себестоимость двойного суперфосфата на 10—13 % выше, чем простого, но это увеличение компенсируется экономией труда при его транспортировке и внесении в почву.
9.2.3. Основы технологии калийных удобрений
Калийные минеральные удобрения представляют собой природные или синтетические соли и содержат питательный элемент в форме иона калия К+.
Калийные удобрения подразделяются на хлорсодержащие (основной компонент — хлорид калия КС1) и бесхлорные (например, K2SO4).
Все калийные удобрения растворимы в воде. Их выпускают в порошкообразном и гранулированном виде. Содержание питательного элемента (в пересчете на К2O) колеблется от 10 % в природных минералах до 60 % в концентрированном удобрении — хлориде калия. В общем ассортименте калийных удобрений около 94 % приходится на хлорид калия, содержащий 92—95 % КС1 (53,1—60,6 % К20).
239
В качестве сырья для получения калийных удобрений в нашей стране используется сильвинит (КС1 • NaCl) — минерал, представляющий собой механическую смесь сильвина КС1 и га-лита NaCl.
Получают хлористый калий из сильвинита двумя основными способами:
• химическим, основанным на различной растворимости КС1 и NaCl при разных температурах (галургический метод);
• физическим, основанным на различной смачиваемости КС1 и NaCl (метод флотации).
Галургический хлорид калия имеет кристаллы белого цвета с сероватым оттенком. Флотационный хлорид калия имеет более крупные кристаллы (= 0,75 мм), которые окрашены в розоватый цвет.
Галургический метод выделения хлорида калия из сильвинита основан на различии температурных коэффициентов растворимости хлоридов калия и натрия при их совместном присутствии, т. е. в системе «КС1—NaCl—Н20». В растворах, насыщенных обеими солями, при повышении температуры с 20—25 ° С до 90—100 °С содержание хлорида калия возрастает примерно в два раза, а хлорида натрия — несколько уменьшается.
При охлаждении этого горячего раствора он становится перенасыщенным хлоридом калия, который будет кристаллизоваться, а хлорид натрия останется в растворе. При последующем нагревании раствора он останется насыщенным хлоридом натрия и становится ненасыщенным хлоридом калия. Поэтому при обработке таким раствором нового количества сильвинита из него будет извлекаться только хлорид калия, переходящий в раствор, а хлорид натрия растворяться не будет.
Упрощенная схема получения КС1 из сильвинита галурги-ческим методом включает следующие основные стадии (см. рис. 9.5):
• дробление и усреднение руды по гранулометрическому составу;
• растворение (выщелачивание) хлорида калия из сильвинита горячим оборотным раствором (щелоком);
• отделение горячего щелока от твердой фазы (хлорида натрия и пустой породы) отстаиванием и его осветление;
• охлаждение раствора и кристаллизация из него хлорида калия;
• фильтрование суспензии и отделение концентрата хлорида калия;
• сушку концентрата хлорида калия;
• нагревание оборотного раствора и возвращение его на стадию выщелачивания сильвинита.
240
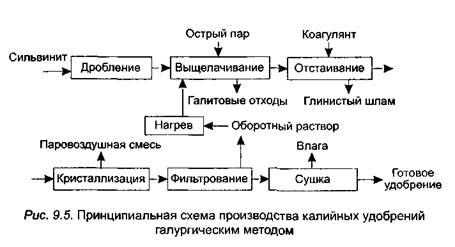
Выщелачивание хлорида калия из Сильвинита производится в шнековом растворителе оборотным раствором (щелоком), нагретым до 105—115 °С, с добавлением острого пара, при этом КС1 переходит в раствор, а нерастворяющийся NaCl удаляется в виде галитовых отходов. Добавление коагулянтов в раствор КС1 при отстаивании способствует более полному удалению глинистого шлама и осветлению раствора. Далее хлорид калия кристаллизуется в вакуум-кристаллизаторе, в котором вакуум создается с помощью пароструйных эжекторов, отсасывающих паровоздушную смесь. При фильтровании от кристаллов КС1 отделяется оборотный раствор, который после подогрева возвращается на стадию выщелачивания сильвинита.
Галургический метод позволяет комплексно перерабатывать полиметаллические руды, извлекая из них все полезные компоненты, в том числе хлориды магния и пищевой хлорид натрия.
В флотационном методе получения хлорида калия используется различная способность к смачиваемости водой частичек NaCl и КС1. Предварительно измельченную руду смешивают с водой (водным раствором), далее пропускают через полученную пульпу воздух, который распределяется в ней в виде мелких пузырьков. Гидрофобные минералы, которые не способны смачиваться водой (к ним относится КС1), прилипают к пузырькам воздуха и выносятся на поверхность пульпы в виде пены, которую затем удаляют и фильтруют для выделения твердых частиц. Гидрофильные минералы, которые хорошо смачиваются водой (к ним относится NaCl), оседают на дне флотационной машины и выводятся через сливное отверстие.
Для лучшего разделения гидрофобных и гидрофильных частиц исходного сырья используют так называемые флотационные реагенты. Основное назначение этих реагентов — направленно изменять смачиваемость поверхности того или иного ми-
241
нерала и таким образом регулировать процесс флотации. В зависимости от назначения флотореагенты подразделяются на пенообразователи, собиратели, депрессоры, активаторы.
К пенообразователям относятся вещества, способствующие образованию устойчивых пузырьков воздуха и обильной пены.
Собиратели (или коллекторы) — вещества, способные селективно адсорбироваться на поверхности минералов и придавать ей смачиваемость.
Депрессоры (подавители) — вещества, снижающие адсорбцию собирателей на поверхности минералов.
Активаторы — вещества, улучшающие адсорбцию собирателей на поверхности частичек минералов.
При флотации руд, содержащих свыше 2,5 % примесей, применяют технологические схемы обогащения с депрессией глинистых шламов или с предварительным механическим обес-шламливанием. Такая упрощенная схема флотации калийных руд представлена на рис. 9.6.
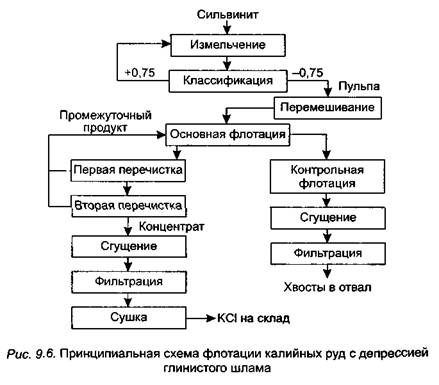
Добытая шахтным способом сильвинитовая руда первоначально подвергается мокрому помолу в стержневых мельни-
242
цах. Полученную пульпу классифицируют на дуговом сите с отделением кристаллов размером не более 0,75 мм. Оставшаяся после классификации фракция с частицами размером более 0,75 мм (на рис. 9.6 обозначена как +0,75) возвращается на измельчение новых порций сильвинита, а фракция с частицами размером менее 0,75 мм (-0,75) смешивается около 3 мин с 2 % - ным водным раствором карбоксиметилцеллюлозы (депрессором) и направляется на основную флотацию с предварительным добавлением в нее собира% - ного раствора гидрохлорида амина) и вспенивателя (соснового масла).
Полученный в результате флотации концентрат, содержащий в основном хлористый калий, подвергается двум перечисткам. Затем пенный продукт (после перечисток) сгущается и фильтруется на вакуум-фильтрах, а отфильтрованные кристаллы КС1 высушиваются до 1 % - ного остаточного содержания влаги. Готовый продукт отправляется на склад храпения и отгрузки.
Галитовые хвосты основной флотации представляют собой смесь галита (NaCl) с глинистым шламом, песком и т. д. Они подвергаются классификации на дуговых ситах или гидроциклонах для отделения частиц размером более 0,25 мм. Эту фракцию отфильтровывают на вакуум-фильтрах, а фракцию с частицами размером менее 0,25 мм направляют на сгущение. Из сгустителя одна часть шлама вместе с крупной фракцией (размер частиц — более 0,25 мм) поступает на вакуум-фильтр, а вторая — идет в отвал.
Галитовые хвосты, полученные по этой схеме, загрязнены глинистым шламом, что затрудняет их обработку и увеличивает потери целевого продукта (КС1); образующийся концентрат содержит около 93 % КС1 и 0,8 % нерастворимого остатка при степени извлечения сильвина из руды 85—90 %.
9.3. Основы технологии переработки топлива
Топливом называется одно - или многокомпонентное вещество, представляющее собой источник энергии. Поэтому топливо называют также энергоносителем.
Современное промышленное производство базируется в основном на химическом органическом топливе. В зависимости от назначения химическое топливо делится на:
• энергетическое, используемое для выработки тепловой и электрической энергии на ТЭЦ, в котельных установках и т. д.;
• технологическое, применяемое непосредственно для проведения различных технологических процессов в промышленных печах (коксование, выплавка металлов, обжиг, сушка, ректификация и др.).
243
Эффективность использования химического топлива в качестве источника энергии зависит от условий сжигания и состава топлива.
Природное химическое топливо состоит из горючей массы, минеральных веществ и воды (так называемое рабочее топливо). После удаления влаги получают обезвоженное (сухое) топливо. Горючая часть топлива включает вещества, содержащие углерод и водород (органическая масса) и окисляемые соединения серы (органические и неорганические сульфиды). Минеральные вещества топлива — это различные соли металлов (карбонаты, силикаты, сульфаты и др.), образующие при сжигании топлива золу.
Из всех известных видов топлива наибольшее значение имеет органическое топливо, сжиганием которого получают тепловую энергию, а переработкой — сырье для нефтехимическая
промышленность" href="/text/category/himicheskaya_i_neftehimicheskaya_promishlennostmz/" rel="bookmark">химической промышленности.
В настоящее время наиболее широко применяются продукты переработки нефти (нефтепродукты). Их производство осуществляется и в нашей стране, поэтому подробно рассмотрим технологии переработки нефти.
Нефть является жидким горючим ископаемым. Она залегает обычно на глубине 1,2—2 км и более в пористых или трещиноватых горных породах (песках, песчаниках, известняках). Нефть представляет собой маслянистую жидкость от светло-коричневого до темно-бурого цвета со специфическим запахом, плотностью 0,65—1,05 г/см3. По составу нефть представляет собой сложную смесь углеводородов, главным образом парафиновых и нафтеновых, в меньшей степени — ароматических. Ее элементный состав (массовая доля, %): углерод (С) — 82—87, водород (Н) — 11—14, сера (S) — 0,1—5,5.
В зависимости от получаемых из нефти продуктов существует три варианта ее переработки:
• топливный, применяемый для получения моторного и котельного топлива;
• топливно-масляный, которым вырабатывают топливо и смазочные масла;
• нефтехимический (комплексный), продуктами которого являются не только топливо и масла, но и сырье для химической промышленности (олефины, ароматические и предельные углеводороды и др.).
Жидкое топливо, полученное из нефти, в зависимости от его использования делят на:
• карбюраторное (авиационные и автомобильные бензи
ны) — для двигателей внутреннего сгорания;
244
• реактивное (керосин) — для реактивных и газотурбинных двигателей;
• дизельное (газойль, соляровый дистиллят) —- для дизельных двигателей;
• котельное (мазут) — для топок паровых котлов, гене-ра торных установок, металлургических печей.
В общем случае переработка нефти на нефтепродукты включает ее добычу, подготовку и процессы первичной и вторичной переработки (рис. 9.7).

Добыча нефти осуществляется посредством бурения скважин.
Подготовка извлеченной из недр нефти заключается в удалении из нее примесей (попутного газа, пластовой воды с минеральными солями, механических включений) и стабилизации по составу. Эти операции проводят как непосредственно на нефтяных промыслах, так и на. нефтеперерабатывающих заводах.
Первичная переработка нефти, осуществляемая физическими методами (главным образом прямой перегонкой), состоит в разделении ее на отдельные фракции (дистилляты), каждая из которых является смесью углеводородов.
Вторичная нефтепереработка представляет собой разнообразные процессы переработки нефтепродуктов, полученных в результате первичной переработки. Эти процессы сопровождаются деструктивными превращениями содержащихся в нефтепродуктах углеводородов и являются по своей сути химическими процессами.
9.3.1. Основы технологии прямой перегонки нефти
Процесс прямой перегонки основан на явлениях испарения и конденсации смеси веществ с различными температурами кипения (см. подпараграф 4.2.4).
Кипение смеси начинается при температуре, равной средней температуре кипения составных частей. При этом в парообразную фазу переходят преимущественно легкие низкокипящие
245
компоненты (имеющие меньшую плотность и кипящие при более низких температурах), а в жидкой фазе остаются высококи-пящие (имеющие большую плотность и кипящие при более высоких температурах). Если образовавшуюся парообразную фазу отвести и охладить, из нее конденсируется жидкая. В нее по рейдут главным образом высококипящие (тяжелые) компоненты, а в парообразной фазе останутся легкие.
Таким образом, из исходной смеси получают три фракции. Одна из них, оставшаяся жидкой при кипении, содержит про имущественно высококипящие компоненты; вторая, сконден сировавшаяся, имеет состав, близкий к составу исходной смеси; третья, парообразная, содержит в основном низкокипящис компоненты.
За счет однократных (перегонка) либо многократных (ректификация) процессов кипения и конденсации полученных фракций можно добиться достаточно полного разделения низко - и высококипящих компонентов.
Технологический процесс прямой перегонки нефти (рис. 9.8) состоит из четырех основных операций: нагрева смеси, испарения, конденсации и охлаждения полученных фракций.

В зависимости от глубины переработки нефти установки перегонки подразделяются на два вида:
• одноступенчатые, работающие при атмосферном давле нии (AT);
• двухступенчатые (атмосферно-вакуумные) (АВТ), в которых первая ступень, как правило, работает при атмосферном давлении, а другая — при давлении ниже атмосферного (5—8 кПа).
246
При двухступенчатой перегонке нефть предварительно обессоливают и обезвоживают, затем нагревают в трубчатой печи первой ступени до температуры 300—350 ° С (на 25—30 °С выше температуры кипения). Разделение нефти на фракции производят в ректификационной колонне, которая представляет собой цилиндрический аппарат высотой 25—55 м и диаметром 5—7 м. Предварительно нагретую нефть подают в нижнюю часть колонны. Здесь нефть закипает и разделяется на две фазы: парообразную и жидкую. Жидкие продукты стекают вниз, а пары поднимаются вверх по колонне. В верхнюю часть колонны подается орошающая жидкость (флегма). Поднимающиеся снизу пары многократно контактируют по высоте колонны со стекающей жидкой фазой. Встречаясь с поднимающимися горячими парами, орошающая колонну жидкость нагревается и частично испаряется. Пары, отдавая ей теплоту, конденсируются, и конденсат стекает в нижнюю часть колонны. По мере подъема паров их температура уменьшается, при этом стекающая вниз флегма все более обогащается тяжелыми фракциями, поднимающиеся пары — легкими. Внизу колонны собирается жидкость, содержащая наиболее тяжелые фракции (мазут). Мазут сливается из нижней части колонны и охлаждается в теплообменниках, нагревая при этом подаваемую в колонну нефть.
Для поддержания процесса кипения в ректификационную колонну подается перегретый пар, который уносит с собой остатки легких фракций, не испарившихся ранее. Самая легкая бензиновая фракция при температуре 180—200 ° С отводится из колонны в виде паров в конденсатор и отделяется от воды в сепараторе. Часть бензиновой фракции возвращается в колонну для орошения.
С промежуточных зон колонны отводятся так называемые средние фракции: керосиновая, кипящая при температуре 200—300 °С, и газойлевая (температура кипения 300—350 °С). Иногда отводят также другие фракции, например лигроин (160—200 °С), керосиногазойлевую фракцию (270-320 °С).
Полученный после первоначальной перегонки мазут (его выход — около 55 % исходной нефти) из первой ректификационной колонны перекачивается в трубчатую печь второй ступени, где нагревается до 400—420 °С. Из печи мазут поступает во вторую ректификационную колонну, работающую при давлении ниже атмосферного (остаточное давление — 5—8 кПа). Из нижней части этой колонны выводится гудрон, а по высоте отбираются масляные дистилляты.
Производительность двухступенчатых установок составляет 8—9 тыс. т нефти в сутки. Выход бензина при прямой перегонке зависит от фракционного состава нефти и колеблется от 3 до 15 %.
24Т
9.3.2. Основы технологии крекинга нефтепродуктов
Сравнительно малый выход бензина (до 15 %) при прямой перегонке вызывает необходимость переработки других, менее ценных фракций, получаемых при прямой перегонке нефти и содержащих тяжелые молекулы углеводородов. Такая переработка называется крекингом.
Крекинг (англ. to creak — раскалывать, расщеплять) — расщепление длинных молекул тяжелых углеводородов, входящих в состав, например мазута, на более короткие молекулы легких низкокипящих продуктов.
Главными факторами, влияющими на протекание процесса крекинга, являются температура и продолжительность выдержки: чем выше температура и больше продолжительность выдержки, тем полнее идет процесс и больше выход продуктов крекинга. Большое влияние на ход и направление процесса крекинга оказывают катализаторы. При соответствующем подборе катализатора можно проводить реакцию при меньших температурах, обеспечивая получение необходимых продуктов и увеличение их выхода.
Исходя из вышеизложенного, различают две разновидности крекинга: термический и каталитический.
Термический крекинг ведут при повышенных температурах под высоким давлением (температура 450—500 °С и давление 2—7 МПа). Основной целью термического крекинга является получение светлого топлива из мазуаа или гудрона.
Термический крекинг осуществляется в трубчатых печах, в которых происходит расщепление тяжелых углеводородов (рис. 9.9).
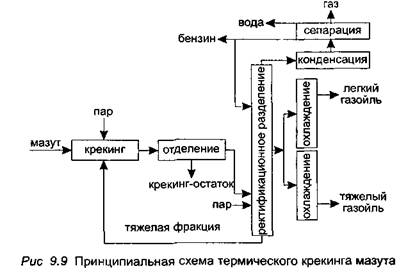
Далее смесь продуктов крекинга и непрореагировавшего сырья проходит через испаритель, в котором отделяется крекинг-остаток, т. е. вещества, не поддающиеся крекингу. Легкие продукты поступают в ректификационную колонну для разделения и получения легких товарных фракций.
При термическом крекинге, например мазута, примерный выход продуктов следующий: крекинг-бензина — 30—35 %, крекинг-газов — 10—15, крекинг-остатка — 50—55 % .
Крекинг-бензины применяются как компоненты автомобильных бензинов, крекинг-газы используются как топливо или сырье для синтеза органических соединений; крекинг-остаток, представляющий собой смесь смолистых, асфальтено-вых веществ, применяется как котельное топливо или сырье для производства битумов.
Термический крекинг может быть двух видов: низкотемпературный (висбрекинг) и высокотемпературный (пиролиз).
Низкотемпературный крекинг осуществляется при температуре 440—500 °Си давлении 1,9—3 МПа, при этом длительность процесса составляет 90—200 с. Он используется в основном для получения котельного топлива из мазута и гудрона.
Высокотемпературный крекинг протекает при температуре 530—600 °С и давлении 0,12—0,6 МПа и длится 0,5—3 с. Его основное назначение — получение бензина и этилена. В качестве побочных продуктов образуются пропилен, ароматические углеводороды и их производные.
Каталитический крекинг — переработка нефтепродуктов в присутствии катализатора. В последнее время этот метод находит все большее применение для получения светлых нефтепродуктов, в том числе бензинов. К его достоинствам относят:
• высокую скорость процесса, в 500—4000 раз превышающую скорость термического крекинга, и как следствие, — более мягкие условия процесса и меньшие энергозатраты;
• увеличение выхода товарных продуктов, в том числе бензинов, характеризующихся высоким октановым числом и большей стабильностью при хранении;
• возможность ведения процесса в нужном направлении и получение продуктов определенного состава;
• большой выход газообразных углеводородов, являющихся сырьем для органического синтеза;
• использование сырья с высоким содержанием серы вследствие гидрирования сернистых соединений и выделения их в газовую фазу с последующей утилизацией.
В качестве катализаторов на установках каталитического крекинга используются синтетические алюмосиликаты.
249
Продукты каталитического крекинга из реактора поступают в ректификационную колонну, где разделяются на газы, бензин, легкий и тяжелый каталитические газойли. Непрореагировав-шее сырье из нижней части колонны возвращается в реактор.
Примерный выход продуктов при каталитическом крекинге следующий: крекинг-бензин — 35—40 %; крекинг-газ — 15—20; легкий крекинг-газойль — 35—40 %, тяжелый крекинг-газойль — 5— 8 % .
Бензин каталитического крекинга характеризуется хорошими эксплуатационными свойствами. Газы каталитического крекинга выгодно отличаются высоким содержанием изобутана и бутилена, используемых в производстве синтетических каучуков.
Разновидностью каталитического крекинга является рифор-минг, ход реакций в котором направлен главным образом на образование ароматических углеводородов и изомеров. В зависимости от катализатора различают следующие разновидности риформинга:
• платформинг (катализатор на основе платины);
• рениформинг (катализатор на основе рения).
На практике наибольшее распространение получил платформинг (рис. 9.10), представляющий собой каталитический процесс переработки бензино-лигроиновых фракций прямой перегонки, осуществляемый в присутствии водорода. Если платформинг проводится при 480—510 ° С и давлении от 15-105 до 3 ■ 106 Па, то в результате образуются бензол, толуол и ксилол. При давлении 5 • 106 Па получаются бензины, отличающиеся наивысшей стабильностью и малым содержанием серы.
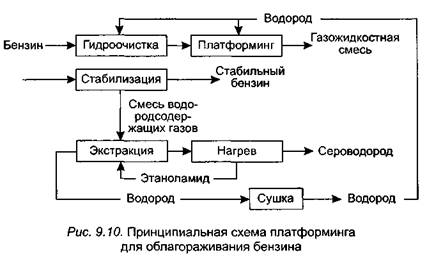
Наряду с жидкими продуктами при всех способах каталитического риформинга образуются газы, содержащие водород, метан, этан, пропан и бутан. Газы риформинга используют как сырье для органического и неорганического синтеза: метанола (этилового спирта), аммиака и других соединений. Выход газов каталитического риформинга составляет 5—15 % массы сырья.
Завершающей стадией нефтепереработки является очистка нефтепродуктов, которая осуществляется химическими и физико-химическими способами.
К химическим методам очистки нефтепродуктов относятся очистка серной кислотой и с помощью водорода (гидроочистка), к физико-химическим — адсорбционные и абсорбционные способы очистки.
Сернокислотная очистка заключается в том, что продукт смешивают с небольшим количеством 90—93 % H2SO4 при обычной температуре. В результате химических реакций получаются очищенный продукт и отходы, которые можно использовать для производства серной кислоты.
Гидроочистка заключается во взаимодействии водорода с очищаемым продуктом в присутствии алюмокобальтмолибдено-вых катализаторов при температуре 380—420 ° С и давлении отдо 4-106 Па и удалении сероводорода, аммиака и воды.
При адсорбционном методе очистки нефтепродукты обрабатывают отбеливающими глинами или силикагелем. В этом случае адсорбируются сернистые, кислородосодержащие соединения, смолы и легкоминерализующиеся углеводороды.
Абсорбционные методы очистки заключаются в избирательном (селективном) растворении вредных компонентов нефтепродуктов. В качестве селективных растворителей как правило используются жидкая двуокись серы, фурфурол, нитробензол, дихлорэтиловый эфир и др.
После очистки нефтепродукты не всегда остаются стабильными. В этих случаях к ним добавляются в очень небольших количествах антиокислители (ингибиторы), резко замедляющие реакции окисления смолистых веществ, входящих в состав нефтепродуктов. В качестве ингибиторов применяют фенолы, ароматические амины и другие соединения.
Переработка нефти характеризуется высоким уровнем затрат на сырье (50—75 % себестоимости продуктов нефтепереработки), электрическую и тепловую энергию, а также на основные фонды. Уровень затрат в нефтепереработке существенно зависит от состава нефти, предопределяющего глубину ее переработки, технологической схемы переработки, степени подготовки сырья к переработке и т. д. Так, при переработке высокосернистой нефти дополнительные капитальные и эксплуатацион-
251
ные затраты на ее перекачку и подготовку примерно в 1,5 раза выше, чем при переработке малосернистой нефти. В свою очередь высокопарафинистая вязкая нефть требует дополнительных затрат по ее депарафинизации, перекачке и хранению.
9.4. Основы технологии производства и переработки полимерных материалов
9.4.1. Общие сведеиия о полимерных материалах
Полимерными материалами называют вещества природного или искусственного происхождения, макромолекулы которых состоят из одинаковых многократно повторяющихся групп атомов, называемых мономерными (элементарными) звеньями.
Число мономерных звеньев, входящих в состав макромолекулы, — от 100 до 1000. Величина молекулярной массы оказывает влияние на свойства полимеров. Так, с увеличением молекулярной массы уменьшается растворимость полимера, повышается температура его плавления, возрастают прочность и твердость. Кроме того, свойства полимеров зависят от химического состава мономеров, формы цепей молекул и их строения (структуры полимера).
Полимеры классифицируют по ряду признаков. По происхождению полимеры подразделяются на:
• природные, или натуральные (например, биополимеры — белки, нуклеиновые кислоты, полисахариды);
• искусственные (получаемые химической переработкой природных полимеров, например ацетилцеллюлоза);
• синтетические (получаемые путем синтеза низкомолекулярных веществ — мономеров).
В зависимости от строения макромолекул различают полимеры линейной, разветвленной и сетчатой структуры.
Макромолекулы полимеров линейной структуры представляют собой открытую линейную цепь (например, натуральный каучук) или вытянутые в линию последовательные циклы (например, целлюлоза). Полимеры такого вида имеют невысокую прочность, легко плавятся, растворяются в органических растворителях.
Макромолекулы полимеров разветвленной структуры имеют форму линейной цепи с ответвлениями в виде коротких ветвей. Такие полимеры, как правило, менее эластичны, при нагревании размягчаются, но трудно плавятся, в растворителях лишь набухают.
Макромолекулы полимеров сетчатой структуры — результат связывания (сшивания) линейных и разветвленных це-
252
пей поперечными связями (мостиками). Эти полимеры чаще всего имеют кристаллическое строение, при повышенной температуре не плавятся, не разлагаются, не растворяются ни в каких растворителях и лишь иногда способны набухать (резина, поликонденсационные смолы).
По химическому составу макромолекул различают:
• гомополимеры — полимеры, образованные из одного мономера, например полиэтилен;
• сополимеры — полимеры, образованные из двух и более различных мономеров (например, бутадиен-стирольный каучук);
• олигомеры — полимеры сравнительно небольшой молекулярной массы. К олигомерам относятся многие синтетические, смолы — феноло-формальдегидные, эпоксидные, полиэфирные и другие, а также некоторые природные вещества, например антибиотики.
По химическому составу основной цепи полимеры делятся на:
• гомоцепные, основные цепи которых построены из одинаковых атомов;
• гетероцеппые, в основной цепи которых содержатся ато« мы различных элементов, чаще всего С, N, P, Si.
Среди гомоцепных полимеров наиболее распространены карбоцепные, которые содержат в основной цепи звенья только из атомов углерода.
В зависимости от фазового состояния полимеры могут находиться в кристаллическом, жидком (аморфном) и жидкокристаллическом (аморфно-кристаллическом) фазовых состояниях, различающихся степенью упорядоченности частей макромолекул в структуре полимера.
По отношению к нагреву все полимеры подразделяют на две большие группы:
• термопластичные, которые могут размягчаться при нагревании и затвердевать при охлаждении. Таким образом, их можно многократно нагревать до температуры плавления и ох лаждать. Это свойство термопластичных полимеров позволяет осуществлять их неоднократную переработку, в том числе используя брак и отходы. К термопластичным полимерам относятся полиэтилен, полипропилен, полистирол, поливинил хлорид и др.;
• термореактивные (реактопласты), которые плавятся при нагревании лишь в процессе образования, а затем их молекулы связываются между собой и образуют пространственную структуру, вследствие чего полимер затвердевает, необратимо теряя способность плавиться. К термореактивным полимерам отно-
253
сятся некоторые фенолоформальдегидные и другие поликонденсационные полимеры.
По назначению полимерные материалы делятся на следующие группы:
• пластические массы (пластмассы, пластики) и композиты;
• эластомеры (каучуки и резины);
• химические волокна;
• лакокрасочные материалы, полимерные покрытия и пленки;
• клеи и герметики.
Полимерные материалы отличаются от традиционных материалов, издавна используемых человечеством, комплексом особых свойств, высокой экономичностью методов переработки в изделия, практически неограниченной сырьевой базой. Для полимерных материалов характерны следующие положительные свойства:
• малая плотность и, как следствие, — высокий условный показатель прочности (отношение временного сопротивления на разрыв к плотности), превышающий аналогичный показатель лучших сортов стали;
• устойчивость к воздействию агрессивных сред, атмосферному и радиационному;
• ярко выраженные радио - и электротехнические свойства, в том числе диэлектрические, малозависящие от температуры и частоты электрического поля;
• широкий регулируемый диапазон фрикционных свойств;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
