

• увеличение единичных мощностей используемого оборудования и создание непрерывных технологических линий по производству керамических изделий (эволюционное развитие технологии);
294
• повышение уровня механизации и автоматизации трудо
емких стадий производства керамических изделий (рациона-
диетическое развитие технологии).
10.3.3. Осповы технологии стекла
Технология стекла — наука о совокупности технологических методов и последовательности выполнения процессов изготовления стекла и изделий на его основе, практическом их воплощении.
Стекло — твердый аморфный, прозрачный в той или иной области оптического диапазона (в зависимости от состава) материал, полученный при переохлаждении расплава, содержащего стеклообразующие компоненты (оксиды Si, В, Al, P и т. д.) и оксиды металлов (Li, К, Mg, Pb и т. д.).
Изделия из стекла характеризуются высокими механической прочностью и твердостью, химической стойкостью, водо - и газонепроницаемостью, отличными оптическими свойствами» что обусловливает высокую долговечность стеклянных изделий в строительных конструкциях. Вместе с тем существенными недостатками изделий из стекла являются их повышенная хрупкость, сложность механической обработки и опасность порезов и травм осколками стекла.
Стекло, как и керамика, является одним из древнейших искусственных материалов. Его технология в последнее время бурно развивается — создаются так называемые ситаллы, а также стекловолоконная оптика.
Основным классификационным признаком изделий из стекла является их назначение. По данному признаку стеклянные изделия подразделяют на следующие группы:
• бытовое стекло (посуда, художественные изделия, имитации под драгоценные камни в бижутерии, хрусталь, стеклотара и др.);
• техническое стекло (изоляторы, стеклоткань, триплекс, сталинит, оптическое стекло и др.);
• строительное стекло.
В свою очередь, строительное стекло подразделяется на следующие основные подгруппы:
• изделия и материалы для заполнения проемов зданий и сооружений (листовое стекло — оконное, витринное, армированное, узорчатое, увиолевое и др.; стеклопакеты);
• материалы и изделия для строительных конструкций (стекло профильное, стеклоблоки и др.);
295
• облицовочные и отделочные материалы (плитки стеклянные облицовочные, коврово-мозаичные, марблит, стемалит, смальта);
• теплоизоляционные материалы (пеностекло, стекловолокно, стекловата и др.).
Сырьевые материалы, используемые для производства стеклянных изделий, подразделяют на главные и вспомогательные.
Главные сырьевые материалы — это основные компоненты стекла: кремнезем (оксид кремния), глинозем (оксид алюминия), а также оксиды натрия, калия, кальция, магния и др. Главные сырьевые материалы предопределяют потребительские свойства стекла и вводятся в стекломассу главным образом в виде природных соединений. В частности, кремнезем, являющийся основным стеклообразующим компонентом, вводится в стекломассу в виде специально подготовленного кварцевого песка.
Вспомогательные сырьевые материалы вводятся в стекломассу для придания стеклу особых свойств или улучшения технологии его производства. Вспомогательные сырьевые материалы по своему назначению подразделяют па следующие группы:
• ускорители варки стекла — для снижения температуры процесса и увеличения скорости образования стекломассы (фтористые соединения);
• осветлители — для освобождения стекломассы от газовых пузырей (хлористый натрий, селитра и др.);
• обесцвечиватели — для предотвращения окрашивания стекла (селитра, сульфат натрия и др.);
• глушители — для получения непрозрачного стекла (соединения фтора и фосфора);
• красители — для окрашивания стекла в различные оттенки (соединения кобальта, хрома, марганца, урана, железа, серебра).
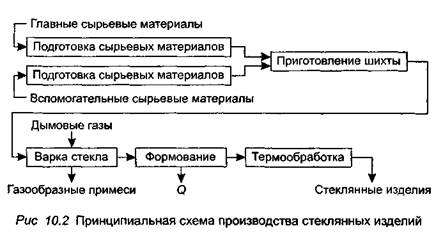
Кроме того, в состав смеси вводят также стеклобой. Вне зависимости от вида и назначения стеклянных изделий в технологии стекла выделяют следующие основные стадии:
• подготовка сырьевых материалов;
• приготовление стекольной шихты;
• варка стекла;
• формование (выработка стекла);
• термическая обработка.
Подготовка сырьевых материалов включает в себя следующие основные процессы: предварительное дробление, сушку, тонкое измельчение, классификацию по размерам частиц. Таким образом, на данной стадии используются преимущественно механические и тепловые процессы (см. подпараграфы 4.2.1, 4.2.3).
296
Приготовление стекольной шихты включает в себя следующие основные процессы: дозирование исходных материалов, их тщательное перемешивание для получения однородной смеси исходных компонентов — шихты, брикетирование и гранулирование шихты. Благодаря этим процессам устраняются пы-ление и расслаивание шихты, ускоряется процесс варки стекла. На этой стадии используются в основном механические процессы (см. подпараграф 4.2.1).
Варка стекла (стекловарение) — основная и самая сложная стадия в производстве стекла. По своей сущности это совокупность высокотемпературных химических процессов (см. параграф 4.3). Процесс варки стекломассы условно подразделяют на следующие этапы: силикатообразование, стеклообразова-ние, гомогенизация, студка.
В ходе силикатообразования (при температуре около 400 ° С) начинаются химические реакции в твердой фазе с образованием плотного монолитного спека.
При дальнейшем подъеме температуры (до 1000 °С) силикаты расплавляются, начинается стадия стеклообразова-н и я, в ходе которой образуется неоднородный, приобретающий прозрачность расплав исходных компонентов и продуктов их химического взаимодействия, а также выделяются газообразные продукты реакции, удаляемые из расплава. Удаление газовых пузырьков ускоряется путем введения осветлителей, перемешивания стекломассы, воздействия ультразвука.
На стадии гомогенизации (1400—1600 °С) обеспечивается химическая однородность стекломассы, получается стекло требуемого состава и свойств.
Студка представляет собой процесс охлаждения стекломассы до температур, при которых она имеет вязкость, оптимальную с точки зрения выбранного способа выработки изделий из стекла.
Варка стекла осуществляется в специальных стекловаренных печах периодического или непрерывного действия. Производительность современных стекловаренных печей может доходить до 600 т стекломассы в сутки, а их размеры — до 70 м длины, 10 м ширины и 1,5 м глубины. В качестве топлива в абсолютном большинстве случаев используется природный газ, подаваемый в пространство печи через специальные грелки.
Охлажденная до необходимой температуры выработки стекломасса поступает на стадию формования изделий. В зависимости от вида получаемой продукции в настоящее время используют следующие способы выработки стекла:
• вытягивание и прокат (например, производство листового стекла);
297
• прессование (например, производство сплошных изделий в заранее подготовленных пресс-формах);
• литье (например, производство полых изделий в литейных формах);
• выдувание, когда форма изделию придается с помощью сжатого воздуха;
• сварка, когда изделие состоит из двух и более деталей.
Кроме того, возможно комбинирование вышеперечислен
ных способов.
В последнее время для производства полированного листового стекла используют так называемый флоат-процесс, когда гладкая лицевая поверхность стекла формируется на поверхности расплавленного олова.
Таким образом, при формовании изделий из стекла используют сочетание механических и температурных воздействий с целью получения требуемых формы и размеров.
Термическая обработка является заключительной стадией в производстве изделий из стекла. В большинстве случаев стеклянные изделия подвергают отжигу — нагреву до температуры, которая на 20 ° С ниже температуры размягчения стекла (400— 600 °С) и последующему медленному охлаждению. Отжиг снимает внутренние напряжения, возникшие в выработанном изделии из-за неравномерности охлаждения его наружных и внутренних слоев, и тем самым уменьшает вероятность разрушения изделия под действием незначительных механических нагрузок.
В целом процесс производства стеклянных изделий условно может быть представлен в виде блок-схемы (рис. 10.2).
Основными направлениями развития технологии стекла являются следующие:
• улучшение технологии производства стеклянных изделий за счет совершенствования процессов подготовки сырьевых материалов и приготовления стекольной шихты, варки стекла, разработки эффективных методов формования, использования малоотходных и энергосберегающих процессов (революционное развитие технологии);
• увеличение единичных мощностей стекловаренных печей и создание непрерывных технологических линий по производству стеклянных изделий (эволюционное развитие технологии);
• повышение уровня механизации и автоматизации трудоемких стадий производства стеклянных изделий, особенно на стадиях формования и окончательной обработки готовых стеклянных изделий (рационалистическое развитие технологии).
10.3.4. Основы технологии бетона и железобетона
Технология бетона и железобетона — наука о совокупности технологических методов и последовательности выполнения процессов изготовления бетонных и железобетонных изделий, практическом их воплощении.
Бетон — искусственный каменный материал, получаемый в результате твердения смеси, состоящей из вяжущего вещества, заполнителей, специальных добавок и воды.
Железобетон — строительный материал, в котором соединены в монолитное целое затвердевший бетон и стальная арматура.
Бетонные и железобетонные изделия характеризуются достаточно высокой прочностью, которая зависит от вида используемого вяжущего вещества, заполнителя, добавок, качества используемой воды, степени уплотнения бетонной смеси, условий твердения.
Прочность железобетонных изделий более высокая, чем бетонных. Это обусловливается тем, что бетон при затвердевании прочно сцепляется со стальной арматурой, и под действием внешних сил оба материала работают совместно благодаря тому, что имеют близкие по значению коэффициенты температурного расширения в интервале температур до 100 °С. При этом бетон воспринимает сжимающие усилия, а арматура — растягивающие.
299

![]()
![]() Бетонные и железобетонные изделия отличаются также достаточно высокими морозостойкостью и водонепроницаемостью, огнестойкостью и долговечностью.
Бетонные и железобетонные изделия отличаются также достаточно высокими морозостойкостью и водонепроницаемостью, огнестойкостью и долговечностью.
Пористость бетона может регулироваться благодаря использованию различных заполнителей, а также специальных добавок — порообразователей (пено - и газообразующие добавки). Очевидно, что с пористостью непосредственно связаны плотность и теплопроводность бетона.
К недостаткам изделий из бетона и железобетона относят большую плотность (конструкции получаются достаточно массивными), повышенную по сравнению с другими строительными материалами тепло - и звукопроводность.
Тем не менее, бетон и железобетон достаточно технологичны, что обусловливает достаточно широкое применение этих материалов и изделий на их основе в строительном производстве. Основным показателем качества бетона является прочность при сжатии, по которой устанавливается марка бетона.
Бетон и железобетон являются сравнительно новыми строительными материалами, поэтому технология бетона и железобетона в последнее время бурно развивается в направлении создания бетонополимерных композиций (см. подробнее параграф 15.1), а также предварительно напряженных железобетонных конструкций.
Основными классификационными признаками строительных бетонов являются назначение, вид вяжущего, плотность, размеры заполнителя, структура.
По назначению бетоны подразделяются на конструкционные (используемые при приготовлении строительных изделий и конструкций, работающих в обычных условиях) и специальные (гидротехнический, теплоизоляционный, жаростойкий, кислотоупорный, дорожный, декоративный и др.).
По виду вяжущего вещества бетоны могут быть цементными, известковыми (силикатными), гипсовыми, полимерными и др.
По плотности бетоны подразделяются на особо тяжелые (плотностью более 2500 кг/м3), тяжелые (плотностью 1800— 2500 кг/м3), легкие (плотностью 500—1800 кг/м3) и особо легкие (плотностью менее 500 кг/м3).
По размерам заполнителя бетоны бывают крупнозернистые (размер частиц заполнителя свыше 10 мм) и мелкозернистые (размер частиц заполнителя менее 10 мм).
По структуре бетоны подразделяются на плотные, пористые, ячеистые.
300
Основными классификационными признаками железобетонных изделий являются вид армирования, внутреннее строение, плотность, назначение, конструктивные особенности.
По виду армирования железобетонные изделия подразделяются на изделия с ненапрягаемой и напрягаемой арматурой (предварительно напряженный железобетон). Предварительно напряженный железобетон имеет повышенные трещиноустой-чивость и сопротивление динамическим нагрузкам. Он более долговечен, создает возможность снижения массы железобетонных конструкций.
По внутреннему строению железобетонные изделия могут быть сплошными и пустотелыми, однослойными и многослойными (для каждого слоя используются разные виды бетона).
По плотности железобетонные изделия подразделяются так же, как и бетонные.
По назначению железобетонные изделия делятся на изделия для зданий (жилых, общественных, промышленных) и сооружений (транспортного, гидротехнического, энергетического и других видов строительства).
В номенклатуру изделий для зданий входят элементы фундаментов, стеновые панели и блоки, междуэтажные перекрытия, колонны, лестницы, фермы и др.
Номенклатура изделий для сооружений включает сваи, шпалы, пролетные строения, плиты, столбы, опоры линий электропередач, мостов и др.
По конструктивным особенностям железобетонные изделия бывают следующих видов: монолитные, сборные, сборно-монолитные.
Монолитные железобетонные конструкции получают непосредственно на строительной площадке с выполнением операций по установке опалубки, монтажу арматурных каркасов и укладке бетонной смеси. После приобретения бетоном достаточной прочности (не менее чем через неделю) опалубку разбирают и в случае необходимости наращивают.
Сборные железобетонные конструкции изготовляют на специализированных заводах, затем из них на строительной площадке монтируют здания или сооружения.
Сборно-монолитные конструкции представляют собой сочетание первых двух видов изделий. Их используют главным образом при возведении массивных конструкций или индивидуализации строительных конструкций, выполненных из типовых стандартизированных элементов.
Как отмечалось ранее, основными сырьевыми материалами для изготовления железобетонных изделий являются вяжу-
301
щее вещество, заполнители, специальные добавки, арматура и вода.
В качестве вяжущих материалов наиболее широко используют портландцемент, известь, гипс. Вяжущее вещество предопределяет в первую очередь прочностные свойства изделия.
В качестве заполнителей наиболее широко применяют песок, гравий, щебень, аглопорит, металлургические шлаки, керамзит и др. Выбор заполнителя зависит главным образом от назначения и вида железобетонной конструкции. Использование заполнителей в общем случае уменьшает стоимость и прочность готовых изделий.
Специальные добавки придают железобетонному изделию особые потребительские свойства или облегчают процесс его получения. Наиболее распространенными добавками являются пластификаторы, красители, ускорители твердения, газообра-зователи, воздухововлекающие, гидрофилизирующие, гидро-фобизирующие и др.
Для армирования железобетонных конструкций используется стержневая и проволочная арматура. Стержневая арматура изготовляется из углеродистых и низколегированных горячекатаных и термически упрочненных сталей. Арматурная проволока подразделяется на два вида: для ненапрягаемых железобетонных (низкоуглеродистая сталь) и предварительно напряженных конструкций (углеродистая сталь).
К воде, используемой при приготовлении бетонной смеси, предъявляются особые требования. В частности, она не должна содержать механических примесей, примесей масел, солей, кислот.
Таким образом, свойства железобетонного изделия (требуемая прочность, плотность, водонепроницаемость, морозостойкость и др.) предопределяются правильным подбором состава бетона, а именно, определением оптимального соотношения массовых долей составляющих бетонной смеси при наименьшем расходе вяжущего вещества.
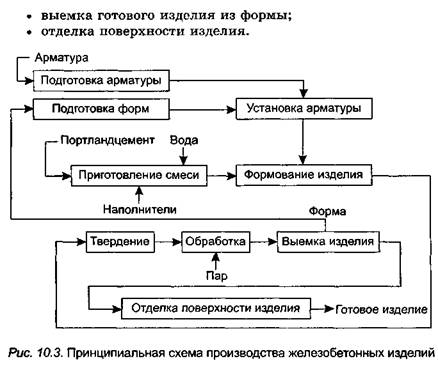
Вне зависимости от вида и назначения железобетонных изделий в технологии железобетона выделяют следующие основные стадии (рис. 10.3):
• изготовление и подготовка форм;
• изготовление и подготовка арматуры;
• приготовление бетонной смеси;
• установка арматуры в формы;
• формование изделия;
• твердение бетонной смеси;
• тепловлажностная обработка;
302
Форма воспроизводит наружные очертания железобетонного изделия, она должна быть прочной, жесткой и использоваться многократно. Формы бывают разборными или неразборными, их изготовляют, как правило, из стали обыкновенного качества, а также из древесины или пластмасс. При многократном использовании для изготовления каждого последующего изделия форма должна быть подготовлена, т. е. собрана (если она разборная), очищена от прилипших остатков бетонной смеси и смазана специальным составом (водомасляной эмульсией), препятствующим прилипанию бетонной смеси к форме.
При изготовлении и подготовке арматуры подбираются стержни и проволока требуемого диаметра сечения. Они очищаются от окалины и ржавчины, режутся на заданные мерные длины, выпрямляются или изгибаются в зависимости от конструкции железобетонного изделия и скрепляются (сваркой или с помощью монтажных петель, хомутов и др.), формируя арматурный каркас или сетку. Кроме того, на поверхность арматуры наносится антикоррозионная обмазка.
Приготовление бетонной смеси является ключевой стадией изготовления железобетонных изделий. Оно состоит из стадий
303
дозировки исходных материалов и их перемешивания. Точность дозировки компонентов смеси является основным условием получения бетона с заданными свойствами. Дозировка производится с помощью дозаторов (мерников) непрерывного или периодического действия. Перемешивание бетонной смеси осуществляют в специальных бетоносмесителях непрерывного или периодического действия с принудительным или гравитационным (при свободном падении смеси) перемешиванием. Продолжительность перемешивания зависит от состава бетонной смеси и емкости смесителя.
Установка арматуры в заранее подготовленные формы производится в соответствии с чертежами железобетонного изделия.
Формование железобетонного изделия заключается в укладке бетонной смеси в форму, уплотнении смеси и выравнивании поверхности изделия. При укладке бетонной смеси должно быть обеспечено равномерное (без воздушных пузырей) заполнение всего объема формы (особенно суженных мест и углов). Уплотнение бетонной смеси осуществляют вибрированием, прессованием, прокаткой, центрифугированием, вакуумирова-нием или сочетанием вышеперечисленных методов (например, вибропрессование).
Твердение железобетонного изделия представляет собой физико-химический процесс. Сроки схватывания бетонной смеси зависят от вида вяжущего, его марки и состава, а также массового соотношения вяжущего, заполнителей, добавок и воды. С повышением температуры и влажности окружающей среды скорость твердения бетона возрастает. Поэтому процесс твердения может длиться от нескольких часов до нескольких суток, при этом марочная (окончательная) твердость бетона достигается по прошествии как минимум месяца со дня формования.
Тепловлажностная обработка при прочих равных условиях позволяет значительно ускорить процесс твердения бетонной смеси. Различают обработку при нормальном давлении и температуре 80—100 °С (пропаривание в камерах, контактный обогрев, электроподогрев и др.) и повышенном давлении и температуре 170—200 °С (автоклавная обработка и др.).
Выемку готового изделия в зависимости от его размеров и конструкции осуществляют с помощью грузоподъемных механизмов при полной или частичной разборке формы.
Отделка поверхности железобетонного изделия заключается в придании поверхности требуемых свойств (главным образом защитных, декоративно-эстетических) и осуществляется посредством облицовки (керамической плиткой, мраморной крошкой, боем стекла и др.), шпатлевания или покраски.
304
Таким образом, процесс производства железобетонных изделий включает практически все разновидности (за исключением биологических) базовых процессов промышленного производства (см. подпараграфы 4.2.1—4.2.4, параграф 4.3).
Производство железобетонных изделий в заводских условиях может быть организовано по двум схемам: в неподвижных формах (стационарно-поточное производство) и в подвижных (прерывно-поточное и непрерывно-поточное производство).
При стационарно-поточном производстве изделия в течение всего технологического процесса находятся на одном месте, а технологическое оборудование и обслуживающий персонал перемещаются относительно формы. Ото производство имеет две разновидности — стендовое и кассетное. Стендовый способ характеризуется изготовлением только одного изделия (как правило, массивного), в то время как при кассетном способе одновременно изготавливается несколько изделий в кассете — форме с несколькими отсеками. В данном случае стационарны не только изделия, но и основное оборудование, а перемещается лишь обслуживающий персонал. Стационарно-поточное производство характеризуется невысокой степенью механизации и автоматизации и значительным удельным весом живого труда. Оно целесообразно на предприятиях небольшой мощности в условиях единичного производства.
При прерывно-поточном производстве все технологические операции осуществляются па стационарных специализированных постах, при этом формы перемещаются от одного рабочего поста к другому. Такое производство целесообразно в тех случаях, когда длительность операций производства железобетонных изделий различна. Для перемещения форм применяется пульсирующий (периодически останавливающийся) конвейер. Продолжительность остановки форм определяется временем, необходимым для выполнения отдельной операции, и может быть различной. Прерывно-поточное производство характеризуется большей степенью механизации и автоматизации, а также более высокой производительностью труда. Оно целесообразно в условиях серийного производства.
При непрерывно-поточном производстве передача форм с одного поста на другой осуществляется непрерывно с помощью конвейера, при этом все операции полностью синхронизированы. Такое производство отличается строгой ритмичностью выпуска продукции и высокой производительностью, в случае экономической целесообразности оно может быть полностью автоматизировано. Однако по такой схеме может выпускаться только одна разновидность железобетонных изделий. При пере-
305
ходе на выпуск других изделий необходима переналадка конвейера. Непрерывно-поточное производство целесообразно в условиях массового производства железобетонных изделий.
Необходимо отметить, что на крупных заводах по производству железобетонных изделий могут одновременно использоваться все формы организации производства, при этом выбор соответствующей формы организации процесса производства железобетонных изделий должен быть технически обеспечен и экономически обоснован.
Основными направлениями развития технологии железобетонных изделий являются следующие:
• улучшение технологии производства железобетонных изделий за счет совершенствования процессов приготовления бетонной смеси, разработки эффективных методов формования и тепловлажностной обработки, использования новых составов бетонных смесей и видов армирующих каркасов и сеток, малоотходных и энергосберегающих процессов (революционное развитие технологии);
• увеличение единичных мощностей используемого оборудования и создание непрерывных технологических линий по производству железобетонных изделий (эволюционное развитие технологии);
• повышение уровня механизации и автоматизации трудоемких стадий производства железобетонных изделий (рационалистическое развитие технологии).
10.3.5. Основы технологии производства древесных строительных материалов
Современное строительное производство связано с широким применением древесины и изделий на ее основе: из древесины изготовляют полы, двери, стены, кровлю, дверные и оконные коробки, различные деревянные строительные конструкции и др.
Важнейшим достоинством древесины по сравнению с другими конструкционными материалами является то, что ее ресурсы восстанавливаются. Широкое распространение древесины объясняется также другими ее положительными свойствами: это достаточно прочный и легкий материал, хорошо работающий при вибрационных нагрузках. Древесина технологична: ее можно обрабатывать резанием на деревообрабатывающих станках и придавать практически любую форму, кроме того, пластичность древесины и возможность изменения ее свойств при термо - и влагообработке позволяют получать изделия методами
306
гнутья, лущения, прессования. Древесина прочно удерживает металлические и другие крепления, хорошо склеивается. Для древесины характерны низкая тепло - и звукопроводность, достаточная стойкость в агрессивных средах. Она имеет высокие декоративные качества, при этом их можно целенаправленно менять различными способами: изменением направления разреза, крашением, отделкой различными лакокрасочными материалами.
Наряду с этим древесина обладает и рядом недостатков: неоднородность строения и свойств вдоль и поперек волокон, формоизменяемость при изменении влажности, способность к возгоранию и загниванию, изменение прочности при наличии в ней тех или иных пороков.
Для повышения качества и долговечности древесины ее пропитывают синтетическими полимерами и различными клеями.
Древесные породы, применяемые в строительстве, подразделяются на хвойные и лиственные. К хвойным породам относятся сосна, лиственница, кедр, пихта и др., к лиственным — дуб, береза, осина, ясень, бук, ольха, тополь, клен и др.
Хвойные породы преимущественно используются для изготовления несущих строительных конструкций, шпал, столбов, свай, столярных изделий, фанеры, так как они имеют прямой и длинный ствол, мало отличающийся по толщине в верхнем и нижнем срубах, и лучшее качество древесины.
Лиственные породы, имеющие твердую древесину (дуб, ясень и др.), применяются для изготовления деталей несущих строительных конструкций, паркета, фанеры, дверей и панелей, различных столярных изделий и др. Лиственные породы с мягкой древесиной используются для изготовления деталей конструкций временных зданий и сооружений, а также дверей, окон, плинтусов, кровли, опалубок при бетонных работах.
Древесные материалы, применяемые в строительстве, подразделяются на круглые лесоматериалы, пиломатериалы и строительные детали и изделия.
Круглыми лесоматериалами называются отрезки древесных стволов с корой или без коры, очищенные от сучьев. При толщине в верхнем отрубе не менее 14 см отрезки стволов называются бревнами; от 8 до 13 см — подтоварниками и от 3 до 7 см — жердями.
В зависимости от назначения бревна подразделяются на строительные и пиловочные. Строительные бревна применяются для изготовления несущих строительных конструкций для жилых, общественных и промышленных зданий, опор линий электропередачи и связи, железнодорожных шпал, в гидротех-
307


![]() нических сооружениях и при строительстве мостов, а пиловочные — для получения пиломатериалов.
нических сооружениях и при строительстве мостов, а пиловочные — для получения пиломатериалов.
Пиломатериалы получают в результате продольной распиловки бревен. По форме и размерам пиломатериалы подразделяются на следующие виды (рис. 10.4): доски (ширина больше двойной толщины), бруски (ширина равна двойной толщине или меньше ее), брусья (ширина или толщина более 100 мм). К пиломатериалам относятся также заготовки, которыми называют пиломатериалы с размером и качеством, соответствующими изготовляемым деталям. Они должны иметь припуски на усушку и последующую обработку.
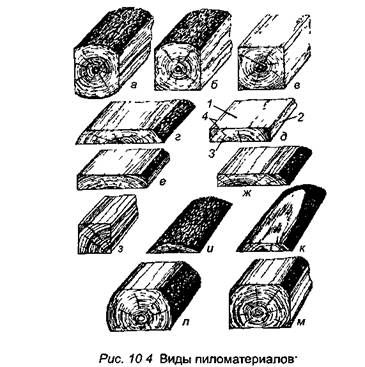
а, б, в — брусы (одно-, двух - и трехкантный соответственно); г — необрезная доска, д — обрезная доска (1 — пласт, 2— кромка,
3 — торец, 4 — ребра), е — обрезная доска с тупым обзолом;
ж — обрезная доска с острым обзолом; з — брусок; и — горбыль;
к — отачол; л — необрезная шпала; м — обрезная шпала
По виду обработки заготовки подразделяют на пиленые и калиброванные, т. е. предварительно простроганные. Последние могут иметь различный профиль.
308
Строительные детали и изделия выпускают в виде паркета, строганных погонажных изделий, столярных плит, фанеры, клееных столярных изделий, древесностружечных и древесноволокнистых плит.
Паркет используется для лицевого покрытия полов и подразделяется на планочный и щитовой. Планочный паркет представляет собой дощечки различных размеров и формы с профилированными краями, щитовой состоит из реечного основания, на которое наклеивается планочный паркет.
К строганным погонажным изделиям относятся доски для настила полов, подоконные доски, строганные бруски и брусья, плинтусы и наличники, кровельные плиты для временных зданий и т. д.
Большое количество древесных строительных материалов и изделий получают из шпона — тонких листов древесины, получаемых строганием или лущением.
Шпон строганый предназначен для облицовывания деталей и сборочных единиц, изготовленных из малоценных пород древесины, древесностружечных плит или фанеры. Облицовка создает более красивую декоративную поверхность, повышает прочность и формоустойчивость деталей, защищает плиты от внешних воздействий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
