

32
ние достигнутого уровня затрат живого труда, тем меньше его элементарное уменьшение dТж.
После интегрирования обеих частей соотношения (3.1) и математических преобразований модель рационалистического развития имеет вид
Обратные величины Тж и Тц в правой части выражения (3.3) являются ничем иным, как производительностями труда (живого и прошлого соответственно), поскольку нами исследуются удельные затраты труда (т. е. затраты труда на единицу продукции).
Параметр У дает обобщенную характеристику технологического процесса со стороны затрат как живого, так и прошлого труда. Он называется уровнем технологии и отражает качественную сторону технологического процесса. Значение параметра У остается постоянным все время, пока происходит рационалистическое развитие технологического процесса, так как при пом сущность технологических действий не изменяется.
Уровень технологии отражает нематериальный фактор развития технологического процесса — уровень мастерства, с которым живой и прошлый труд используются в технологическом процессе. Каждому технологическому процессу присуще свое значение параметра У, что объясняет потенциальные возможности повышения производительности труда и одновременно предполагает и очерчивает их предел.
При известных величинах затрат живого и прошлого труда па весь объем выпущенной продукции Q уравнение для расчета величины уровня технологии принимает вид

Уравнение (3.4) получено из зависимости (3.3) путем подстановки значений параметров производительности живого и прошлого труда (2.1).
33
Как следует из зависимости (3.4), показатель уровня технологии является взвешенным или усредненным по затратам живого и прошлого труда, т. е. его значение не зависит от объемов производства. Это свойство показателя уровня технологии позволяет осуществлять качественное сравнение различных по масштабу производств. С учетом того, что народное хозяйство государства является верхним иерархическим уровнем производственных систем, имеется объективная основа для расчета показателя уровня технологии в масштабах страны. И хотя такая оценка носит усредненный ориентировочный характер, ее важно знать как для отдельного производства, так и для государства.
Как отмечалось ранее, рационалистическое развитие соответствует ограниченному варианту развития. Поэтому принципиально важно предвидеть наступление момента времени t*, соответствующего экономическому пределу (границе) рационалистического развития, когда совокупные затраты труда становятся минимальными (см. рис. 3.1, г). Однако развитие технологического процесса с временной координатой жестко не связано. Возможны моменты ускоренного или замедленного развития. Поэтому установим соотношение между базовыми переменными рационалистического развития: затратами живого (Тж) и прошлого (Тп) труда. Уже отмечалось, что рационалистическое развитие носит затухающий характер. Для одинакового снижения затрат живого труда на каждом следующем шаге развития приходится все больше наращивать затраты труда прошлого. В результате неизбежно достигается такое состояние технологического процесса, когда снижение затрат живого труда и прирост прошлого сравниваются, т. е. достигается нулевая отдача от затрат прошлого труда (вклад в технологический процесс АТП равен получаемому результату в виде снижения живого труда AТЖ). В соответствии с законом рационалистического развития происходит постепенная (пошаговая) замена живого труда (АТЖ) прошлым (АТП). После каждого шага определяется новое соотношение между Тж и Тп, на основании которого устанавливается целесообразность следующего шага и т. д. до предельного соотношения Тж = Тп, при котором рационалистическое развитие достигает предела экономической целесообразности. Следовательно, на границе рационалистического развития наступает равенство между затратами живого и прошлого труда:
![]()
До этого затраты живого труда превышают затраты прошлого, что следует из рис. 3.1, г.
Очевидно, что производительность живого труда будет ниже производительности прошлого только при выполнении условия
34
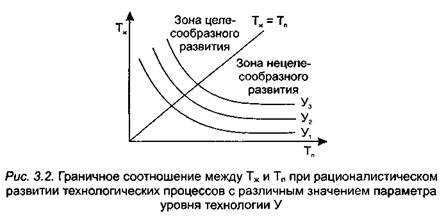
Тж > Тп. Живой труд при этом будет менее ценен, поэтому экономически целесообразна замена его на прошлый. Таким образом, затраты живого труда не могут быть ниже затрат прошлого. В крайнем предельном случае они уравниваются.
На рис. 3.2 показано граничное соотношение между Тж и Тп при рационалистическом развитии технологического процесса.
3.4. Эволюционное развитие технологических процессов
Эволюционное развитие технологических процессов
предполагает снижение затрат труда на осуществление технологического процесса за счет улучшения только вспомогательных действий. Поскольку оба вида труда (живой и прошлый) в общем случае расходуются на выполнение как рабочих, так и вспомогательных действий, можно предложить следующую схему взаимосвязи трудозатрат со вспомогательными действиями технологического процесса (рис. 3.3).
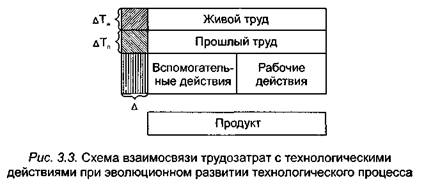
Если, например, вспомогательные действия сокращаются на некоторую величину A, это приводит к соответствующему снижению затрат живого АТЖ и прошлого АТП труда. Если на эту часть вспомогательных действий затрачивается только один вид труда, то снижаются издержки только на него. Вариант динамики трудозатрат, представленный на рис. 3.1, б соответствует схеме на рис. 3.3, т. е. эволюционное развитие технологического процесса обеспечивает неограниченное во времени снижение трудозатрат.
Обобщая вышеизложенное, сформулируем закон эволюционного развития: целесообразные изменения в области вспомогательных действий приводят к снижению совокупных затрат труда или повышению производительности совокупного труда.
Экономический эффект от эволюционного развития (снижение затрат на выполнение вспомогательных действий) может быть достаточно ощутимым, так как в абсолютном большинстве случаев в структуре технологического процесса вспомогательных действий гораздо больше, чем рабочих. Сократить долю вспомогательных действий, сущность которых в основном сводится к пространственному перемещению предмета труда и (или) инструмента, в простейшем случае можно путем рационального размещения технологического оборудования, сводящего перевозки полуфабриката к минимуму.
Примером практической реализации эволюционного развития технологических процессов являются роторные технологии. По сравнению с традиционными организационными схемами непрерывных технологических процессов они позволяют значительно повысить пространственную компактность и за счет этого снизить трудозатраты на выполнение вспомогательных действий.
В приведенных выше примерах задача уменьшения затрат решена непосредственно через снижение доли вспомогательных действий. Однако ее можно решить и путем повышения технологических возможностей инструмента.
Например, при токарной обработке деталей можно сделать резец обоюдоострым, позволяющим снимать стружку не только при его движении вдоль детали, но и в обратном направлении. В таком случае вспомогательный ход (перемещение резца относительно детали без воздействия на нее) значительно сокращается, что влечет за собой соответствующее снижение трудозатрат. При этом, естественно, требуются некоторые дополнительные затраты на получение более технологичного инструмента, которые в будущем окупаются снижением доли вспомогательных действий.
36
При эволюционном развитии технологических процессов необходимо также учитывать следующие моменты:
• повышение мощности технологического оборудования приводит к увеличению объема выпускаемой продукции. Если затраты на сырье и рабочие действия в данном случае увеличиваются пропорционально объему выпуска, то затраты на вспомогательные действия, как правило, в такой же зависимости не возрастают;
• часто транспортное оборудование не работает в номинальном по мощности режиме, поэтому его догрузка не влечет увеличение затрат на транспортирование. Именно по этой причине крупные производства обеспечивают большее снижение себес-юимости продукции, чем маломощные;
• для непрерывных технологических процессов, характеризующихся одновременным выполнением рабочих и вспомогательных действий, снизить затраты на вспомогательные действия можно путем замедления их длительности до длительности рабочих действий. Хотя при эгом выполняемая работа, а, значит, и расход энергии на перемещение сырья остается прежним, выигрыш обеспечивается за счет меньшей стоимости менее мощных транспортных средств.
Существуют и другие пути эволюционного совершенствования технологического процесса. Иногда существует принципиальная возможность полного исключения вспомогательных действий и соответствующих затрат. Такое возможно тогда, когда инструмент и предмет труда находятся в пост оянном контакте, и не требуется совмещать их в пространстве (например, если в качестве инструмента выступает окружающая среда (воздух). Кислород, содержащийся в воздухе, является инструментом для всех процессов окисления. Под воздействием окружающей среды (естественных циклов замерзания и оттаивания) улучшается качество глины.
Возможен вариант почти полного исключения затрат на выполнение вспомогательных действий. Для этого надо найти «бесплатное» транспортное средство в виде природных эффектов и явлений. Так, при перемещении груза сверху вниз мы час-го используем силу тяжести и не задумываемся, что это самый жономически выгодный способ осуществления вспомогательных действий. Для этой цели также можно использовать, например, течение воды, таяние и образование льда, ветер, дождь, морские приливы и т. д.
Очевидно, что когда нельзя применить естественные природные процессы, полное исключение затрат на выполнение вспомогательных действий невозможно по технологическим
37
причинам. Но к нему необходимо стремиться, так как это самый выгодный способ повышения производительности труда. В отличие от рационалистического, эволюционное развитие обеспечивает снижение совокупных затрат за счет не замещения живого труда прошлым, а сокращения затрат на выполнение вспомогательных действий технологического процесса, в первую очередь, путем сокращения их доли в структуре всех технологических действий. В результате значение показателя уровня технологии повышается. Но такое повышение не имеет скачкообразный характер, так как основная доля затрат определяется видом рабочих действий.
3.5. Революционное развитие технологических процессов
Революционное развитие технологических процессов
предусматривает снижение совокупных затрат труда путем целесообразного видоизменения рабочих действий, а точнее, рабочего хода как базового элемента всех рабочих действий более высоких иерархических уровней. При восхождении по иерархии рабочие действия низших уровней поглощаются действиями высших, что следует из структуры технологического процесса (см. рис. 2.1). При этом на каждом новом иерархическом уровне к соответствующим рабочим действиям добавляются вспомогательные.
Рабочие действия составляют большую часть всех технологических действий, поэтому именно с ними связаны основные трудозатраты на выпуск продукции. Даже с учетом того, что в настоящее время технологические процессы осуществляются с помощью машин, на выполнение рабочих действий затрачивается главным образом прошлый труд. Поэтому существенно снизить его затраты в технологическом процессе можно путем революционных преобразований.
По динамике трудозатрат революционное развитие соответствует варианту неограниченного снижения трудозатрат во времени (см. рис. 3.1, б). В результате революционного развития, как правило, пропорция между затратами живого и прошлого труда изменяется в сторону увеличения доли живого. Этот вывод очевиден, так как новые технологии, как правило, недоработаны в рационалистическом и эволюционном планах, т. е. на начальном этапе их внедрения в производство плохо оснащены технически.
Отметим, что, исходя из структуры технологического процесса (см. рис. 2.1), к рабочим действиям следует относить только рабочие ходы из каждого технологического перехода,
38
так как все остальные рабочие технологические действия включают вспомогательные.
Принципиальные пути возможного видоизменения рабочих и вспомогательных действий существенно различаются. Сократить количество рабочих действий (их долю) нельзя, так как в этом случае предмет труда не претерпит необходимых изменений для преобразования в продукт. Следовательно, для снижения трудозатрат на выполнение рабочих действий нужна их кардинальная перестройка. При этом произойдет изменение типа воздействия на предмет труда. Новый тип воздействия, как правило, влечет изменение инструмента, что, в свою очередь, приводит к формированию принципиально новых по содержанию вспомогательных действий. Таким образом, осуществляется коренная перестройка технологического процесса (рис. 3.4). Подобные процедуры перестройки в любых по происхождению объектах называют революционными.
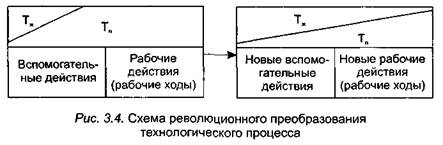
Сформулируем закон революционного развития технологических процессов: целесообразные изменения в области рабочих ходов обеспечивают снижение совокупных затрат труда — как правило, в большей степени за счет снижения затрат прошлого труда. Только революционное развитие позволяет скачкообразно снизить трудозатраты в технологическом процессе.
Рассмотрим направления революционного преобразования технологических процессов, которые позволяют снижать трудозатраты путем повышения результативности существующих рабочих действий.
К их числу относится, в частности, повышение технологичности предмета труда, т. е. его пригодности к обработке способом, предусмотренным имеющимся видом рабочего хода. Например, поскольку нагрев металла перед обработкой давлением позволяет повысить результативность этого процесса, появляется новая операция — нагрева, затраты на которую должны окупиться за счет более легкой, а значит, менее затратной последующей обработки.
39
Для революционного преобразования используют также по
вышение технологических возможностей инструмента. Ско
рости и режимы, при которых инструмент воздействует на
предмет труда, могут быть изменены, если преодолеть причи
ны, препятствующие этому. Например, скорость обработки ре
занием ограничена тем, что рабочая кромка резца испытывает
высокие температурные нагрузки, под действием которых она
теряет нужные механические свойства. Для устранения данно
го недостатка целесообразно повысить красностойкость резца,
что позволит увеличить скорость обработки и, соответственно,
снизить трудозатраты на единицу продукции.
Стимулирующую роль по отношению к рабочим действиям технологического процесса выполняют различные способы внешнего воздействия. К их числу следует отнести: изменение температуры, давления, использование традиционных и биологических катализаторов, окислителей, электронно-ионных воздействий, радиационного облучения и т. д. Усовершенствования такого рода, повышая результативность рабочего хода, не меняют его сущности: эффект достигается в рамках известных рабочих воздействий на предмет труда.
Рассмотрим пути революционного развития, с помощью которых можно принципиально поменять вид рабочего хода.
Технологические процессы изначально формируются, исходя из особенностей получаемого продукта. Каждый вид продукта обладает строго определенным кругом свойств (физических, химических, механических, геометрических, потребительских и т. д.), в соответствии с которыми подбирается вид сырья. Цель технологии — придание сырью ряда недостающих свойств будущего продукта. При этом при переработке имеющегося сырья в нужном направлении технология может исходить только из его свойств. Например, высушить можно только влажный твердый материал, разрезать — только твердый, отлить — только жидкий. Таким образом, совокупность рабочих действий технологического процесса функционально зависит от свойств предмета труда, причем каждый вид рабочего хода базируется на одном или нескольких свойствах материала, в то время как другие его качества остаются неиспользованными. Именно неиспользованные ранее свойства предмета труда, как правило, становятся источником новых видов рабочего хода, новых технологий. При революционном развитии возможны принципиальные изменения рабочего хода, технологии, основанные на ранее не использованных свойствах сырья.
Только принципиальное изменение рабочих действий позволяет существенно повысить уровень технологии и осуществить
40
значительное снижение трудозатрат. Примером таких революционных преобразований технологического процесса является порошковая металлургия. Она пришла на смену традиционной обработке деталей резанием. Порошковая технология предусматривает получение металлических порошков с последующим спеканием их в детали под высокими давлением и температурой.
Предложенную последовательность связей можно развернуть в виде следующей замкнутой логической цепи: продукт — свойства продукта — свойства сырья — сырье — свойства сырья — технология — продукт.
С учетом того, что мы живем в век бурных изменений в технологии производства, потребность в революционном обновлении технологических процессов будет возникать все чаще.
Контрольные вопросы
1. Почему технологическое развитие является ключевым звеном совершенствования промышленного производства и развития общества?
2. Что является целью развития технологических процессов?
3. Что отражает динамика трудозатрат? Какие варианты динамики трудозатрат вам известны? Дайте им краткую характеристику.
4. Какой вариант динамики трудозатрат является неограниченным? Почему он получил такое название?
5. Какой вариант динамики трудозатрат является экономически нецелесообразным? Почему?
6. Какие варианты взаимозамещения трудозатрат Вам известны? Чем они отличаются друг от друга?
7. Какой вариант динамики трудозатрат является ограниченным? Почему он получил такое название?
8. Какой вариант динамики трудозатрат извращает смысл создания техники, хотя и экономически выгоден? Почему?
9. В чем заключается смысл рационалистического развития?
10. Что показывает параметр уровня технологии? Как его рассчитывают?
11. Почему при рационалистическом развитии величина уровня технологии не изменяется?
12. Охарактеризуйте границу рационалистического развития.
13. В чем заключается смысл эволюционного развития?
14. Приведите примеры эволюционного развития. Охаракте
ризуйте их.
15. В чем заключается смысл революционного развития?
16. Приведите примеры революционного развития, реализуемые в условиях производства. Охарактеризуйте их.
17. Как изменяется величина уровня технологии при революционном развитии? Почему?
41
Глава 4. ЗАКОНОМЕРНОСТИ ФУНКЦИОНИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Как отмечалось ранее, технологический процесс, будучи основой любого производственного, является реализацией естественных (природных) процессов в рамках сложившейся производственной системы. Исходя из этого, любую производственную технологию можно рассматривать как естественный (природный) процесс, воспроизведенный в искусственных (т. е. созданных человеком) условиях производства. Такой подход позволяет дать общую классификацию технологических процессов, используемых в производстве, с точки зрения их естественной (природной) сущности и свести все многообразие технологических процессов в основные группы, особенностью каждой из которых будет способ воздействия средств труда на предмет труда в процессе его целенаправленного преобразования в продукт труда.
4.1. Общие принципы классификации технологических процессов
Все многообразие процессов, используемых технологией, с точки зрения их естественной (природной) сущности можно условно разделить на четыре основные группы: физические, химические, биологические процессы и процессы мышления.
Такая упрощенная классификация не исключает реализацию более сложных по своей сути процессов: физико-химических, биохимических и т. д.
Физические процессы связаны с такими преобразованиями сырья в продукт, при которых существенных изменений химической структуры исходных веществ не происходит (например, вода в форме льда, жидкости, пара имеет одну и ту же химическую формулу — H2O, хотя свойства этих веществ значительно отличаются друг от друга).
Все физические процессы, используемые в технологии, в свою очередь, можно подразделить на следующие подгруппы:
• механические процессы;
• гидромеханические процессы;
• тепловые процессы;
• массообменные процессы.
Подробнее об этих процессах — в подпараграфах 4.2.1, 4.2.2, 4.2.3, 4.2.4.
Химические процессы связаны с глубокими и, как правило, необратимыми изменениями химической структуры (формулы) исходных веществ и, следовательно, их свойств.
42
Подробнее об этих процессах — в параграфе 4.3.
Биологические процессы связаны либо с использованием живых микроорганизмов с целью получения требуемых продуктов (традиционная биотехнология), либо с воспроизведением в искусственных условиях процессов, протекающих в живой клетке (современная биотехнология).
Подробнее о биологических процессах — в параграфе 4.4.
С помощью процессов мышления человек постигает не только окружающий мир, но и собственное «я». Без них невозможно существование важнейших областей человеческой деятельности — науки, образования, культура.
4.2. Физические процессы, используемые в технологии 4.2.1. Механические процессы
Механические процессы связаны с преобразованием исходных веществ, находящихся в твердом агрегатном состоянии, которое сопряжено с изменением положения, формы, размеров, соотношения твердых тел в смесях.
Исходя из этого, выделяют следующие разновидности механических процессов:
• транспортные процессы;
• процессы формообразования и формоизменения твердых тел;
• процессы соединения твердых тел;
• процессы изменения размеров твердых тел;
• процессы сортировки, смешивания, дозирования.
Общим для всех этих разновидностей Является механический способ воздействия средств труда на предмет труда в процессе получения продукции.
Транспортные процессы предназначены для перемещения насыпных и штучных грузов по заданной трассе без остановок для загрузки и разгрузки. Транспортные процессы являются неотъемлемой частью технологического процесса и делятся на две большие группы:
• процессы непрерывного транспорта (ленточные, пластинчатые, винтовые транспортеры, элеваторы и т. д.);
• процессы дискретного транспорта (вагоны, вагонетки и т. д.).
Процессы формообразования и формоизменения твердых тел подразделяются на две большие группы:
• процессы, основанные на использовании методов пласти
ческой деформации (обработка давлением)'
43
• процессы, основанные на механическом изменении формы, размеров твердых тел путем снятия поверхностного слоя с обрабатываемого материала (обработка резанием).
Обработка материалов давлением заготовок деталей машин — один из наиболее распространенных и прогрессивных методов обработки, так как но сравнению с другими способами обеспечивает меньшие потери металла и увеличение его прочности, высокую производительность, относительно малую трудоемкость, дает широкие возможности механизации и автоматизации технологических процессов. Методами пластической деформации получают заготовки и детали из стали, цветных металлов и их сплавов, пластмасс, резины, керамических материалов, стекла, химических волокон, пластиков и др. Подробнее сущность процессов обработки металлов давлением будет рассмотрена в параграфе 7.2.
Высокой точности и малой шероховатости поверхности деталей можно достичь с помощью механической обработки резанием, т. е. обработки со снятием слоя материала и образованием стружки.
Процесс резания осуществляется рабочими движениями. Главным рабочим движением называется то, при котором образуется стружка, вспомогательным (движением подачи) — то, которое обеспечивает процесс резания на всей обрабатываемой поверхности.
Количественной характеристикой главного рабочего движения является скорость резания U, а вспомогательного — подача S. Эти две величины, а также глубина резания t, равная толщине слоя материала, снимаемого с заготовки, входят в состав режимных параметров, т. е. определяют производительность и себестоимость обработки.
Подробнее сущность процессов обработки материалов резанием будет рассмотрена в параграфе 7.3.
Процессы, соединения твердых тел широко применяются в современном производстве. Строго говоря, по своей сути они не являются чистыми представителями механических процессов, так как в ходе их осуществления происходят более сложные физические (тепловые и диффузионные) и физико-химические явления, и в эту группу отнесены условно — с точки зрения получаемого результата в сопоставлении с такими механическими процессами, как формообразование и формоизменение твердых тел.
В различных конструкциях изделий и сооружений используют подвижные и неподвижные соединения отдельных их частей и деталей, а также разъемные и неразъемные соединения.
44
К разъемным (демонтируемым) соединениям относят такие, которые могут быть полностью разобраны без повреждения составляющих их частей и крепежных деталей. Остальные относят к неразъемным соединениям, которые, в свою очередь, можно разделить на две группы. К первой относят соединения с гарантированным натягом, получаемым без дополнительных средств крепления. Они используются, как правило, при сборке готовых деталей. Ко второй группе относят соединения, осуществляемые с помощью сварки, пайки, склеивания, клепки. Их широко используют как при сборке, так и в заготовительном производстве.
Подробнее сущность процессов получения разъемных и неразъемных соединений будет рассмотрена в параграфе 7.4.
Процессы изменения размеров твердых тел условно подразделяют на дробление (крупное, среднее, мелкое) и измельчение (тонкое и сверхтонкое).
В зависимости от физико-механических свойств и размеров кусков измельчаемого материала выбирают тот или иной вид воздействия. Так, дробление твердых и хрупких материалов производят раздавливанием, раскалыванием и ударом, твердых и вязких — раздавливанием и истиранием.
Дробление материалов обычно осуществляется сухим способом (без применения воды), тонкое измельчение часто проводят мокрым способом (с использованием воды). При мокром измельчении не наблюдается пылеобразование и облегчается транспортирование измельченных продуктов.
По своему назначению измельчающие машины условно делятся на дробилки крупного, среднего и мелкого дробления и мельницы тонкого и сверхтонкого измельчения.
Процессы сортировки, смешивания и дозирования.
Сортировка (разделение) твердых зернистых материалов на классы по крупности кусков или зерен называется классификацией. Существуют два основных способа классификации: 1) ситовая (грохочение) — механическое разделение на ситах; 2) гидравлическая — разделение смеси на классы зерен, обладающих одинаковой скоростью осаждения в воде или воздухе. Разделение смеси зерен на классы в воздушной среде называется воздушной сепарацией. Процессы гидравлической классификации и воздушной сепарации будут рассмотрены в группе гидромеханических процессов.
Классификация может иметь самостоятельное значение — для приготовления готовых продуктов определенных сортов (сортировка) или быть вспомогательной операцией для предварительной подготовки материала к последующей обработке.
45
Наиболее широко классификация используется совместно с процессами измельчения.
Основная часть аппаратов для грохочения (грохотов) — рабочая поверхность, изготовляемая в виде проволочных сеток (сит), стальных перфорированных листов (решет) или параллельных стержней (колосников).
Под эффективностью классификации понимается отношение массы материала, прошедшего через сито (подрешетного продукта), к массе материала данной крупности, содержащегося в исходном продукте.
Эффективность классификации зависит от большого числа факторов, в том числе конструкции машины и свойств материала.
Смешивание — это процесс образования однородных систем из сыпучих материалов. Механизм действия процесса смешивания весьма сложен и зависит от большого количества факторов (главным образом — от конструкции смесителя и режима его работы).
Теоретически в результате смешивания должна получиться такая смесь материала, что в любой ее точке (пробе) к каждой частичке одного из компонентов примыкают частицы другого компонента в количествах, определяемых заданными соотношениями. Однако такое идеальное расположение частиц в смеси в реальных условиях не наблюдается.
Смешивание осуществляют механическим, гидравлическим, пневматическим и некоторыми другими способами. Машины, применяемые для смешивания, называются смесителями.
К пневмосмесителям относятся аппараты, в которых смешивание осуществляется в слое псевдоожиженного газом (воздухом) зернистого материала. Такие аппараты отличаются высокой эффективностью, малым временем смешения, отсутствием вращающихся частей, но требуют установки пылеулавливающих устройств.
Широко применяются вибросмесители, в которых необходимая циркуляция сыпучего материала достигается с помощью вибрации.
Процессы дозирования твердых материалов применяются в химической, пищевой промышленности, производстве строительных материалов и во многих других отраслях и осуществляются дозаторами. От точности дозирования во многом зависят качество продукции и рациональное расходование материала.
Дозирование материалов можно производить по объему и массе. Оборудование для объемного дозирования проще по устройству, чем весовые дозаторы, но точность его работы ниже, так как в этом случае сказывается влияние изменения плотности материала.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
