

224
раскроя кож, применение которых позволяет сократить отходы кож и получить высокий коэффициент их использования.
Для мягких искусственных кож и текстильных материалов, отличающихся более однородными физико-механическими свойствами, одинаковой толщиной по всей площади, цветом, строгс определенной шириной и длиной, применяется многослойный раскрой электрическими машинами с ленточными ножами.
Отдельные детали обуви из резины, пластмасс, картона поступают на обувные предприятия в готовом виде.
Предварительную обработку деталей низа и верха обуви осуществляют с целью подготовки их к скреплению между собой, улучшения внешнего вида и механических свойств, ускорения процесса пошива обуви.
Сборка заготовок верха обуви заключается в том, что отдельные наружные, внутренние и промежуточные детали верха соединяются в единое целое. Выбор крепителей и последовательность технологических операций сборки заготовок зависит от вида и конструкции верха обуви. Как правило, заготовки скрепляют ниточными швами на швейных машинах, возможна также сборка заготовок путем склеивания деталей или их сваривания токами высокой частоты (для деталей из искусственных и синтетических кож).
Формование заготовок верха обуви заключается в придании плоским деталям заготовки пространственной формы, определяемой размерами и формой затяжной колодки.
Верх обуви формуют одноосным или многоосным растяжением. В зависимости от прилагаемых растягивающих усилий способы формования делят на три группы: внешнего формования, внутреннего формования, комбинированные.
К операциям, завершающим формование заготовки на колодках, относятся: горячее формование пяточной и носочной части заготовки, разглаживание и сушка обуви. В процессе сушки производится окончательное закрепление формы обуви. Режимы сушки устанавливают в зависимости от свойств материалов верха, низа, промежуточных деталей и вида обуви.
Прикрепление подошвы обуви завершает создание конструкции изделия и осуществляется различными методами. Метод крепления подошвы является определяющим фактором в формировании потребительских свойств кожаной обуви. Подошва может крепиться непосредственно к затяжной кромке заготовки или к промежуточным деталям (несущему ранту, подложке) при помощи шпилек, винтов, гвоздей, клея, ниток.
Все методы крепления подошв к верху обуви можно разделить на четыре группы: химические (клеевой, горячей вулка-
22S
низации, литьевой); ниточные (сандальный, доппельный, рантовый, втачной, выворотный и др.); штифтовые (гвоздевой, шпилечный, винтовой); комбинированные (строчечно-клеевой, сандально-клеевой, рантово-клеевой и др.).
Химические методы крепления нашли наибольшее распространение в современном обувном производстве. Они широко применяются для изготовления обуви различных видов и назначения. Доля химических методов достигает 80 %. Этими методами можно крепить подошвы из кож, резины и других материалов. Преимуществами химических методов крепления являются простота выполнения, возможность механизации и автоматизации производства, высокая производительность, возможность выпуска обуви широкого ассортимента. Этим методом можно изготовлять легкую и гибкую обувь, в том числе рабочую и специальную. Полученный низ характеризуется высокой износоустойчивостью, хорошими теплозащитными свойствами, высокой масло-, бензо - и водостойкостью.
Ниточные методы широко применяются при изготовлении обуви разного назначения на кожаной и резиновой подошве. Скрепление при этом осуществляется однониточным и двух-ниточным швом льняными или капроновыми нитками. Для предохранения от разрушающего действия воды и пота, повышения прочности и облегчения утяжки нитки пропитывают расплавленным варом, состоящим из канифоли и вискозина (минеральное масло). Прочность ниточного крепления подошвы зависит от плотности, толщины и вида скрепляемых материалов, влажности подошвы, прочности ниток, частоты строчки, степени утяжки стежков и др.
Штифтовые методы предусматривают прикрепление подошвы к кромке заготовки и стельке при помощи деревянных шпилек, гвоздей и винтов. Деревянно-шпилечный метод практически утратил свое значение и в настоящее время в промышленном производстве не применяется. Винты и гвозди для штифтовых методов изготовляют из латуни, иногда гвозди могут быть изготовлены из алюминиевых сплавов. Обычно эти методы применяют при изготовлении юфтевых и кирзовых сапог и полусапог. Наиболее часто используют гвоздевой метод крепления подошвы. Этот метод обеспечивает более точное крепление низа обуви за счет загибки кончиков гвоздей, однако прочность крепления подошвы может меняться в зависимости от частоты расположения гвоздей, качества загибки острия гвоздя, толщины и влажности стельки, материала стельки и подошвы и других факторов. Обувь гвоздевого метода крепления подошвы имеет повышенную массу, жесткость и водопромокаемость.
226
Комбинированные методы крепления представляют собой сочетание двух основных методов — обычно ниточного с клеевым. Первый слой подошвы прикрепляется к заготовке одним из перечисленных выше ниточных способов, а второй — приклеивается к первому.
Такие методы применяются с целью повышения износостойкости подошвы и прочности ее крепления. При этом ниточный шов изолируется от влаги, непосредственного трения. Кроме того, повышаются теплозащитные свойства, снижается водопроницаемость. Однако комбинированные методы крепления низа обуви несколько утяжеляют ее, повышают жесткость конструкции низа на изгиб. При их использовании увеличивается расход материала, снижается производительность труда.
Отделка обуви — совокупность механических и физико-механических операций, выполняемых после прикрепления подошвы обуви. Цель отделки — устранить пороки, образовавшиеся в процессе производства, а также придать обуви привлекательный внешний вид, повысить водостойкость кожаной подошвы. Низ и верх обуви отделывают по-разному.
Процесс отделки низа обуви состоит из групп операций, задачи которых — придание деталям низа определенного контура, соответствующего форме затянутой на колодку обуви, подготовка поверхностей к нанесению отделочных составов, придание им блеска, уплотнение уреза подошвы и боковой поверхности каблука, придание им красивого внешнего вида и формы, повышение их водостойкости.
В процессе отделки верха обуви восстанавливается красивый внешний вид, потерянный в результате увлажнения, растяжения, а также из-за трения, ударов и других воздействий и при удалении загрязнений. Отделка верха обуви предусматривает нанесение декоративных покрытий путем тонирования или печатных рисунков с помощью трафаретов.
Готовая обувь передается в отдел технического контроля для проверки качества. Обувь сортируют, маркируют, упаковывают попарно в картонные коробки и группируют в партии.
Производство резиновой обуви. Производство резиновой обуви осуществляется главным образом тремя основными методами, которые являются традиционными: методом склеивания' (клеевой), штампованием и формованием. Кроме того, используют литье под давлением, метод жидкого формования, формования из пластизоля.
Клеевым методом вырабатывают сапоги, сапожки, галоши, ботинки.
При применении этого метода последовательно собирают на пустотелых алюминиевых колодках сначала внутренние дета-
227
ли обуви, склеивая их, а затем промежуточные и наружные. Каждую деталь после накладки на колодку прикатывают роликом, затем все детали вместе для полного их сцепления обжимают на специальных машинах.
Полученную обувь покрывают лаком, подвергают вулканизации, снимают с колодок, комплектуют по парам, сортируют, маркируют, упаковывают.
Клееная обувь легкая, гибкая с рельефно выделяющимися контурами деталей. Стенки обуви сравнительно тонкие, по линии приклеивания подошвы видны следы обжимки.
Метод штампования используют только для получения мужских и мальчиковых галош.
Обувь изготовляют в специальных пресс-формах, сердечник которых служит колодкой. На него накладывают каркас из внутренних деталей, промазанных клеем. Между матрицей пресс-формы и колодкой-сердечником имеется зазор, который при помощи пуансона заполняют необходимым количеством разогретой резиновой смеси, создавая тем самым резиновое покрытие для галош. После снятия с сердечника полученное изделие очищают от заусенец, покрывают лаком и вулканизируют.
Штампованная обувь более толстостенная и жесткая, чем клееная, более тяжелая, имеет следы пресс-формы.
Метод формования применяют для изготовления бытовых и производственных сапог, а также обуви с текстильным верхом, преимущественно спортивной.
Формование происходит в вулканизационных прессах, где на сердечник-колодку надевают заготовку (чулок), собранную из обработанных резиновой смесью внутренних и промежуточных деталей. Затем накладывают предварительно разогретые наружные детали обуви, после чего заготовку подвергают формованию с одновременной вулканизацией, что исключает промежуточное между этими операциями лакирование обуви. Поэтому обувь получается матовой, она также имеет следы пресс-формы, но более тонкостенная и эластичная, чем штампованная.
Методом литья под давлением изготовляют сапожки и сапоги из поливинилхлорида, а также спортивную резинотек-стильную обувь. При изготовлении резинотекстильной обуви на литьевых автоматах формуют из резины только ее нижнюю часть (подошву, каблук, бортик), а изделия из поливинилхлорида формуют полностью. Отличительным признаком этой обуви является наличие следов зачистки литников.
Метод жидкого формования основан на взаимодействии некоторых составных частей применяемого для этих целей по-
228
лиуретана, что происходит непосредственно в форме, где находится колодка. Таким методом изготовляют сапоги и сапожки с повышенной теплозащитпостью.
При формовании обуви из поливинилхлоридного пласти-золя его заливают в формы, которые помещают в нагревательные печи, где происходит отложение геля из пластизоля на внутренних стенках форм. Этим методом изготовляют сапоги и сапожки, но можно вырабатывать и другие виды обуви.
Производство валяной обуви. В отличие от кожаной и резиновой валяную обувь получают в процессе валки из смеси шерстяных и других волокон сразу в виде целого изделия без отдельных деталей и соединительных швов. Ее назначение ограниченное: защита от низких температур в обычных условиях и от высоких температур в горячих цехах. Это обуславливает небольшие объемы ее производства.
Изготовляют такую обувь валянием, что достигается благодаря способности шерстяного волокна свойлачиваться.
Процесс валяльного производства включает подготовку сырья, составление смески, чесание, изготовление основы, валку (уплотнение), крашение, насадку полученной заготовки обуви на колодку, ее сушку и отделку. В случае необходимости прикрепляют резиновую подошву клеевым методом или методом горячей вулканизации. Далее обувь подбирают в пары и обрезают голенища.
Подготовка сырья включает его расщепление, разрыхление и очистку. Для натуральной шерсти выполняют также обезре-пиевание.
Составление смески — одна из основных операций валяльного производства. Смешивание отдельных компонентов осуществляется на смесовых пневматических установках. Перед смешиванием сырье замасливают.
Чесание выполняется на чесальных машинах. Ватка, полученная после чесания, представляет собой чистый, равномерный по структуре холст.
Изготовление основы производится на двух усеченных конусах, совмещенных между собой под углом 90°. На эту установку, предварительно зачехленную тканью, в несколько приемов навивают ватку, до получения конуса, размер которого в 2—3 раза превышает размеры готового изделия. Далее конусы уплотняют и огибают вокруг фигурных патронов, на одном из которых формуют голенище, на другом — головку. С целью полного соединения голенища с головкой выполняют заростку основы.
Валка производится на катальных и молотовых машинах.
229
Крашение осуществляется погружением полуфабриката в ванну с красильным раствором.
Перед насадкой на колодки проверяют размеры полуфабриката: длину по задней наружной части, ширину верха и низа голенища, длину головки, ширину косого подъема, а также размер колодок (последний проверяется один раз в квартал). Размер обуви определяют по длине внутреннего следа, которая должна соответствовать длине колодки.
Сушку валяной обуви осуществляют в вагонетках, помещенных в сушильную камору. Степень сушки определяют орга-нолептическим методом.
Отделку обуви выполняют для улучшения ее внешнего вида. Валяную обувь выпускают без ворса, с ворсом и с начесным ворсом.
Прикрепление подошвы выполняют клеевым методом, методом котловой или прессовой вулканизации.
Подбор обуви в пары осуществляют с учетом ее формы, размера, плотности, толщины стенок, отделки, цвета и сорта.
Контрольные вопросы
1. Каковы основные причины снижения производства товаров легкой промышленности в республике?
2. Назовите основные направления развития легкой промышленности в Республике Беларусь.
3. По каким признакам классифицируют волокна?
4. Почему шерстяные волокна целесообразно использовать для зимнего ассортимента тканей, а льняные, хлопковые и натуральный шелк — для летнего?
5. В чем сущность процесса получения химических волокон?
6. Чем отличается получение искусственных и синтетических волокон?
7. Какие волокна относят к искусственным? Укажите их положительные и отрицательные свойства.
8. Какие волокна относят к синтетическим? Укажите их положительные и отрицательные свойства.
9. Что называют текстильными нитями?
10. Что называют пряжей?
11. По каким признакам классифицируют текстильные нити и, пряжу?
12. Что называется тканью?
13. Какие нити называют основными и какие — уточными?
14. Для чего нити подвергают шлихтованию?
15. Что называют переплетением? Как подразделяют переплетения?
16. Перечислите основные виды переплетений, охарактеризуйте их.
230
17. Что называют отделкой тканей? Перечислите основные процессы отделки тканей.
18. Что называется печатанием тканей? Какие виды печати вы знаете?
19. Перечислите и охарактеризуйте виды специальной отделки тканей.
20. Каковы основные этапы производства бельевых трикотажных изделий?
21. Каковы основные этапы производства верхних трикотажных изделий?
22. Каковы основные этапы производства чулочно-носочных изделий?
23. В чем заключается сущность важнейших способов произ
водства НТМ (иглопробивного, вязально-прошивного, клеевого, ва-
ляльно-войлочного, электрофлокировального)?
24. Назовите основные материалы для изготовления одежды.
25. Перечислите и охарактеризуйте технологические эгапы изготовления одежды.
26. В чем сущность процесса моделирования одежды?
27. Из каких операций состоит скорняжное производство? Дайте им характеристику.
28. Из каких операций состоит пошивочное производство меховых изделий?
29. Какие операции входят в технологический процесс выделки пушно-меховых шкурок? Охарактеризуйте их.
30. Назовите основные операции технологического процесса производства кожаной обуви.
31. Перечислите основные методы крепления низа обуви. Как способ крепления подошвы влияет на потребительские свойства готовой обуви?
32. Назовите методы получения резиновой обуви.
33. Назовите методы получения валяной обуви.
Глава 9. ОСНОВЫ ТЕХНОЛОГИИ ХИМИЧЕСКОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
9.1. Общие сведения о химической и нефтехимическая
промышленность" href="/text/category/himicheskaya_i_neftehimicheskaya_promishlennostmz/" rel="bookmark">нефтехимической промышленности
Химическая и нефтехимическая промышленность относится к перерабатывающей и структурно входит в химико-лесной хозяйственный (межотраслевой) комплекс Республики Беларусь (см. главу 6).
231
Химическая и нефтехимическая промышленность Республики Беларусь представлена в первую очередь предприятиями по производству минеральных кислот и удобрений (азотных, фосфорных, калийных), химических волокон, резинотехнических изделий и шин, полимерных материалов и изделий, лакокрасочных материалов, синтетических моющих средств.
С точки зрения технологических принципов переработки сырья в готовую продукцию в данном подкомплексе основными являются химико-технологические процессы (см. параграф 4.3), лежащие в основе химической технологии — науки о наиболее экономичных методах и средствах массовой химической переработки природного и сельскохозяйственного сырья в продукты потребления и продукты, применяемые в других отраслях материального производства.
Химическую технологию традиционно подразделяют на неорганическую (переработка неорганического минерального сырья (кроме руд), получение продукции неорганического синтеза (минеральных кислот и удобрений, щелочей, соды, химических реактивов и т. д.) и органическую (переработка нефти и других горючих полезных ископаемых, получение полимеров, красителей, продукции бытовой химии и других изделий органического синтеза).
Химическая и нефтехимическая промышленность имеет ряд технологических особенностей:
• широкий спектр источников сырья для производства одного и того нее вида продукции;
• применение химических методов переработки сырья, обусловливающее принципиальную возможность его комплексной переработки, а также использования отходов других производств для получения разнообразной продукции;
• низкая доля живого труда и высокая степень автоматизации производства: химические методы переработки сырья являются в большинстве своем непрерывными (см. параграф 2.2), что позволяет их максимально автоматизировать;
• разнообразие и узкая специализация применяемых машин, аппаратов и другого оборудования;
• высокое энергопотребление, превосходящее в два раза энергопотребление промышленности в целом;
• высокая степень концентрации производства продукции, его многостадийность (в большинстве случаев), сложность, а значит, и капиталоемкость процессов производства;
• применение и производство ядовитых, взрывчатых и других потенциально опасных для человека и окружающей среды веществ, протекание многих процессов при повышенных тем-
232
пературах и давлениях. Это предопределяет дополнительные затраты на создание нормальных производственных условий и мероприятия по обеспечению охраны окружающей среды.
Главными направлениями научно-технологического прогресса в химической и нефтехимической промышленности являются:
• совершенствование машин и аппаратов химических и нефтехимических производств;
• совершенствование химических методов переработки сырья;
• рациональное использование химического сырья;
• широкое внедрение автоматизированных систем управления во всех звеньях технологической и управленческой систем производства.
Из-за невозможности рассмотреть все многообразие производственных технологий химической и нефтехимической промышленности остановимся подробнее лишь на тех производствах, которые вносят существенный вклад в функционирование и развитие национальной экономики.
9.2. Основы технологии минеральных удобрений
Удобрениями называются вещества, содержащие элементы, необходимые для питания растений и вносимые в почву с целью получения высоких устойчивых урожаев.
Удобрения классифицируют по ряду признаков.
По происхождению удобрения подразделяются на минеральные, органические, органоминеральные и бактериальные.
К минеральным, или искусственным, удобрениям относятся специально производимые на химических предприятиях преимущественно неорганические вещества, в основном минеральные соли.
Органические удобрения содержат питательные вещества главным образом в виде органических соединений, обычно — продуктов естественного происхождения (навоз, фекалии, солома, торф и др.).
Органоминеральные удобрения представляют собой смеси различных органических и минеральных удобрений.
Бактериальные удобрения содержат некоторые культуры микроорганизмов, способствующие накоплению в гумусовом слое (почве) усвояемых форм питательных элементов.
По составу, т. е. по видам питательных элементов, минеральные удобрения подразделяются на азотные, фосфорные (фосфатные), калийные (калиевые) и микроудобрения (магниеч вые, борные и др.).
233
По содержанию главных питательных элементов удобрения бывают простые (один главный питательный элемент) и комплексные (два или три элемента).
Но числу главных питательных элементов комплексные удобрения называются двойными (NP, PK, NK) и тройными (NPK).
При содержании питательных веществ более 33 % удобрения называются концентрированными, более 60 % — высококонцентрированными.
По назначению и срокам внесения удобрения подразделяются на основные (предпосевные), вносимые до посева; припо-севные, вносимые во время посева; подкормки, вносимые в период развития растений (в вегетационный период).
По степени растворимости удобрения бывают водорастворимые и водонерастворимые.
Состав минеральных удобрений характеризуется содержанием в них активных веществ: в азотных — азота (N), в фосфорных — оксида фосфора (Р2О5), в калийных — оксида калия (К20).
9.2.1. Основы технологии азотных удобрений
Промышленностью выпускаются следующие виды азотных удобрений: аммиачные, содержащие азот в виде катиона NH4+, нитратные, содержащие азот в виде аниона NO3-, аммиач-но-нитратные, содержащие оба иона, и амидные, азот в которых находится в форме NH2. По агрегатному состоянию азотные удобрения бывают твердые (например, карбамид) и жидкие (аммиак, аммиачная вода и аммиакаты, представляющие собой растворы твердых удобрений).
Наиболее распространенными из азотных удобрений являются аммиачная селитра (нитрат аммония) NH4NO3 и карбамид (мочевина) (NH2)2CO. Эти удобрения, как и все аммиачные и нитратные соли, водорастворимы и хороню усваиваются растениями, однако легко уносятся вглубь почвы при обильных дождях или орошении.
Аммиачная селитра (нитрат аммония) NH4NO3 является безбалластным удобрением, содержащим до 35 % азота в аммиачной и нитратной формах. Это удобрение можно использовать для любых сельскохозяйственных культур и почв. Однако нитрат аммония имеет и некоторые недостатки: его гранулы сильно гигроскопичны и поэтому расплываются на воздухе, слеживаются при хранении в крупные агломераты, трудно вносимые в почву. Кроме того, NH4NO3 огне - и взрывоопасен, что также осложняет его применение в качестве удобрения.
234
Технологический процесс производства аммиачной селитры (рис. 9.1) включает следующие стадии:
• нейтрализацию разбавленной азотной кислоты (HNO3) аммиаком (NH3);
• упаривание раствора нитрата аммония;
• кристаллизацию нитрата аммония;
• гранулирование и охлаждение плава;
• рассев гранул на товарные фракции.
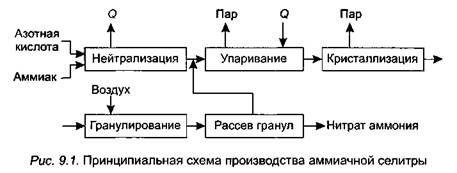
Нейтрализация осуществляется в специальном реакторе — нейтрализаторе, откуда разогретый раствор NH4NO3 (реакция нейтрализации идет с выделением тепла) поступает в вакуум-выпарной аппарат, где на выходе получается плав с содержанием NH4NO3 98—99 %. Плав поступает в верхнюю часть грануляционной башни, где разбрызгивается через специальное приспособление — форсунку. Капли селитры, падая вниз, застывают в потоке подающегося снизу холодного воздуха и образуют гранулы, которые поступают на дополнительное охлаждение и затем рассеиваются на фракции. Частицы менее 1 и более 3 мм присоединяются к раствору, идущему на выпаривание. Готовый продукт (частицы размером 1—3 мм) упаковывается в водонепроницаемые мешки.
В структуре себестоимости аммиачной селитры удельный вес различных элементов затрат следующий: сырье и основные материалы — 85 %, вспомогательные материалы — 5, энергия — 5, зарплата — 0,3, прочие расходы — 4,7 %.
Карбамид (NH2)2CO относится к ценным азотным удобрениям, содержащим до 46 % азота. Его применяют также как азотную добавку в корм скоту. Высокая концентрация азота, ценные физико-химические свойства, малая слеживаемость, низкие расходы на хранение и транспортирование сделали карбамид основным азотным удобрением.
235

 Сырьем для производства карбамида являются аммиак NH3 и диоксид углерода СО2.
Сырьем для производства карбамида являются аммиак NH3 и диоксид углерода СО2.
Технологический процесс производства карбамида (рис. 9.2) включает следующие стадии:
• синтез карбамида;
• упаривание раствора карбамида до плава;
• кристаллизация или гранулирование плава;
• фильтрация кристаллов (в случае кристаллизации);
• рассев гранул на товарные фракции.
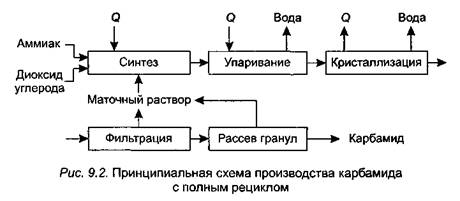
В промышленности синтез карбамида осуществляется в две стадии при 100 % - ном избытке аммиака, давлении 18—20 МПа и температуре 180—200 °С. Выход карбамида в оптимальных условиях составляет 60—70 % при использовании чистых СО2 и NH3. В целях улучшения экономических показателей производства не вступившие во взаимодействие аммиак и СО2 ис_ пользуются повторно или для получения других продуктов.
Диоксид углерода, предварительно очищенный от соединений серы и механических примесей, сжимается компрессором до 18—20 МПа и при температуре 40 ° С непрерывно подается в колонну синтеза. Плунжерным насосом в колонну непрерывно вводится также жидкий аммиак, нагретый до 90 °С. Полученный раствор карбамида упаривается в выпарном аппарате. Затем карбамид либо кристаллизуют в кристаллизаторах и отделяют кристаллы от маточного раствора на соответствующем фильтровальном оборудовании, либо гранулируют в грануляционной башне. Рассев гранул карбамида на товарные фракции осуществляется так же, как и аммиачной селитры.
Для получения 1 т карбамида в среднем расходуется: аммиака — 0,58 т; диоксида углерода — 0,77 т; воды — 90 м3; электроэнергии — 130 кВт - ч; пара — 1,3 т.
236
В структуре себестоимости карбамида удельный вес различных элементов затрат следующий: сырье и основные материалы — 65 % , вспомогательные материалы — 15, энергия — 15,6, зарплата — 0,4, прочие расходы — 4 %.
9.2.2. Основы технологии фосфорных удобрений
К фосфорным удобрениям относятся природные фосфаты и продукты их переработки. В отличие от других видов минеральных удобрений, фосфорные обладают разной растворимостью, по которой подразделяются на водорастворимые (группа I); растворимые в органических кислотах или усвояемые (группа II); нерастворимые или растворимые только в сильных минеральных кислотах (группа III). По содержанию питательного элемента фосфорные удобрения бывают концентрированные (более 30 % Р2О5) и неконцентрированные (менее 30 % Р2О5).
Методы переработки фосфатного сырья существенно зависят от состава руды и могут быть механическими и химическими.
Механической обработкой (измельчением) получают простейшее фосфорное удобрение — фосфоритную муку.
Задачей химической переработки природных фосфатов в фосфорные удобрения является превращение исходного фосфорсодержащего сырья в такие соединения фосфора, которые легко усваиваются растениями и являются высококонцентрированными, т. е. в их состав входит максимально возможное количество Р2О5 в усвояемой форме при минимальном содержании балласта и вредных примесей.
Важнейшими фосфорными удобрениями являются простой и двойной суперфосфаты, которые выпускаются в виде порошка или гранул.
Простой суперфосфат получают камерным методом при разложении природных фосфатов (апатитового концентрата или фосфоритной муки) серной кислотой.
Основными стадиями производства простого суперфосфата являются (рис. 9.3):
• смешение апатитового концентрата или фосфоритной муки с серной кислотой;
• разложение сырья при химическом взаимодействии исходных компонентов с образованием суперфосфата и фосфогипса;
• отверждение получаемой суспензии в суперфосфатной камере;
• дозревание суперфосфата на складе дообработки;
• дробление простого суперфосфата;
• грохочение (отделение крупных и мелких фракций);
• гранулирование простого суперфосфата.
237
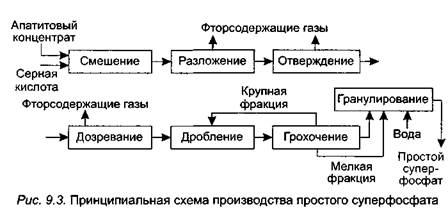
Существенными недостатками технологии производства простого суперфосфата являются образование побочных продуктов — фосфогипса (CaSO4) и выделение на всех стадиях производства очень токсичного газообразного фтористого водорода (HF). При этом содержание Р2О5 в простом суперфосфате не превышает 20 %.
Двойной суперфосфат является более концентрированным удобрением, чем простой. Его получают путем разложения природных фосфатов фосфорной кислотой. Производство двойного суперфосфата осуществляется двумя методами: камерным (по схеме получения простого суперфосфата) и поточным (бескамерным).
К недостаткам камерного способа относятся длительное складское дозревание продукта, сопровождающееся неорганизованными выделениями вредных фтористых соединений в атмосферу, и необходимость применения концентрированной фосфорной кислоты, содержащей 50—55 % Р2О5.
Основными стадиями производства двойного суперфосфата поточным методом являются (рис. 9.4):
• смешение апатитового концентрата или фосфоритной муки с 32 %-ной фосфорной кислотой;
• разложение фосфатного сырья (процесс протекает 0,5—1 ч при температуре 95 °С) в реакторе-смесителе с образованием пульпы готового продукта;
• сушка в распылительной сушилке и получение порошкообразного удобрения;
• гранулирование части порошкообразного суперфосфата в грануляторе-смесителе;
• сушка гранул в барабанной сушилке;
• рассев гранул на грохоте и получение товарной фракции двойного суперфосфата (размеры частиц — 1—4 мм).
238
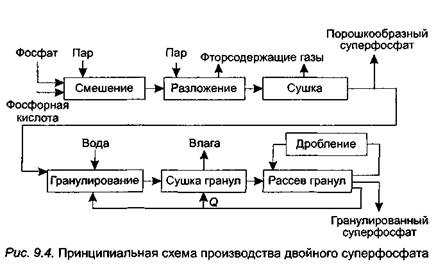
После рассева гранул суперфосфата на грохоте крупная фракция (размер частиц — 4 мм и более) измельчается на молотковой дробилке и снова поступает на грохот, а мелкая, называемая ретуром (размер частиц — 1 мм и менее), возвращается в гранулятор-смеситель.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
