

Применение ЭВМ в комплексной автоматизации реализуется через программное управление — управление режимом работы объекта (объектами) по заранее заданному алгоритму (программе).
Программное управление технологическим оборудованием и процессами охватывает управление движением машин, механизмов, транспортных средств и изменением параметров технологического процесса. Оно позволяет сочетать управление: отдельными станками, машинами и механизмами — с оптимизацией технологических параметров обработки, транспортными средствами — с оптимальной маршрутизацией, линиями — с оптимизацией планирования загрузки и т. д.
К оборудованию и системам с программным управлением относят:
• автоматические линии (АЛ);
• станки с числовым программным управлением (ЧПУ);
• автоматизированные системы управления (АСУ);
377
• системы автоматизированного проектирования (САПР);
• промышленные роботы;
• гибкие производственные системы (ГПС).
Автоматическая линия — система основного и вспомогательного оборудования, автоматически выполняющая весь процесс изготовления или переработки продукции или ее составляющих. Различают специальные автоматические линии, которые предназначены только для обработки определенных изделий, специализированные, способные производить однотипную продукцию в некотором диапазоне параметров, и универсальные, предназначенные для изготовления широкой номенклатуры однотипной продукции.
В отличие от гибких производственных систем автоматические линии не способны быстро переходить на выпуск новой продукции, поэтому их применение наиболее целесообразно в условиях крупносерийного и массового производства.
Станки с ЧПУ — разновидность технологического оборудования, снабженного микропроцессорным блоком, обеспечивающим автоматический выбор режимов и проведение последовательной обработки по определенной программе, а также по мере необходимости — изменение режимов и последовательности обработки при изменении ее программы в рамках технологических возможностей оборудования.
Программа обработки вводится в считывающее устройство станка, в котором исходные данные преобразуются в соответствующие командные импульсы, управляющие исполнительными механизмами оборудования. Как правило, станки с ЧПУ снабжаются соответствующими контрольно-измерительными приборами, позволяющими следить за процессом обработки и (в случае необходимости) его корректировать. Кроме того, современные станки с ЧПУ имеют соответствующие датчики, следящие за состоянием рабочих инструментов и исполнительных механизмов станка с целью обеспечения требуемого качества обработки (т. е. способны к самоконтролю).
Несмотря на достаточно высокую стоимость, станки с ЧПУ целесообразно применять для мелкосерийного и индивидуального производства, так как по сравнению с автоматическими линиями, работающими по одной программе, они универсальны, переналадка станков, смена программы обработки занимают считанные минуты.
Автоматизированная система управления (АСУ) — совокупность экономико-математических методов, технических средств (средств связи, устройств отображения информации
378
и т. д.) и организационных комплексов, обеспечивающих рациональное управление сложным объектом (процессом) в соответствии с поставленной целью.
Классическая АСУ состоит из основы и функциональной части. В основу входят информационная, техническая и экономико-математическая базы, математическое обеспечение. К функциональной части относят набор взаимосвязанных программ, автоматизирующих конкретные функции управления (оперативное планирование, финансово-бухгалтерская и маркетинговая деятельность и т. д.). «Мозг» АСУ — это система быстродействующих ЭВМ. На ЭВМ возлагаются функции информирования, справочные, советующие, а также функции контроля за протеканием производственного процесса.
Различают следующие основные типы АСУ:
• системы общезаводского управления, ориентированные на-автоматизацию функций управления предприятием (АСУП);
• системы управления технологическими процессами (АСУТП), образующие совместно с современным комплексом основных и вспомогательных агрегатов и машин автоматизированные технологические комплексы (АТК).
Основная тенденция развития автоматизированных систем — объединение локальных АСУ с целью создания интегрированных систем, в которых сочетаются автоматизация решения экономических задач и задач административного управления с автоматизацией управления технологическими процессами, проектирования изделий и технологии их изготовления.
Повышение научно-технического уровня и эффективности АСУ создало предпосылки для разработки систем более высокого класса — многоуровневых интегрированных автоматизированных систем управления (ИАСУ), включающих в себя АСУП% АСУТП и САПР.
Все компоненты ИАСУ взаимосвязаны, образуют единый
контур организационно-экономического управления, управле
ния технологическими процессами и процесса технологической
подготовки производства. Основным содержанием работ при
создании ИАСУ является согласование взаимодействия всех
видов автоматизированных систем на промышленном предприч
ятии за счет совместимости организационного, информацион
ного, технического и (или) программного обеспечения. j.
Система автоматизированного проектирования (САПР) представляет собой совокупность технических средств, программного обеспечения и работников, осуществляющих диалоговую связь с ЭВМ с целью создания (проектирования) новых объектов.
379
Кроме базовых ЭВМ, САПР комплектуются большим количеством периферийных устройств: ввода, отображения и редактирования символьной и графической информации; устройствами, предназначенными для автоматической подготовки и вывода технической документации; автоматизированными контрольно-диагностическими системами (тестерами), управляемыми программами САПР.
Для ввода больших объемов графической информации широко используются графические планшеты и кодировщики (сканеры), позволяющие переводить данные с рисунков и чертежей в цифровой форме в память ЭВМ.
Отображение и редактирование графической информации обычно выполняются с помощью графических дисплеев. Они позволяют представлять информацию, вводимую в ЭВМ и выводимую из нее, в виде схем, рисунков, чертежей, графиков с множеством цветовых оттенков, что улучшает восприятие, облегчает ввод сложной графической информации.
По назначению различают САПР конструкторского назначения, технологического и комбинированные.
Современные САПР отличаются высокой производительностью, наличием большого пакета прикладных программ, способностью к объединению с другими системами, портативностью и унификацией. Новейшие системы строятся по модульному принципу, что повышает гибкость их использования, улучшает адаптацию к новым задачам, облегчает поиск ошибок, делает возможным широкую стандартизацию элементов и дальнейшее расширение систем.
Практика подтверждает высокую экономическую эффективность систем автоматизированного проектирования, их позитивное влияние на повышение технического уровня производства в целом. Естественно, что большей результативностью отличаются САПР, созданные с учетом новейших достижений научно-технического прогресса в конкретной области.
Экономия от внедрения САПР образуется как при проектировании изделий (процессов), так и при их изготовлении (внедрении). Основными факторами экономии при проектировании изделий и разработке процессов являются: снижение затрат на проектирование в связи с сокращением сроков технической подготовки и ростом производительности труда проектировщиков; повышение качества проектирования в результате улучшения технико-эксплуатационных характеристик изделий, параметров процессов, уменьшения количества ошибок в технической документации.
При интеграции САПР с другими автоматизированными системами, например с АСУТП, наибольший эффект может
380
быть достигнут в случае использования в этих системах автоматизированных и автоматических линий, станков, установок, агрегатов и т. д.
Создание САПР — важный фактор социального прогресса, повышающий качество конечного продукта, улучшающий использование оборудования, сокращающий материальные затраты и численность персонала низкой квалификации.
Информация о гибких производственных системах (ГПС) и промышленных роботах представлена в параграфах 14.1 и 14.2 соответственно.
14.5. Основы информационной технологии
в управленческой и проектно-конструкторской
деятельности
Нынешний период технологического развития производства, называемый информационно-технологической революцией, был подготовлен и обуславливается всем предыдущим развитием человечества. Если каменные орудия помогли сформироваться человеческому интеллекту и способствовали повышению производительности физического труда, то машинное производство привело к разделению умственного и физического труда, что также способствовало интенсификации интеллектуальной деятельности человека. На современном этапе развития общественного производства зарождаются предпосылки того, что робототехнология избавит человечество от рутинного физического труда, особенно во вредных условиях. Освобождение же человечества от рутинного нетворческого умственного труда в перспективе должна обеспечить так называемая информационная технология.
Необходимость ускоренного развития информационной технологии, особенно в сфере управления производством, диктуется следующими обстоятельствами. В современном промышленном производстве образовался дисбаланс между автоматизацией собственно производства и автоматизацией управления этим производством. Как следствие этого — в последнее столетие неуклонно увеличивается доля работников, занятых в информационной сфере (в частности, в управлении и планировании), при снижении доли занятых в сфере производства. Такая тенденция делает проблему информационной сферы еще более острой, так как достижения робототехники и микроэлектроники позволяют уже сейчас строить высокоавтоматизированное программируемое гибкое производство, которое обеспечит более
381
высокие темпы обновления и расширения номенклатуры товаров и услуг.
Если рассматривать историю развития управления производством, то согласно академику , человечество столкнулось с двумя информационными барьерами. Первый барьер возник при переходе от ремесла к крупному промышленному производству. Он был преодолен разделением задач управления, планирования, проектирования между отдельными работниками и службами. Второй барьер обусловлен разрывом между темпами появления и развития новых технологий, материалов, товаров, услуг и темпами совершенствования информационной сферы. Его преодоление возможно лишь через развитие информационной технологии.
Согласно определению ЮНЕСКО информационная технология — комплекс взаимосвязанных научных, технологических, инженерных дисциплин, изучающих методы эффективной организации труда людей, занятых обработкой и хранением информации; вычислительную технику и методы организации и взаимодействия с людьми и производственным оборудованием, их практические приложения, а также связанные со всем этим социальные, экономические и культурные проблемы.
В прикладном плане под информационной технологией понимают совокупность методов и средств сбора, хранения, поиска, переработки, преобразования, распространения и использования информации в различных сферах деятельности. Она основана на использовании компьютерных и телекоммуникационных технологий, которые в свою очередь могут применяться совместно с другими видами технологий для усиления конечного эффекта.
Цель информационной технологии в сфере производства — обеспечить наиболее благоприятные условия его развития с точки зрения интенсификации обмена информацией между подразделениями и повышения эффективности ее обработки и использования.
Технологическими средствами реализации информационной технологии являются быстродействующие ЭВМ на микропроцессорной основе (информационная техника), соединенные между собой устойчивыми каналами связи (например, на опто-электронной основе), позволяющими эффективно обмениваться необходимой информацией. Инструментальными средствами информационной технологии является программное и математическое обеспечение.
Таким образом, в информационной технологии предметом и продуктом труда является информация, т. е. сведения, исходные данные, необходимые пользователю для принятия ка-
382
ких-либо решений (организационных, управленческих, конструкторских, технологических и т. д.). При этом выходная информация выступает в виде рекомендаций, управляющих воздействий (например, на протекание технологического процесса) или является исходной для дальнейшей переработки.
Важнейшими предпосылками развития информационной технологии в сфере производства товаров являются:
• разработка новых технологических процессов, согласованных по принципам контроля, автоматизации и другим параметрам;
• создание физико-математических моделей и программ, которые могут служить основой для проектирования процессов производства и управления ими;
• создание комплекса средств автоматической генерации программного обеспечения;
• разработка автоматических устройств сбора информации и выдачи ее пользователю в удобном для него виде при максимальном облегчении общения с источником информации или ЭВМ;
• создание развитой сети электронных средств обработки информации, позволяющей обмениваться информацией различным пользователям в автоматическом режиме.
Генеральным направлением развития информационной технологии на современном этапе является решение задачи автоматизации всего пути от формулировки проблемы пользователем до ее решения. Поэтому создание новой технологии обработки информации на ЭВМ становится одной из центральных проблем создания искусственного интеллекта, для решения которой необходимо внести в традиционную структуру ЭВМ новые компоненты.
На рис. 14.5 показана обогащенная структура компьютера, способного подготовить программу решения задачи по словесному описанию ее условий.
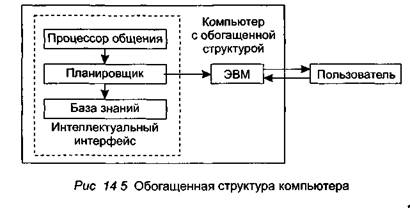
Кроме собственно ЭВМ, новый комплекс включает еще три блока:
• процессор общения;
• базу знаний;
• планировщик.
Эти три блока иногда объединяют под названием интеллектуальный интерфейс.
В задачу процессора общения входит перевод исходного текста задачи на внутренний язык системы. Этот же блок «переведет» потом результаты работы машины на понятный пользователю язык.
Планировщик строит рабочую программу по описанию условий задачи, полученному от процессора общения. Делает он это с помощью имеющейся базы знаний.
В базе знаний записаны и описаны все необходимые сведения о способах решения задач в данной области, хранятся стандартные программы, с помощью которых решаются типовые задачи, содержится другая нормативно-справочная информация. Иа основе базы знаний планировщик «строит» нужную ему программу, которую и решает ЭВМ.
В сфере искусственного интеллекта выделяют три типа систем:
• интеллектуальные информационно-поисковые;
• экспертные;
• расчетно-логические.
Интеллектуальные информационно-поисковые системы обладают обширным справочно-информационным фондом и способны отвечать на вопросы пользователя, даже если вопрос сформулирован неконкретно или проблемно.
Задача экспертных систем — накапливать опыт специалистов, работающих в плохо формализуемых областях: медицине, биологии, истории и т. д. При этом каждая конкретная экспертная система ориентирована на жестко фиксированную проблемную область. По сути дела — это автоматизированный справочник-советчик для специалиста.
Расчетно-логические системы умеют выполнять множество процедур, используемых в задачах проектирования, планирования, диспетчеризации и т. д.
Новая информационная технология с созданием интеллектуального интерфейса позволяет успешно решать проблему проектирования новой техники и технологии путем автоматизации перевода с предметного уровня на математический и наоборот. В результате «мир компьютера» объединяется с «миром конечного пользователя».
384
В последние годы особенно стремительным стало внедрение информационной технологии в управленческой деятельности. Получила распространение концепция электронной конторы — учреждения, где практически все конторские, управленческие операции, включая сбор информации, ее анализ, подготовку решений и распоряжений, осуществляются с помощью электронной техники, на базе децентрализованной сети рабочих мест.
Концепция электронной конторы окончательно еще не сформировалась, и сейчас пока трудно оценить до конца, сколь глубоким и всесторонним будет ее воздействие на принципы организации управленческого труда.
Электронное техническое оснащение контор обеспечивает прямое взаимодействие между людьми, не требуя их присутствия в одном помещении и даже в определенное время в рабочем здании. Благодаря электронным устройствам стираются грани между служебным и домашним временем. Очевидно, должно измениться общественное отношение к работе на дому или неполный рабочий день — не исключено, что в XXI в. такой режим конторской работы станет весьма распространенным, а может быть, даже основным.
Можно выделить три важнейшие функции, подлежащие совместной и взаимосвязанной автоматизации для осуществления управленческой деятельности: электронная связь, электронное хранение документов, электронное создание документов.
По предварительным оценкам, автоматизация работы служащих на промышленном предприятии может сократить конторские расходы примерно на четверть. По отдельным статьям расходов экономия может быть еще больше. При этом следует подчеркнуть, что автоматизация работы служащих дает эффект при условии комплексности, когда автоматизируется деятельность конторы в целом, т. е. когда отдельные автоматизированные рабочие места объединяются в систему.
В последнее время в проектно-конструкторской деятельности начали находить применение так называемые компьютерные имитации, реализованные с помощью технологии виртуальной реальности.
*- Виртуальная реальность — интерактивная технология, позволяющая создать убедительную иллюзию, что вы находитесь и действуете внутри реального мира, хотя на самом деле этот мир существует только внутри компьютера.
Выделяют три вида способа создания виртуальной реальности: первый «захватывает» человека полностью и воздействует почти на все его органы чувств, второй «овладевает» им только
385
частично, примером третьего могут служить компьютерные игры. Настоящая виртуальная реальность принципиально отличается от стереоизображения. Находясь в ней, повернув голову, можно увидеть другую часть изображения — как в жизни. Обычное же стереоизображение «следует» за человеком, как привязанное, и при повороте головы картинка не меняется.
В основе системы, реализующей технологию виртуальной реальности, лежит компьютерная динамичная трехмерная модель какого-либо объекта реального мира, которая может воспроизводиться либо на экране дисплея, либо в специальных стереоскопических «очках», состоящих из двух миниатюрных экранов, вмонтированных внутри надеваемого на голову шлема, либо на экране во всю стену. Системы виртуальной реальности включают в себя, как правило, шлемы, очки, обычные и стереодисплеи, перчатки, видео - и аудиосистемы, рабочие станции, персональные компьютеры, костюмы и т. д. Программное обеспечение виртуальной реальности — это ее операционные системы, инструментарий и различные приложения. Создаются различные средства защиты программного обеспечения. Системы виртуальной реальности обслуживают лаборатории разработчиков, консультационные службы.
Принципиальным отличием компьютерных программ, создающих виртуальный мир, от традиционных систем компьютерной графики, передающих только зрительную информацию, является воздействие на несколько органов чувств одновременно: зрения, слуха, осязания. Кроме того, все системы виртуальной реальности интерактивно взаимодействуют с человеком и «допускают» «вмешательство» последнего в действие, разворачиваемое перед его глазами. Например, можно «дотронуться» рукой до объекта, существующего лишь в памяти компьютера, надев на руку специальную перчатку, начиненную соответствующими датчиками. С помощью компьютерной мыши можно перевернуть имеющееся на экране изображение, осмотреть его с обратной стороны, попасть внутрь исследуемого объекта.
Такие системы в настоящее время используются, например, при проектировании новых моделей автомобилей, создавая эффект присутствия и езды человека на автомобилях, которых еще нет на самом деле.
Несомненную экономию дает применение принципов виртуальной реальности при подготовке персонала для работы на новом оборудовании, например, при освоении гибкой автоматизированной технологии, не говоря уже об обучении езде на автомобиле или имитации хирургической операции.
386
Технология виртуальной реальности используется при моделировании динамики жидкостей и газов в физике, в моделировании химических опытов, индустрии развлечений, особенно в играх, финансовом анализе, геологических и географических науках, информационных системах, изобразительном искусстве, медицине, на телевидении, в образовании, метеорологии и многих других отраслях и видах деятельности.
Лучшие экземпляры технологии виртуальной реальности представляют собой сложные системы, трансформирующие информацию в знание, которое и является наиболее ценным ресурсом человечества.
Таким образом, важнейшее значение использования информационной технологии состоит именно в том, что она открывает пути прогресса без дальнейшего наращивания материально-энергетического потребления. Хотя обработка каждой единицы информации требует энергии, а хранение информации — вещества и пространства, эти затраты неизмеримо меньше затрат энергии, вещества и пространства отображаемых этими информационными процессами событий реального мира.
Контрольные вопросы
1. Какие уровни гибких автоматизированных производственных систем можно выделить? Чем они отличаются друг от друга?
2. Какие четыре основных элемента включает в себя современное производственное оборудование? Что его отличает от традиционных машин?
3. Перечислите и охарактеризуйте важнейшие принципы автоматизации производства.
4. Дайте определение гибкому производству. Какие группы производств различают по степени гибкости? Охарактеризуйте их.
5. Сформулируйте основные преимущества и недостатки гибкой автоматизированной технологии.
6. Какие структурные элементы включает в себя гибкая производственная система? Каково назначение каждого из элементов?
7. Почему гибкая производственная система является высокоинтенсивной и трудосберегающей формой производства?
8. Что представляет собой промышленный робот?
9. Какие три поколения промышленных роботов вам известны? Чем они отличаются друг от друга?
10. На какие группы подразделяют роботы по роду деятельности?
11. Какие группы роботизированных технологических комплексов вам известны?
12. Что представляют собой роботизированные автоматические
линии? Каковы их достоинства и недостатки?
387
13. Каких три основных компонента включает в себя конструкция промышленного робота? Каково функциональное назначение каждого из компонентов?
14. Перечислите и охарактеризуйте технические характеристики функционирования промышленных роботов.
15. Каковы важнейшие принципы роботизации промышленного производства? Почему их необходимо соблюдать при внедрении роботов в производство?
16. В чем заключается сущность роторной технологии?
17. Почему роторная технология является одним из направлений комплексной автоматизации производства?
18. Какие основные элементы включает в себя роторная машина? Каково назначение каждого из элементов?
19. Что представляют собой роторно-конвейерные машины и линии? Каково их отличие от традиционных роторных машин?
20. Охарактеризуйте достоинства и недостатки роторной технологии.
21. Что представляет собой программное управление производственным процессом? Какое оборудование относят к оборудованию с программным управлением?
22. Что представляют собой автоматические линии? Какие виды автоматических линий вам известны?
23. Что представляют собой станки с числовым программным управлением? Каковы их достоинства и недостатки?
24. Что представляет собой автоматизированная система управления (АСУ)? Какие основные элементы она включает в себя?
25. Какие основные типы АСУ вам известны? Чем они отличаются друг от друга?
26. Что такое САПР? Каково их назначение? Какие виды САПР вам известны?
27. Что такое информационная технология? Каковы ее особенности но сравнению с другими представителями производственных технологий?
28. Что является технологическими средствами реализации информационной технологии?
29. Что является инструментальными средствами реализации информационной технологии?
30. Что представляет собой компьютер с обогащенной структурой? Какие возможности он дает?
31. Что представляет собой концепция электронной конторы? В чем ее преимущества?
32. В чем заключается сущность, достоинства и недостатки технологии виртуальной реальности? Каковы основные сферы ее применения?
388
Глава 15. ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ
ПРОИЗВОДСТВА И ОБРАБОТКИ НОВЫХ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
15.1. Основы технологии производства композициопных
материалов
Композиционные материалы (КМ), или композиты — искусственно созданные материалы, состоящие из двух или более разнородных и нерастворимых друг в друге компонентов (фаз), соединяемых между собой физико-химическими связями.
Большое значение замены композиционными материалами металлов и других конструкционных материалов состоит в том, что их можно создавать с различными свойствами, причем как равными, так и неравными во всех направлениях материала.
Создание изделий из композитов является примером единства конструкции и технологии, поскольку материал, спроектированный конструктором, образуется одновременно с изделием при его изготовлении, и свойства КМ в значительной мере зависят от параметров технологического процесса.
Свойства композиционных материалов зависят от свойств их компонентов. Одним из этих компонентов является арматура, или наполнитель, а вторым — связывающая их матрица.
Матрица в КМ выполняет функцию среды, в которой распределен наполнитель. Наполнитель в композиционных материалах воспринимает основные напряжения, возникающие в композиции при действии внешних нагрузок, придавая ей прочность и жесткость в направлении ориентации волокон. Работоспособность композита обеспечивается как правильным выбором и сочетанием матрицы и наполнителя, так и рациональной технологией их совмещения, призванной обеспечить прочную связь между ними.
В качестве матрицы в композиционных материалах используют эпоксидные, кремнийорганические, полиэфирные и другие смолы, а также алюминий, магний, титан, никель, жаропрочные сплавы, керамику, углерод различной модификации. Тип материала матрицы определяет общее название композиционного материала. Например, композиционные материалы с полимерной матрицей называют полимерными (ПКМ), с металлической — металлическими (МКМ), с углеродной — углеродными (УКМ) и т. д.
389
Формирование изделий из полимерных композиционных материалов (ПКМ) может осуществляться методами как присущими формированию изделий из полимеров (литье под давлением, экструзия, прессование и др.), так и специальными (намотка и др.), характерными только для данного класса материалов.
Намоткой называют процесс формирования, при котором заготовки получают укладкой по заданным траекториям формирующего наполнителя (нитей, лент, тканей), обычно пропитанного полимерным связующим, на вращающиеся технологические оправки. Оправки имеют конфигурацию и размеры, соответствующие внутренним размерам изготавливаемой детали. Намоткой изготовляют конструкции, имеющие форму тел вращения или близкую к ней: трубы, баки, емкости, короба, стержни и т. д.
К полимерным композиционным материалам относят следующие.
Стеклопластики — самые дешевые из всех ПКМ, поэтому их применение оправдано в серийном и массовом производстве. В настоящее время их используют в судостроении (корпуса лодок, катеров, речных и морских судов), в строительстве и нефтехимическая
промышленность" href="/text/category/himicheskaya_i_neftehimicheskaya_promishlennostmz/" rel="bookmark">химической промышленности (строительные панели, воздуховоды, реакционные аппараты, различные емкости, химически стойкие и прочные трубы, корпуса насосов, вентиляторов и т. д.), в автомобильном и железнодорожном транспорте (кабины грузовиков, баки для горючего, цистерны для перевозки жидких и сыпучих грузов, приборные панели и др.).
Органопластики характеризуются низкой плотностью, высокими прочностью, жесткостью, влаго - и химической стойкостью. Диэлектрические и теплофизические свойства определили их применение в качестве материалов электро - и коррозий-ностойкого, фрикционного назначения, а также в производстве спортинвентаря.
Углепластики применяют в автомобильной и химической промышленности, производстве авиационной техники, спортинвентаря. Биологическая совместимость углеродного волокна с тканями позволяет использовать углепластики для протезирования, в медицинских приборах.
В металлических композиционных материалах (МКМ) матрицей являются металлы и их сплавы, а наполнителем — металлические и неметаллические волокна.
МКМ получают различными методами в зависимости от их формы и назначения.
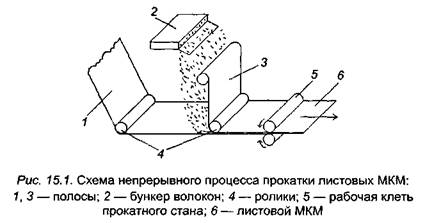
Метод прокатки — наиболее производительный способ производства листовых, ленточных МКМ (рис. 15.1).
390
Жидкофазный метод предусматривает получение МКМ совмещением армирующих волокон с расплавленной матрицей (рис. 15.2).

Метод осаждения-нанесения состоит в нанесении на волокна различными способами (газофазными, химическими, электролитическим, плазменным) матричного материала и заполнении им межволоконного пространства. Наиболее широкое применение получил метод плазменного напыления, при котором материал матрицы в виде порошка или проволоки подводится к плазменной струе, расплавляется и, подхваченный потоком плазмообразующего газа (например, аргона), направляется к поверхности изделия (рис. 15.3). Двигаясь с большой скоростью (150 м/с), частицы материала при ударе о поверх-

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
