


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 . (3)
. (3)
Однако, состояния внешней среды неизвестны, т. е. вероятности P(sp) неизвестны. В этом случае оптимизация решения происходит с применением оптимизационных критериев. Рассмотрим их применимость.
Применяя критерий Вальда, делают предположение, что внешняя среда находится в самом неблагоприятном для менеджера состоянии. Оптимальное решение hi из множества H определится решающим правилом
 . (4)
. (4)
Критерий Вальда применим в том случае, когда целесообразно получить гарантированное оптимальное решение при наихудших состояниях внешней среды.
Применение критерия Гурвица происходит при предположениях, что внешняя среда находится в самом невыгодном состоянии с вероятностью 1-a или внешняя среда находится в самом выгодном состоянии с вероятностью a. Коэффициент a называют коэффициентом доверия. Выбор оптимального решения hi из множества H определится решающим правилом
 , 0£a£1. (5)
, 0£a£1. (5)
При a=1 получают решающее правило выбора оптимального решения
 , (6)
, (6)
которое в литературе называют стратегией «здорового оптимиста», т. е. менеджера, который верит в удачу.
Применяя критерий Лапласа, делают предположение, что все состояния внешней среды равновероятны, т. е. P(s1)=P(s2)=…=P(sР)=1/Р. При таком предположении выбор оптимального решения hi определится решающим правилом
 . (7)
. (7)
При использовании критерия Сэвиджа вводится измерение понятия «сожаление». Мера «сожаление» определяется результатом деления измерения полезности результата при данном состоянии внешней среды на результат измерения полезности возможного наилучшего результата. Задание мер «сожаление» происходит по следующему алгоритму.
Составляют матрицу полезности результата относительно состояния внешней среды U*=||uip||, где uip=u(xi,sp), i=1,2,…,n, p=1,2,…,P. Значения uip могут быть заданы экспертным путем, либо методами вероятностного прогнозирования, что менее реально на практике. Вид матрицы полезности результата приведен относительно состояния внешней среды U* в табл. 3.
Таблица 3
H/S | h1 | h2 | … | hm |
s1 | u(h1,s1) | u(h2,s1) | … | u(hm, s1) |
s2, | u(h1,s2) | u(h2,s2) | … | u(hm, s2) |
… | … | … | … | … |
Sp | u(h1,sp) | u(h2,sp,) | … | u(hm, sp) |
В каждом столбце матрицы U* определяют максимальный элемент  . Затем из всех элементов столбца вычитают найденный максимальный элемент. Полученная матрица называется матрицей «сожаления»
. Затем из всех элементов столбца вычитают найденный максимальный элемент. Полученная матрица называется матрицей «сожаления» ![]() , где
, где ![]() . Оптимальное искомое решение hi определяют решающим правилом
. Оптимальное искомое решение hi определяют решающим правилом
 . (8)
. (8)
Заметим, что критерий Сэвиджа минимизирует возможные потери от решения при условии, что состоянию внешней среды sp соответствует один единственный результат Qj, так что P(Qj/sp)=djp, где djp ‑ символ Кронекера.
При условии, что состоянию внешней среды sp соответствует один единственный результат Qj, задача оптимизации принимаемого решения модифицируется и для остальных критериев. Это происходит следующим образом. Так как множество {P(s1),P(s2),…,P(sР)} предполагается неизвестным, правила поиска оптимального решения hi определяются следующим образом:
- критерий Вальда:
![]() ; (9)
; (9)
- критерий Гурвица:
 ; (10)
; (10)
- критерий Лапласа:
 ; (11)
; (11)
- критерий Сэвиджа:
 . (12)
. (12)
Для выбора критерия нет общих рекомендаций. Выбор критерия должен соответствовать специфике задачи принятия решений с поставленными целями. Целесообразно иметь модуль принятия решений в информационной управляющей системе, применяя который можно моделировать принятие решений при разных критериях и анализировать полученные результаты.
Использованные источники
1. , , Финаев и информационное обеспечение медицинских учреждений. – М.: МГУП, 2005. – 210 с.
2. Финаев В. И., Бесшапошников нечетких критериев нечеткого выбора. Сборник трудов Шестого Европейского конгресса интеллектуальных технологий и программного продукта, сентябрь 7-10, 1998. Аахен, Германия. ‑с.
3. , , Целых и методы принятия решений в интегрированных интеллектуальных системах. – Ростов-на-Дону: Изд-во РГУ, 1999. – 278 с.
4. Мушик Э., Мюллер П. Методы принятия технических решений / Пер. с нем. ‑ М.: Мир, 1990. ‑ 208 с.
Оптимальное проектирование электромеханического привода
Сибирский государственный технологический университет, Россия
Науч. рук.: , д. техн. на., профессор
Электромеханический привод представляет собой совокупность отдельных агрегатов, обеспечивающих преобразование энергии в движение рабочего органа объекта привода. С формальной точки зрения его можно рассматривать как математический объект, который описывается с помощью функциональных состояний входных и выходных величин, аналитических связей параметров и критериальных показателей привода. Это позволяет унифицировать математическое описание отдельных преобразователей и является необходимым условием автоматизированного оптимального проектирования. При таком подходе каждому варианту конструкции, определяемому набором параметров влияния, соответствует точка yi n-мерного пространства.
В общем случае имеются функциональные и параметрические ограничения
 ;
; ![]() , (1)
, (1)
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() - заданные границы изменения i-го параметра и i-го функционального ограничения.
- заданные границы изменения i-го параметра и i-го функционального ограничения.
С помощью целевой функции Ф(у) сравнивают и варианты ЭМП. Причем задача оптимизации ставится как задача минимизации функции Ф(у).
Эта задача решается поэтапно. На первом этапе с помощью ЭВМ составляется таблица испытаний, в которой Фj(у) располагается в порядке возрастания. На втором этапе выполняются, при вмешательстве проектировщика, анализ таблиц испытаний и выбор решающего критерия целевой функции Фj(у). На третьем этапе проверяется разрешимость задачи, т. е. непустота множества D. Непустота достигается введением критериальных ограничений
Фj(у) £ Фj*, j = 1, 2,…n, (2)
где Фj* - худшее допустимое значение целевой функции.
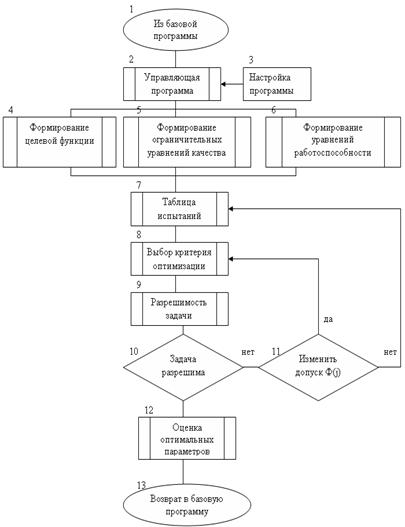
Рисунок 1Структура процесса оптимизации параметра ЭМП
Задача разрешима, если имеется хотя бы один вариант уi, для которого справедливо неравенство (2). в противном случае необходимо изменить Фj*. Если этого делать нежелательно, то необходимо вернуться к первому этапу и увеличить число испытаний.
Из базового пакета программы осуществляется передача данных по предыдущим расчетам.
Управляющая программа (рисунок 1, блок 2), после выполнения проектировщиком ее настройки (блок 3), формирует одновременно уравнение целевой функции (блок 4), ограничительные уравнения качества работы привода (блок 5) и уравнение работоспособности привода (блок 6).
В этих же блоках оцениваются весовые коэффициенты параметров влияния, значение которых передают проектировщики в подпрограмму «Таблицы испытаний» для анализа и принятия решения о выборе параметров влияния.
Подпрограмма «Таблицы испытаний» (блок 7) формирует таблицы испытаний в зависимости от заданных проектировщиком параметров влияния, их весовых коэффициентов и диапазона изменений.
В блоке 8 проектировщик анализирует таблицы испытаний и выбирает окончательный критерий оптимизации.
Подпрограмма (блок 9) «Разрешимость задачи» определяет те значения параметров влияния, при которых выполняются все требования целевой и ограничительных функций и затем в блоке 12 вычисляет оптимальные параметры составных частей ЭМП.
В случае неразрешимости задачи через логические блоки (10 и 11) программа возвращается либо на первый этап в блок 7 для увеличения числа испытаний, либо на второй этап в блок 8 для изменения допустимого значения целевой функции.
Имитационная модель производственного процесса штамповочного цеха малого предприятия
,
Чайковский филиал Пермского государственного технического университета, Россия
(факультет профессионального обучения, 4 курс)
Науч. рук.:
В наше время малый бизнес играет значительную роль в экономике практически всех развитых стран. Стабильность и выживаемость малого предприятия во многом зависит от организации процесса производства. В качестве метода улучшения организации работы предприятия можно предложить создание имитационной модели предприятия, которая позволит планировать работу, анализировать результаты и на основе этого создавать перспективные планы работы предприятия.
В качестве объекта моделирования взят процесс производства каркасов для сальников штамповочного цеха ЧП Максимова делится на складскую зону и рабочую зону, в которой расположены:
– гильотина – станок для разрезки стального листа на полосы-заготовки;
– 11 прессов различной мощности – станки, на которых производится штамповка деталей из заготовок;
– два галтовочных барабана, где происходит снятие острых кромок, смазочных материалов и пыли с готовых деталей.
На прессах деталь проходит обработку в две операции:
1) формирование детали;
2) вырубка отверстия.
На предприятии есть прайс-лист, в котором указаны номер детали, код, стандарт и размеры.
Работа в цехе строится по следующей схеме:
– на предприятие приходит заявка, в которой указаны виды деталей и количество;
– определяются приоритеты деталей по срочности;
– на основании прайс-листа подготавливаются заготовки, определяются и настраиваются прессы, на которых будут обрабатываться детали;
– производится галтовка деталей;
– отправка на другое предприятие для обрезинивания и дальнейшей реализации.
Для того чтобы приступить к созданию модели, необходимо было изучить работу цеха, замерить время наладки прессов, время каждой операции по обработке детали, время галтовки. Время обработки детали на прессе зависит от операции, от вида заготовок (полосы или «пятаки»), размера детали. Среднее время обработки одной заготовки на первой операции 1,7 сек., на второй – 2 сек. Среднее время обработки партии деталей на галтовке – 60 мин.
На данном этапе стояла задача смоделировать только процесс обработки деталей на прессах. Этот процесс может быть представлен в виде многоканальной системы массового обслуживания (СМО) (рис. 1), где заявками будут заготовки, а каналами обслуживания – прессы. В зависимости от размера детали, она может обрабатываться на прессах определенной мощности.
Эта схема не совсем точно отражает работу цеха, так как на практике одновременно могут работать от двух до шести прессов (по количеству работающих прессовщиц). Чтобы отразить это при моделировании, в начале дня задается количество одновременно работающих прессов.
Как результат моделирования создана программа на объектно-ориентированном языке высокого уровня Borland С++ Builder. Программа имеет графический интерфейс. Входными данными является заказ в виде списка деталей и их количества.
Продвижение времени в программе происходит по принципу особых состояний. Особыми состояниями в программе являются:
– поступление заготовки на обработку;
– завершение обработки детали на одном из каналов обслуживания.
Все состояния и их время сохраняются в массиве и после завершения обработки выводятся в виде временной диаграммы. Цикл обработки деталей разбит на восьмичасовые рабочие дни. Моделирование продолжается, пока в очереди есть заявки или пока не достигнуто конечное время, которое задается пользователем перед моделированием.
Модель имеет три накопителя:
– для деталей, ожидающих первый этап обработки;
– для деталей, ожидающих второй этап обработки;
– для деталей, ожидающих обработку на галтовке.
При обработке деталей учитывается их приоритетность по срочности. Приоритет задается в виде целого числа от -255 до 255.
Очереди деталей реализованы с помощью массивов из элементов-структур с полями:
– номер детали в прайс-листе;
– количество деталей;
– приоритет;
– номер следующей операции.
Прайс-лист – массив структур, имеющих поля:
– номер детали;
– наименование;
– размеры;
– время обработки на каждом этапе;
– количество штук в полосе.

Рисунок 1 Структурная схема процесса
Все каналы реализованы в виде объектов одного класса. Свойствами объектов являются: масса пресса; обрабатываемая деталь; время завершения текущей операции; полное время работы пресса; установленная печать; время, ушедшее на смену печати.
При каждом повторении цикла вызывается процедура обработки каналов обслуживания, которая помещает обработанную деталь в очередь на следующий этап обработки, выбирает из очереди следующую необработанную заготовку. Время обработки рассчитывается для каждой заготовки с помощью генератора случайных чисел по закону равномерного распределения.
Заготовка принимается на обработку, если:
– пресс подходит для нее по массе;
– пресс настроен для изготовления этой деталей;
– в очереди нет деталей с более высоким приоритетом.
Если в очереди нет деталей, удовлетворяющих условиям, то принимается деталь, требующая перенастройку пресса. Если поиск не дает результатов, то станок простаивает.
После завершения моделирования программа выводит временную диаграмму производственного процесса (рис. 2) и отчет о времени работы прессов (рис. 3).
Таким образом, данная программа позволяет каждый день иметь информацию о том, на каком из прессов какая деталь будет обрабатываться, о простое и переналадке прессов. Отчет о времени работы прессов позволяет определить время работы, простоя прессов и время, затраченное на переналадку за период выполнения данной заявки.
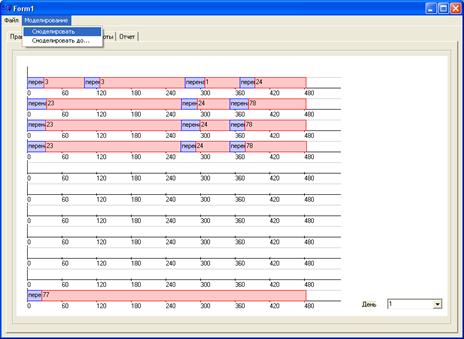
Рисунок 2 Временная диаграмма производственного процесса
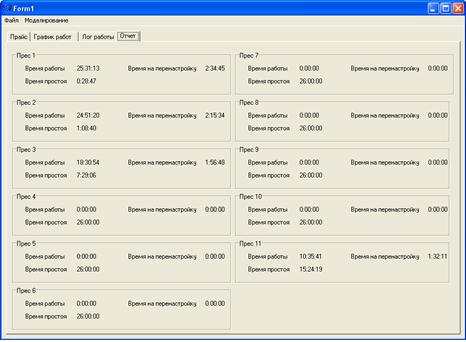
Рисунок 3 Отчет о времени работы прессов
На данном этапе работа над имитационной моделью не окончена. В дальнейшем планируется охватить работу всего цеха, а именно: вести учет сырья (заготовок, листов металла); ввести в модель работу гильотины и галтовки; выводить из работы неисправные прессы; добавлять детали и менять приоритеты в процессе выполнения заявки.
Комбинированный метод моделирование – оптимизация
электромеханических преобразователей
,
Северская государственная технологическая академия, Россия
До появления ЭВМ скромные вычислительные возможности человека вынуждали к максимальному упрощению математических моделей (ведь в общем случае постановка задачи проектирования современной электрической машины является весьма сложной). Этот период в электромеханике характеризуется созданием инженерных методик проектирования, которые сыграли и продолжают играть важную роль в творческой деятельности инженера – конструктора. Однако с резким повышением использования электрических машин, как, впрочем, и других электромагнитных механизмов, принятые в моделях допущения становятся менее оправданными и приводят к заметным ошибкам. Кроме того, поскольку традиционный в недалеком прошлом подход к проектированию электромеханических преобразователей, опирающийся на натурное моделирование с изготовлением достаточно большого числа экспериментальных образцов и последующими их исследованиями (испытаниями) в настоящее время неприемлем (из – за финансовых причин или ограничений по срокам), необходимо существенно повышать адекватность математических моделей.
Сегодня разработка методов трехмерного моделирования является актуальной (и, главное, возможной). Ведь при анализе конструкций электрических машин необходим точный учет наличия большого воздушного зазора, несимметрии магнитной цепи, влияния ее насыщения (ярма и полюсов статора) на выходные характеристики и т. п. Но ведь расчет поля обычно не является самоцелью разработчика. Его задача: синтез оптимальных соотношений размеров и параметров электрической машины по заданным выходным параметрам. Это диктуется чаще всего дороговизной и дефицитностью используемых материалов.
Таким образом, сочетание алгоритмов оптимизации с методами анализа магнитного поля позволяет создать эффективный инструмент для проектирования сложных электромеханических систем.
Благодаря декомпозиции общая модель электромагнитного поля во многих случаях сводится к моделям, описываемым уравнениями Пуассона или Лапласа. Они получаются, если электрические и магнитные поля рассматривать раздельно в ограниченных участках ЭМП с однородной средой. Например, для магнитного поля в воздушном зазоре ЭМП с неподвижной конфигурацией (решение статической задачи) уравнения имеют вид:
rotH = δ ; divB = 0 ; B = μ0 H . (1)
Именно эта система положена в основу ряда численных методов, на основе которых составлены машинные программы, являющиеся коммерческим продуктом.
Выбор того или иного метода исследования определяется особенностями решаемой задачи.
Большинство электромагнитных устройств нельзя рассматривать как явно выраженные замкнутые (поля локализованы в некоторых ограниченных областях - теоретически можно реализовать только в конструкциях, содержащих материалы с экстремальными свойствами – сверхпроводники) или разомкнутые магнитные системы. Как правило, они содержат области большой концентрации магнитной энергии, но и внешнее поле также оказывает влияние на характер протекания электромагнитных процессов. Отмеченные свойства особенно проявляются в магнитных системах, содержащих ферромагнитные элементы с воздушными зазорами, и это еще раз подтверждает: расчет таких систем конечноразностными или сеточными методами затруднен. В связи с этим обратимся к особенностям расчета магнитного поля методом пространственных интегральных уравнений.
Подробно реализация метода описана в [1]. Суть его заключается в следующем. Магнитные системы магнитоэлектрических машин состоят в общем случае из ферромагнитных магнитомягких элементов, обмоток с токами и постоянных магнитов. Математическая модель магнитных систем основана на интегральных уравнениях, связывающих напряженность поля Н, созданного системой, с распределением намагниченности М в ферромагнитных магнитомягких объемах и постоянных магнитах и объемной плотностью δ стационарных токов в обмотках. Помещая точку наблюдения Q последовательно в средние точки каждого элементарного объема и записывая соответствующее выражение, получаем систему уравнений, которую представим в матричном виде:
АМ = Н-Нобм (2)
где Н и Нобм - многомерные векторы, составленные из значений напряженности поля во всех точках наблюдения: результирующей и от обмоток с током соответственно; А - матрица коэффициентов, зависящая от геометрии системы (по своей структуре полностью заполненная).
Формальный прием, позволяющий получить выражения для усилий (моментов) через параметры поля, состоит во введении вспомогательных поверхностей, разделяющих взаимодействующие группы деталей магнитной системы, на которых помещаются фиктивные источники поля. [2]
Обозначим Н1 и Н2 – напряженности поля, создаваемые первой и второй группой взаимодействующих деталей, n – нормаль к плоскости Sr, направленная в первую область; r = rP – rQ; Q – точка наблюдения; P – текущая точка интегрирования, тогда разделение системы плоскостью позволяет отбросить одну из групп деталей, заменив ее вклад в напряженность поля в оставшейся области полем от зарядов σ на Sr.
В таком случае искомая сила, действующая на выделенную группу деталей системы, равна по модулю и противоположна по направлению силе, которая действует на фиктивные заряды разделяющей плоскости:
![]() ;
;
![]() (3)
(3)
Для вычисления результирующих моментов относительно заданной точки О с пространственными координатами (x0, y0, z0) применяется следующая формула
![]() , (4)
, (4)
где М - вектор результирующего момента; R=RP- R0 - радиус-вектор, соединяющий точку О с текущей точкой интегрирования Р; F - подинтегральная функция из формул для расчетов сил.
Многообразие исследовательских и проектных задач привело к разработке множества методов оптимизации, обладающих различными свойствами и возможностями поиска экстремума целевой функции с учетом особенностей математических моделей объектов. Обзор применения поисковых методов показывает, что большинство из них так или иначе уже апробировано в проектировании электрических машин. Однако сравнительные оценки затруднены из-за отсутствия одинаковых условий и объектов их применения.
Методы случайного поиска, решающие задачу оптимизации многопараметрических систем (часто говорят о преодолении «проклятия размерности» сложных задач), с точки зрения «потребителя» обладают такими привлекательными свойствами, как повышенное быстродействие, высокие надежность и помехоустойчивость, слабая восприимчивость к различного рода «ловушкам». Другим чрезвычайно ценным свойством случайного поиска является его внутренняя простота, что значительно облегчает его реализацию в виде программы на ЭВМ. Простота программирования и отладки случайного поиска часто делает его предпочтительней по сравнению с более сильными, но громоздкими методами оптимизации, программирование и отладка которых часто вызывают серьезные затруднения и тем самым ограничивают их применение.
Эти обстоятельства возбудили интерес к случайному поиску как к средству оптимизации сложных многопараметрических объектов.
Для решения обратной задачи магнитостатики предлагаемый путь связан с прямым синтезом поля вектора намагниченности по заданной топографии поля в рабочем объеме, которая вводится в виде компонент Н3i вектора напряженности в избранном множестве контрольных точек.
Ядром разработанной нами программы являются лежащие в её основе алгоритмы, основные этапы которых изложены ниже. (При построении математической модели используется одна из разновидностей методов случайного поиска - метод наилучшей пробы. [3])
Шаг 1. Задать коэффициент сжатия 0 < β < 1, М – число испытаний на текущей итерации, t0 = 1 – начальная величина шага, R – минимальная величина шага, N – максимальное число итераций. Счетчики значений принимаются k = 0, j = 1.
Шаг 2. Получить М реализаций случайного вектора ξj = (ξ1j, . . . , ξnj)T , j = 1, . . ., M, где ξij – случайная величина, распределенная на интервале [-1, 1].
Шаг 3. Вычислить
 , j = 1, . . . , M.
, j = 1, . . . , M.
где xk = [ak, bk, ck, dk, ek, … zk] – набор параметров, описывающих геометрию исходного варианта двигателя, а соответственно yj - семейство новых наборов параметров геометрии
Шаг 4. Найти ym из условия f(ym) = max f(yj) 1≤j≤M
Здесь под f(ym) подразумевается то значение сил и момента, которое способна развить электрическая машина в заданных габаритах и при определенных конструкционных материалах. Для нахождения f(ym) необходимо воспользоваться формулами (3), (4).
Проверить выполнение условий:
а) если f(ym) > f(xk), шаг удачный. Положить xk+1 = ym, tk+1 = tk, k = k +1 и проверить условие окончания. Если k < N, положить j = 1 и перейти к шагу 2. Если k = N, поиск завершить x* ![]() xk ;
xk ;
б) если f(ym) ≤ f(xk), шаг неудачный и перейти к шагу 5.
Шаг 5. Проверить условие окончания:
- если tk ≤ R, процесс закончить: x* ![]() xk, f(x*)
xk, f(x*) ![]() f(xk);
f(xk);
- если tk > R, положить tk = β tk, j = 1 и перейти к шагу 2.
Отметим, что формулы (3,4) более экономичные при вычислениях и позволяют получить более высокую точность, чем при интегрировании по источникам поля по формулам [1], из-за непрерывности подынтегральных функций и их производных, которые сглаживаются при удалении разделяющей поверхности от источников поля. Последнее существенно упрощает построение вычислительных алгоритмов. Напряженность поля быстро уменьшается при удалении от системы, поэтому бесконечные размеры разделяющей плоскости, по которой производится интегрирование, не вызывают заметного возрастания вычислительных затрат. Как преимущество применения плоскости для разделения взаимодействующих групп деталей представляется простота алгоритма численного интегрирования.
Использованные источники
1. , , и др. Вопросы исследования трехмерных магнитных полей электрических машин с аксиальным магнитным потоком // Электромеханика Известия высших учебных заведений.- 2004.-№5.
2. , Аринчин расчет электромагнитных полей. – М.: Энергоатомиздат, 1984.
3. Пантелеев оптимизации в примерах и задачах. – М.: Высш. шк., 2002.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
