


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]()
![]() (2)
(2)
Технологическая структура исследуемого процесса может быть представлена векторами выходных и входных переменных, составляющих координатное пространство:
а) вектор выходных переменных 
![]() (усадка материала в %-ах);
(усадка материала в %-ах); ![]() (плотность);
(плотность); ![]() (шеро–ховатость поверхности);
(шеро–ховатость поверхности);  (твердость по Бринелью);
(твердость по Бринелью); ![]() (предель прочности при расстожение);
(предель прочности при расстожение);
б)вектор входных переменных 
![]() (давления литья, кг/см2);
(давления литья, кг/см2); ![]() (температуры расплава в цилиндре, 00С);
(температуры расплава в цилиндре, 00С); ![]() (температура литьника в 00С);
(температура литьника в 00С); ![]() (температура формы, в 00С);
(температура формы, в 00С);  (температура цилиндра, в 00С)
(температура цилиндра, в 00С)
Задача состоит в определении таких технологических параметров ![]() , при которых показатели качества принимают наилучшие значения
, при которых показатели качества принимают наилучшие значения
![]() (3)
(3)
Сформулированная выше многокритериальная задача оптимизации процесса изготовления пластмассовых деталей, представляет собой задачу векторной оптимизации процесса, которая является многоцелевой задачей нелинейного программирования и решается методом определения «идеальной точки» в нормированном пространстве.
Чтобы выделить преимущества выбранного метода, рассмотрим в общих чертах существующие методы векторной оптимизации. Методы решения задач векторной оптимизации, в основном можно разбить на следующие группы:
1. оптимизация иерархической последовательности критериев;
2. определение множества неулучшаемых точек;
3. определение решения, основанного на том или ином виде компромисса.
К первой группе относятся задачи, основанные на оценке и сравнении предпочтительности отдельных критериев, в результате чего вводится упорядочение скалярных критериев, т. е. порядок предпочтения.
Решать практические задачи оптимизации по упорядоченным совокупностям критериев или исходя из системы приоритетов весьма сложно. Такие методы становятся малоэффективными для решения практических задач, потому что из-за давления наиболее важного критерия на остальные, приходят к оптимизации лишь по первому критерию.
Для решения задач второй группы определяется множество неулучшаемых точек. Точка ![]() называется неулучшаемой в пространстве
называется неулучшаемой в пространстве ![]() относительно критериев
относительно критериев ![]() , если среди всех
, если среди всех ![]() не существует такой точки
не существует такой точки ![]() , что имеет место
, что имеет место ![]() , причем хотя бы одно из неравенств строгое. Определение такого множества приводет к сужению Парето-области. Однако трудности возникают при определении множества неулучшаемых точек и при выборе единственного решения. Поэтому часто во многих практических ситуациях целесообразно применение человека-машинных процедур.
, причем хотя бы одно из неравенств строгое. Определение такого множества приводет к сужению Парето-области. Однако трудности возникают при определении множества неулучшаемых точек и при выборе единственного решения. Поэтому часто во многих практических ситуациях целесообразно применение человека-машинных процедур.
В последнее время все больше работ относятся к третьей группе. В этих работах первоочередной задачей является выделение области компромиссов, в которой решение определяется на основе того или иного вида компромисса. В указанных задачах для выбора единственного решения вводится дополнительная эвристика. Такой эвристикой для метода, в котором выбор критериев заменяется сверткой - одним критерием, называемым интегральным, является учет различных важностей критериев.
Дополнительной эвристикой для выбора единственного решения в нашем случае являются весовые коэффициенты ![]() предпочтений, определяющие степень важности каждого из критериев.
предпочтений, определяющие степень важности каждого из критериев.
Обычно эти коэффициенты удовлетворяют следующим условиям :
 (4)
(4)
где ![]() - число критериев (показателей качества) в векторной задаче 2.
- число критериев (показателей качества) в векторной задаче 2.
В результате решения задачи методом "идеальной точки" получаются значения целевых функций, максимально близкие к их наилучшим значениям. Для выбранных критериев ![]() определяются решения
определяются решения ![]() , которые обеспечивают целевым функциям супремумы
, которые обеспечивают целевым функциям супремумы  . Затем производится нормирование критериального пространства: видно, что координаты идеальной точки
. Затем производится нормирование критериального пространства: видно, что координаты идеальной точки
 (5)
(5)
в которой функции цели одновременно достигают своих наилучших значений, можно определить из условия ![]() . Следовательно необходимо найти точку, которая будет максимально приближена по координатам к идеальной точке, т. е. добиться минимизации совокупности отклонений от
. Следовательно необходимо найти точку, которая будет максимально приближена по координатам к идеальной точке, т. е. добиться минимизации совокупности отклонений от ![]() . Поэтому выбираем квадратичный функционал на нормированной поверхности функции цели
. Поэтому выбираем квадратичный функционал на нормированной поверхности функции цели
 (6)
(6)
который позволяет определить такие параметры, при которых функции цели ![]() максимально приближены к идеальному решению
максимально приближены к идеальному решению ![]() .
.
Минимизация квадратичного функционала позволяет получить оптимальное решение
 (7)
(7)
где ![]() -значения функций цели, определяемые уравнением регрессии 1;
-значения функций цели, определяемые уравнением регрессии 1; ![]() - экстремумы функций цели, полученные однокритериальной оптимизацией по «комплекс-методу»
- экстремумы функций цели, полученные однокритериальной оптимизацией по «комплекс-методу»
Особенностью решаемой задачи является возможность упорядочения выбранных критериев-показателей качества по степени важности. Результаты решения поставленной задачи при условии, что степень важности, каждого из выбранных показателей одинакова, т. е.  . Здесь решения задачи однокритериальной оптимизации по каждому из показателей качества в отдельности (по максимизации плотности, твердости и разрушающего напряжения при растяжении и по минимизации усадки и шероховатости поверхности).
. Здесь решения задачи однокритериальной оптимизации по каждому из показателей качества в отдельности (по максимизации плотности, твердости и разрушающего напряжения при растяжении и по минимизации усадки и шероховатости поверхности).
Анализ результатов, приведенных в таблице подтверждает правильность сделанного выбора критериев качества. Как видно, значение каждого показателя при определении его экстремума в случае однокритериального подхода лучше, чем в случае векторной оптимизации, но при оценке качества как комплексе показателей, очевиден получаемый эффект.
Полученные результаты позволяют утверждать, что для повышения стабильности показателей качества деталей при эксплуатации необходимо:
1. Повысить давление и температуру цилиндра и снизить время выдержки в форме при изготовлении деталей из аморфного АБС-пластика.
2. Повысить температуру формы и цилиндра при изготовлении деталей из кристаллического полиамида или полипропилена.
3. Снизить давление при изготовлении деталей из сильно кристаллического полипропилена.
Как уже указывалось, даже из весьма краткого описания видно, что процесс изготовления пластмассовых деталей-это сложный объект с большим количеством связанных между собой входных параметров. Особенность этого процесса-работа на различных технологических режимах. При определении эффективности технологического процесса изготовления пластмассовых деталей с учетом всех изменений и ограничений параметров, выявляются резервы ее увеличения за счет замены режима работы на оптимальный, в результате чего повышается качество изготовления.
Результаты решения задачи оптимизации процесса подтверждают наличие резервов и показывают возможность повышения качества пластмассовых деталей нефтяного оборудования, что подтверждается практическим их внедрением в производства.
Использованные источники
1. Керимов основы и практические методы оптимизации показателей качества пластмассовых деталей нефтепромыслового оборудования. Дис. докт. техн. наук, Баку, АзИНЕФТЕХНМ им. Азизбекова, 1985 г.
2. Брагинский литье изделий из пластмасс.-Л.: Химия, 1977 г.
3. Салукавадзе векторной оптимизации в теории управления-Тбилиси, 1975 г.
4. Озерной построения и использования многокритериальных моделей задач принятия решений, 1974 г.
5. Зак и методы построения компромиссных планов и задачах математического программирования с несколькими целевыми функциями, 1972 г, №4
6. Гасанов обеспечение повышения качества пластмассовых деталей нефтяного оборудования, Дис. канд. техн.1987г.
Модель планирования производства с учетом финансовых требований
М.
Академия управления при Президенте Республики Беларусь, Беларусь
(институт государственного управления, 3 курс)
Науч. рук.:
Компания выделила 100.000 тыс. руб. на покрытие текущих материальных затрат и оплату труда, остальные средства для покрытия расходов планируется взять в кредит в банке.
Компания может взять кредит под 16 % годовых, однако для снижения риска банк требует, чтобы общая задолженность банку (сумма основного долга + проценты по нему) не превышала 2/3 от суммы наличных средств компании и дебиторской задолженности.
Администрация «Лидер-Инжиниринг» считает, что при вычислении удельной прибыльности металлических конструкций не была учтена зависимость стоимости денег от времени. Поэтому для оптимизации текущей стоимости следует производить меньше конструкций КМ и больше КМД. Однако администрации не удалось прийти к соглашению, какой должна быть учетная ставка. Некоторые члены администрации считали, что она составит 12 %, другие – 16 %, несколько человек настаивали на 20 %.
Таким образом, перед компанией встала задача сформулировать новую целевую функцию. Введем новую переменную D – общую сумму кредита. Пусть компания берет кредит под 16 % годовых, т. е. под 4 % за три месяца. Тогда финансовое сальдо в следующем месяце составит D –  . А три месяца спустя:
. А три месяца спустя: ![]() .Дисконт-фактор Q для данного периода при годовой учетной ставке R:
.Дисконт-фактор Q для данного периода при годовой учетной ставке R: 
Затраты труда и материалов не превышают суммы кредита и собственной наличности, т. е. 75X + 20Y ≤ D + 100; банк требует, чтобы общая сумма долга на превышала 2/3 от суммы наличных средств и дебиторской задолженности.
Так как металлоконструкция КМ продается по 80 тыс. руб., а КМД по 24 тыс. руб., то ограничение примет вид: D + 0,04D ≤ 2/3 (100 + 80X + 24Y).
Таким образом, математическая модель задачи выглядит следующим образом:
Таким образом, новая версия производственной и финансовой модели представлена на рис.2.
Таким образом, компания должна взять в кредит примерно 279,49 тыс. руб. и, как и ожидалось, уменьшить производство металлических конструкций КМ и увеличить производство конструкций КМД.
Включение в исходную модель производства финансовых аспектов привело к заметному изменению плана. Новый план дает прибыли меньше, чем прибыль, определенная на основании исключительно производственных ограничений. Оптимальное значение целевой функции в финансово производственной модели снизилось из-за учета затрат на выплаты процентов по кредиту и дисконтирования будущих поступлений наличных средств.
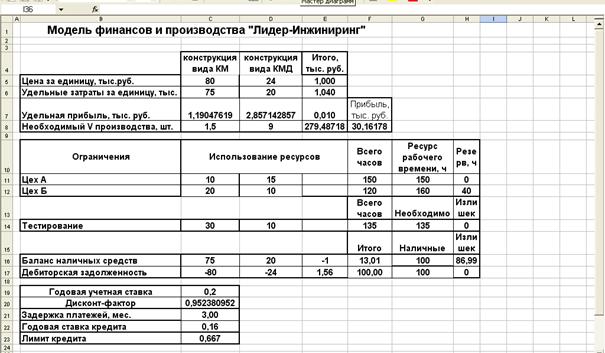
Рисунок 2 Модель финансов и производства «Лидер-Инжиниринг»
Использованные источники
1. Мур Дж. Экономическое моделирование в Microsoft Excel / Л. Уэдерфорд, Дж. Мур; М.: Вильямс, 2004. – 1024 с.
2. , Чупрынов математики и ее приложения в экономическом образовании / , М.: «Дело», 2001. ‑ 688 с.
Математическое моделирование эксплуатации устройств железнодорожной автоматики
, ,
Российский государственный открытый технический университет путей сообщения, Россия
Под безопасностью движения поезда понимается свойство движения поезда находиться в неопасном состоянии за расчетное время, когда отсутствует угроза сохранности жизней и здоровья пассажиров, технического персонала, населения, сохранности грузов, объектов хозяйствования, технических средств транспортной системы [1].
Один и тот же отказ одного и того же элемента транспортной системы в одном случае может быть причиной перехода перевозочного процесса в нештатное состояние, а в другом – не может. Все дело в том, участвует ли в конкретный момент времени данный элемент транспортной системы в реализации перевозочного процесса или не участвует. Например, самопроизвольный перевод стрелки под движущимся с большой скоростью поездом вследствие отказа системы электрической централизации несомненно вызовет крушение поезда. Но самопроизвольный перевод стрелки в результате того же отказа не приведет к крушению, если на ней не будет движущегося поезда. Для возникновения крушения поезда необходимо, чтобы поезд находился в зоне влияния устройства, в котором произошел опасный отказ. Иначе говоря, необходимо, чтобы устройство, в котором возник опасный отказ, находилось в активном состоянии относительно движения поезда, безопасность которого рассматривается [2].
Таким образом, при анализе безопасности систем железнодорожной автоматики и телемеханики (ЖАТ) по параметрам движения поездов необходимо рассмотреть модель влияния друг на друга двух случайных потоков событий: потока отказов систем ЖАТ как опасных дестабилизирующих факторов и потока случайных событий, переводящих отказавшую систему ЖАТ в активное состояние относительно движения поезда.
Для решения поставленной задачи можно предложить две математические модели:
- модель на основе методов теории импульсных потоков;
- модель на основе методов теории массового обслуживания (ТМО).
Общей задачей для обеих предложенных методик является моделирование эксплуатации устройств обеспечения безопасности движения поездов.
Случайный поток активных состояний устройств ЖАТ определяется моментами начала и длительностью занятия поездами определенных устройств ЖАТ. Для модели на основе теории импульсных потоков это соответственно момент начала импульса и его длительность. Для модели на основе ТМО это соответственно момент поступления заявки в обслуживающий прибор и длительность обслуживания заявки этим прибором. Рассмотрим основные принципы моделирования случайного потока активных состояний устройств ЖАТ.
Большое число исследований в области ТМО опирается на предположение о том, что потоки (входные потоки заявок на обслуживание и выходные потоки) являются простейшими, т. е. удовлетворяющие следующим условиям:
- стационарность;
- отсутствие последействия;
- ординарность.
В курсе теории вероятностей [3] доказано, что при выполнении приведенных условий за время Dt заявка приходит в систему с вероятностью lDt и за это время заявка, поставленная на обслуживание, будет обслужена с вероятностью mDt, где l и m соответственно интенсивности входного и выходного потоков. Эти вероятности определяют систему дифференциальных (для описания переходных процессов) и систему алгебраических уравнений (для стационарного режима).
Очевидно, однако, что предположения, лежащие в основе обоснования наличия простейшего потока, для устройств ЖАТ выполняются далеко не всегда, поэтому необходимо рассматривать эмпирическое обобщение этого случая, когда вероятность появления заявки в системе (аналогично, окончания обслуживания) пропорциональна длине интервала времени Dt и соответствующей интенсивности, т. е. вероятность прихода заявки
| (1) |
а вероятность обслуживания за период Dt, равна
| (2) |
Простейший поток исследуется формулами (1) и (2) при m=k=1.
Методы моделирования случайных потоков, характеризующихся указанными свойствами, рассмотрены в работах [4, 5].
Системы массового обслуживания (СМО), потоки которых удовлетворяют свойствам (1) и (2), называются Л-системами [4]. Системы с простейшим потоком являются частным случаем приведенного типа систем.
Свойство отсутствия последействия означает, что вероятность появления новой заявки не зависит от режима появления предыдущих. Это утверждение ограничивает множество исследуемых потоков (особенно выходных). Действительно, оно равносильно тому, что заявка может обслуживаться бесконечно малое время. Это противоречит логике работы реальных систем и устройств ЖАТ. В [4] разработан математический аппарат, позволяющий учитывать эффект последействия.
Будем аппроксимировать выходной поток поездов суммой регулярного потока (минимальное время, необходимое для обслуживания заявки) и Л-потока. Первое слагаемое учитывает последействие в системе. В представленной случае выходной поток заявок совпадает с так называемым потоком обслуживания. Механизм его исследования следующий:
1. Наблюдаем и фиксируем «поток обслуживания».
2. Определяем минимальное необходимое время обслуживания Δmin.
3. Вычитаем Δmin из всех наблюденных промежутков, т. е. вычитаем регулярный поток из суммарного.
4. Оставшийся поток-слагаемое идентифицируем Л-потоком, являющимся обобщением простейшего.
5. По параметрам Л-потока и Δmin делаем выводы о стационарности функционирования СМО; ее детерминированности; времени обслуживания; времени ожидания обслуживания и других характеристиках СМО.
Методика проведенного исследования без изменения подходит для входных потоков с переформулированием п.2: выделяем минимальный наблюдаемый интервал между поступлениями двух соседних заявок Δmin.
Могут быть возражения по поводу целесообразности принятия в качестве характеристики последействия Δmin. Особенно это касается входных потоков, т. к. вероятность появления времени обслуживания Δmin может быть пренебрежимо мала. В этом случае можно выбрать несколько малых значений и их усреднить.
Таким образом, для учета последействия в СМО используется понятия «поток обслуживания» (в отличие от выходного потока, учитывающего простои в системе). Поток с последействием рассматривается как сумма регулярного и Л-потока.
Рассмотрим (на примере параметра k) технологию эмпирического расчета неизвестных значений коэффициентов соотношений (1) и (2) [5].
1. Вводится понятие элементарного (минимально возможного) интервала времени Δt1 и на оси времени наносятся точки отсчета времени, отстоящие друг от друга на расстоянии Δt1, рис. 1.

Рисунок 1 Базовая ось времени
2. В течение некоторого достаточно длительного, но стационарного промежутка Т наблюдается и фиксируется процесс поступления заявок в СМО (рис. 2). Если поступило N заявок, то рассчитывается интенсивность входного потока:
| (3) |

Рисунок 2 Результаты наблюдения входного потока заявок
Моменты поступления заявок обозначаются прямоугольниками в отличие от точек базовой оси, отмеченных штрихами.
3. Совмещаются рис. 1 и рис. 2 (см. рис. 3).

Рисунок 3 Геометрическая иллюстрация процесса поступления заявок на базовой оси времени
4. Составляем таблицу 1, содержащую эмпирически рассчитанные вероятности поступления заявки для различных промежутков времени
Δti= iΔt1.
Таблица 1 Статистические данные наблюдения исследуемого потока
Δti | Δt1 | Δt2 | … | Δtn |
Pi | P1 | P2 | … | Pn |
5. На основании данных табл.1 методами регрессионного анализа определяется k, используемое в формуле (1). Для реализации предложенной процедуры можно использовать, например, метод наименьших квадратов (МНК).
При исследовании выходного потока СМО данные имеют другую структуру, нежели представленные на рис.1. На оси появляются промежутки между окончанием обслуживания одной заявки и началом обслуживания следующей. С целью сохранения выше описанной общей схемы расчета для параметра k в формуле (1) необходимо эти промежутки «вырезать».
Таким образом, параметры эксплуатации устройств и систем ЖАТ учитываются с помощью двух Л-потоков, которые более точно отражают реальные условия эксплуатации, чем простейшие потоки. Полученные результаты можно использовать при построении математических моделей для оценки безопасности устройств и систем ЖАТ по параметрам движения поездов.
Использованные источники
1. ГОСТ Р 22.2.08–96. Безопасность в чрезвычайных ситуациях. Безопасность движения поездов. Термины и определения.
2. Лисенков теория безопасности движения поездов: Учеб. для вузов. – М.: ВИНИТИ РАН, 1999.
3. Вентцель вероятностей. – М.: Наука, 1969.
4. , Бутакова массового обслуживания: развитие теории, методология моделирования и синтеза: Монография/РГУПС. – Ростов н/Д, 2004.
5. , Шабельников кибернетика на железнодорожном транспорте: Учебник. – Ростов н/Д: СКНЦ, 2002.
Математический метод нахождения оптимального решения при нечётких исходных данных
Самарский юридический институт ФСИН, Россия
Решение многокритериальной задачи можно представить как выбор наилучшего решения из множества допустимых вариантов путем сравнения этих вариантов по отношению к достижению поставленной цели, причем каждый из вариантов характеризуется своим набором признаков.
При нахождении обобщенной оценки варианта относительно цели, определенную трудность представляет учет влияния признаков, которые могут быть трудноизмеримыми или иметь качественное описание. Введение понятия нечеткого множества сняло проблему использования нечетких описаний и субъективных суждений при обработке исходной информации.
В работах Т. Саати [1,2] указывается, что градации при определении качественных различий немногочисленны, их приблизительно 5 с дополнительными компромиссными решениями, которые увеличивают число различий до 9.
Таблица 1 Шкала оценок относительной важности
Интенсивность относительной важности | 1 | 3 | 5 | 7 | 9 |
Определение сравнительных оценок важности | Равная степень важности | Незначительная степень важность | Существенное или сильное превосходство | Значительное превосходство (xi явно важнее xj) | Очень сильное (абсолютное) превосходство |
Компромиссные решения | 2 | 4 | 6 | 8 |
В многокритериальных задачах с нечетко описанными исходными данными результаты сравнений признаков объектов, производимых с помощью шкалы сравнений в соответствии с таблицей 1, выражают субъективное мнение экспертов. В силу этого согласованность матрицы А = (aij)п´п, определяемая в виде условия для элементов матрицы aij = aik × akj, будет нарушена, и значения компонент собственного вектора ![]() = {mW(wi)}, i =
= {mW(wi)}, i = ![]() будут определены приближено относительно истинных числовых значений. Тогда и значения функции принадлежности признаков wi нечеткому множеству W, mW(wi), будут выражать приближенные значения. Возникает проблема определения несогласованности оценок эксперта при нарушении условия aij = aik × akj и учета величины этой несогласованности при коррекции оценок. Для определения меры согласованности составленной экспертом матрицы А = (aij)п´п используется следующее правило [3]: если матрица А – согласованная, то наибольшее ее собственное значение l равняется порядку матрицы п, а остальные значения l равняются нулю.
будут определены приближено относительно истинных числовых значений. Тогда и значения функции принадлежности признаков wi нечеткому множеству W, mW(wi), будут выражать приближенные значения. Возникает проблема определения несогласованности оценок эксперта при нарушении условия aij = aik × akj и учета величины этой несогласованности при коррекции оценок. Для определения меры согласованности составленной экспертом матрицы А = (aij)п´п используется следующее правило [3]: если матрица А – согласованная, то наибольшее ее собственное значение l равняется порядку матрицы п, а остальные значения l равняются нулю.
Учитывая, что lmax должно быть близким к п, для определения меры согласованности матрицы А, составленной экспертом, следует найти ее наибольшее собственное значение lmax и сравнить lmax с п – порядком матрицы А = (aij)п´п.
Предлагается [1] для получения lmax просуммировать каждый столбец матрицы и умножить найденную сумму на соответствующую этому столбцу компоненту mW(wj) собственного вектора ![]() = {mW(wi)}, полученные произведения сложить:
= {mW(wi)}, полученные произведения сложить:
lmax = ![]() . (1)
. (1)
В общем случае, имея матрицу субъективных относительных сравнений важностей признаков А = (aij)п´п, можно получить лишь приближенные оценки важностей признаков wi, что отразится и на значениях lmax.
Однако для обратносимметричной матрицы А имеет место устойчивое решение собственных значений l: при незначительных изменениях элементов матрицы А собственное значение l также изменяется незначительно. Тогда из [3] следует, что при малых изменениях aij =  наибольшее собственное значение lmax остается близким к п, а остальные собственные значения будут близкими к нулю. Отсюда можно провести анализ согласованности матрицы А = (aij)п´п с помощью собственного значения lmax. Определяется отклонение lmax от п, при этом за меру отклонения принимается величина
наибольшее собственное значение lmax остается близким к п, а остальные собственные значения будут близкими к нулю. Отсюда можно провести анализ согласованности матрицы А = (aij)п´п с помощью собственного значения lmax. Определяется отклонение lmax от п, при этом за меру отклонения принимается величина
D = lmax – п, (2)
но так как для обратносимметричной матрицы lmax ³ п, то D ³ 0. В случае согласованной матрицы отклонение D равно нулю, D = 0. Среднее отклонение матрицы А от согласованной матрицы, приходящееся на (п-1) экспертных сравнений п объектов друг с другом, определяется по формуле:
 , (3)
, (3)
где ![]() – индекс согласованности, или среднее отклонение матрицы А от согласованной матрицы.
– индекс согласованности, или среднее отклонение матрицы А от согласованной матрицы.
Это среднее отклонение сравнивается с величиной, которая получилась бы при случайном выборе количественных суждений из шкалы (таблица 1)1/9, 1/8,…, 1, 2, …, 9. Среднее отклонение согласованности ![]() , сгенерированной случайным образом по шкале от 1 до 9 обратносимметричной матрицы с соответствующими обратными величинами элементов, называется случайным индексом. Вычисления были проведены для 500 случайных выборок в матрицах порядка 15´15. В таблице 2 представлены порядок матрицы и средние значения случайных индексов (СИ).
, сгенерированной случайным образом по шкале от 1 до 9 обратносимметричной матрицы с соответствующими обратными величинами элементов, называется случайным индексом. Вычисления были проведены для 500 случайных выборок в матрицах порядка 15´15. В таблице 2 представлены порядок матрицы и средние значения случайных индексов (СИ).
Таблица 2 Средние значения СИ
Порядок матрицы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
Случайный индекс | 0 | 0 | 0,58 | 0,9 | 1,12 | 1,24 | 1,32 | 1,41 | 1,45 | 1,49 | 1,51 | 1,48 | 1,56 | 1,57 | 1,59 |
Если разделить среднее отклонение матрицы ![]() на число, соответствующее случайному индексу матрицы того же порядка, получается величина, называемая отношением согласованности (ОС):
на число, соответствующее случайному индексу матрицы того же порядка, получается величина, называемая отношением согласованности (ОС):

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
