
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
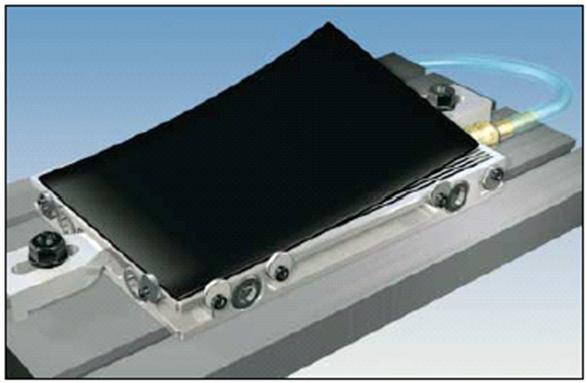
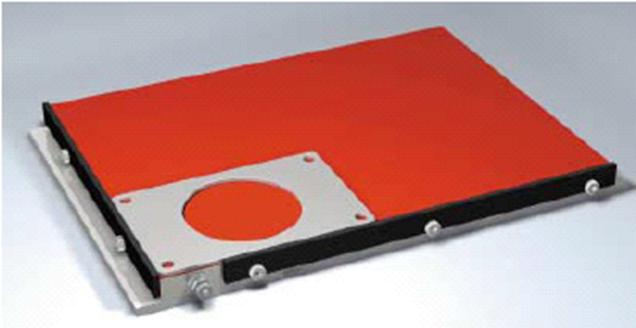
 Плоские арматурные каркасы коричневого цвета имеют высокие фрикционные характеристики, низкую точность и не могут быть механически обработаны (в противовес плоским арматурным каркасам черного цвета).
Плоские арматурные каркасы коричневого цвета имеют высокие фрикционные характеристики, низкую точность и не могут быть механически обработаны (в противовес плоским арматурным каркасам черного цвета).
Резиновые переходные плоские арматурные каркасы для желобковых вакуумных зажимных приспособлений
№ |
| ||||||||||||||||||||||||
00845 | 100х150х3 | ||||||||||||||||||||||||
00846 | 100х200х3 | ||||||||||||||||||||||||
00847 | 150х250х3 | ||||||||||||||||||||||||
00848 | 200х200х3 | ||||||||||||||||||||||||
00849 | 200х500х3 | ||||||||||||||||||||||||
00850 | 200х600х3 | ||||||||||||||||||||||||
00851 | 150х300х3 | ||||||||||||||||||||||||
00825 | 200х400х3 | ||||||||||||||||||||||||
00852 | 200х400х3 | ||||||||||||||||||||||||
00852 | 250х350х3 | ||||||||||||||||||||||||
00853 | 300х300х3 |
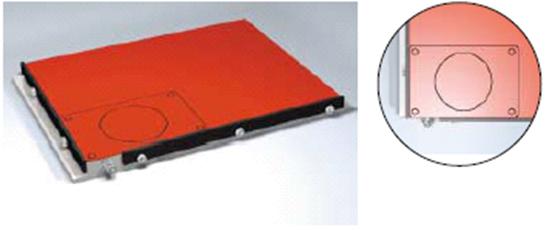
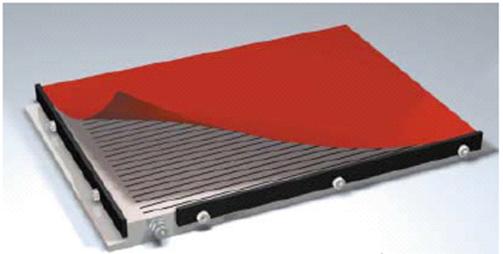 Желобковые вакуумные зажимные приспособления и резиновый переходной плоский арматурный каркас
Желобковые вакуумные зажимные приспособления и резиновый переходной плоский арматурный каркас
Положите резиновый переходной арматурный каркас на зажимное приспособление, накрывающее все желобки.
| |
| |
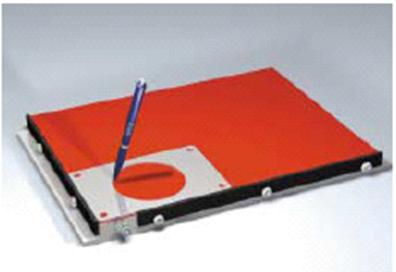
Поместите заготовку с помощью концевых упоров регулируемой высоты. Затем обрисуйте контур с помощью обычной ручки
Здесь можно видеть контур заготовки
|
Удалите плоский арматурный каркас и проделайте отверстия в участке, соответствующем действительной поверхности закрепления заготовки. Отверстия приблизительно должны быть 3-8мм диаметром в 10миллиметровой решетке и лежать на желобках зажимного приспособления
 |
 |
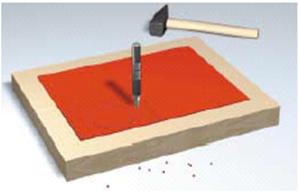
Переложите заготовку на плоский арматурный каркас. Отличное трение резинового материала противодействует силам большого перемещения больше, чем какая-либо иная вакуумная система.
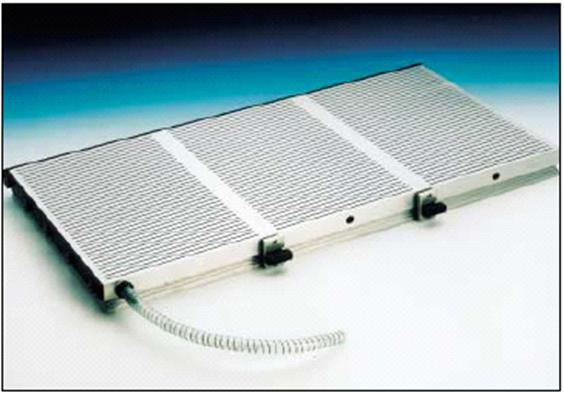
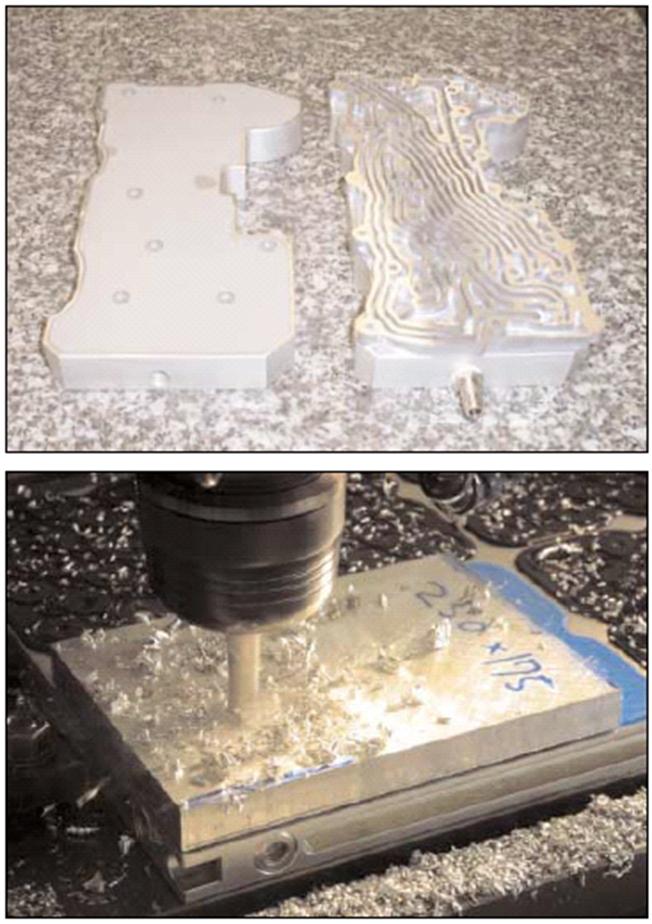
Желобковые вакуумные зажимные приспособления – специальные версии
 Желобковые вакуумные зажимные приспособления для заготовок с усложненными геометрическими формами, а также с контурами, например, экранами; идеальны для таких несложных механических операций, как гравирование или шлифование и т. д.
Желобковые вакуумные зажимные приспособления для заготовок с усложненными геометрическими формами, а также с контурами, например, экранами; идеальны для таких несложных механических операций, как гравирование или шлифование и т. д.
 Подвод вакуума соединен с подвижным шлангом внутри пластины. Чтобы уменьшить площадь, заполняемую вакуумом, шланг необходимо потянуть по направлению к пользователю, а край, уплотненный пластичной стружкой, вставить в пластину между намеченными линиями.
Подвод вакуума соединен с подвижным шлангом внутри пластины. Чтобы уменьшить площадь, заполняемую вакуумом, шланг необходимо потянуть по направлению к пользователю, а край, уплотненный пластичной стружкой, вставить в пластину между намеченными линиями.
Все желобки могут быть накрыты также с использованием изоляционного станиоля (комплектующие детали). По такому же принципу, как и резиновый плоский арматурный каркас, контур заготовки трассируется на станиоль. Фольга внутри контура затем прорезывается с использованием ножа, результатом которого становится изготовленное на заказ зажимное приспособление за считанные секунды.
Используя соединительные пластины также возможно создавать множественные зажимные приспособления.
Желобковое вакуумное зажимное приспособление со специальной соединительной пластиной
Желобковое вакуумное зажимное приспособление с 3-мя вакуумными поверхностями, которые работают совместно или независимо.
Изоляционная фольга
 Эта алюминиевая фольга является рекомендуемой комплектующей деталью для каждого желобкового зажимного приспособления.
Эта алюминиевая фольга является рекомендуемой комплектующей деталью для каждого желобкового зажимного приспособления.
Применение:
° полностью накройте зажимное приспособление фольгой
° поместите заготовку на фиксатор в место, находящееся ближе всего к подаче вакуума
° обрисуйте заготовку
° проткните фольгу внутри контура заготовки. Все типы заготовок могут зажиматься в тиски, используя данный метод. После использования фольги просто снимите ее. Никаких остатков клея не остается на зажимном приспособлении.
 Применение сходно с использованием резинового переходного плоского арматурного каркаса (смотрите страницу 48). Разница состоит в том, что фольгу прорезают вдоль желобка с помощью ножа. Заготовка должна иметь ровную и плоскую поверхность для достижения оптимальных результатов.
Применение сходно с использованием резинового переходного плоского арматурного каркаса (смотрите страницу 48). Разница состоит в том, что фольгу прорезают вдоль желобка с помощью ножа. Заготовка должна иметь ровную и плоскую поверхность для достижения оптимальных результатов.
Изоляционная фольга
Толщина фольги: 0,06-0,11мм
|
№ | Длина х ширина | Шт. | кг |
80269 | 150х100 | 400 | 2,2 |
80270 | 200х100 | 300 | 2,2 |
80271 | 250х150 | 170 | 2,2 |
80272 | 300х150 | 140 | 2,2 |
80273 | 350х150 | 120 | 2,2 |
80274 | 400х200 | 70 | 2,2 |
80275 | 500х200 | 55 | 2,2 |
80276 | 600х200 | 45 | 2,2 |
80277 | 400х250 | 60 | 2,2 |
Перфорированные решетчатые зажимные приспособления - специальная версия
 Высокоточные вакуумные зажимные приспособления, используемые в фото - оптических процессах, например, чрезвычайно точное закрепление печатных форм или оптических пленок/фольги. Используемые на станках для производства печатных форм во время воздействия лазером и ультрафиолетом; воздействие пленок - фольги или же для пластин с тонкой алюминиевой основой. Специальные размеры, также разделение всасывающей поверхности в различных участках или секторах доступны по требованию; например, перфорированное решетчатое зажимное приспособление 1.400мм х 2.000мм с точностью в 30μ.
Высокоточные вакуумные зажимные приспособления, используемые в фото - оптических процессах, например, чрезвычайно точное закрепление печатных форм или оптических пленок/фольги. Используемые на станках для производства печатных форм во время воздействия лазером и ультрафиолетом; воздействие пленок - фольги или же для пластин с тонкой алюминиевой основой. Специальные размеры, также разделение всасывающей поверхности в различных участках или секторах доступны по требованию; например, перфорированное решетчатое зажимное приспособление 1.400мм х 2.000мм с точностью в 30μ.
Данные вакуумные зажимные приспособления изготовлены в соответствии с требованиями заказчика и спецификацией для станка. Пожалуйста, используйте форму на странице 106 для ответов на вопросы.
Перфорированное решетчатое зажимное приспособление для выставляемого станка
 |
Технология закрепления заморозкой ICE-VICE©
Закрепление заморозкой на тонкой водной пленке
Заготовки теперь могут просто закрепляться для механической обработки, точно и без растяжения используя лед.
 Расположите заготовку на предварительно охлажденной пластине и распылите воду тонким слоем на пластину и заготовку. Приблизительно спустя 90 секунд заготовка примерзнет к рабочей поверхности. Опыт показал, что температура -100С идеально подходит для технологии закрепления заморозкой. При -100С лед еще не становится хрупким и не трескается. Используя изготовленные на заказ соединительные пластины, заготовки помещают и закрепляют со стабильной точностью.
Расположите заготовку на предварительно охлажденной пластине и распылите воду тонким слоем на пластину и заготовку. Приблизительно спустя 90 секунд заготовка примерзнет к рабочей поверхности. Опыт показал, что температура -100С идеально подходит для технологии закрепления заморозкой. При -100С лед еще не становится хрупким и не трескается. Используя изготовленные на заказ соединительные пластины, заготовки помещают и закрепляют со стабильной точностью.
Использование хладагентов необходимо избежать во время механической обработки.
Если данное условие невозможно соблюсти, мы с радостью предложим какую-либо альтернативу.
Мы различаем два альтернативных метода заморозки заготовок:
1) Система ICE-VICE©
1.1. Система закрепления Ice-Vice состоит из двух основных компонентов: охлаждающего устройства и замораживающей пластины. С помощью интегрированной электроники закрытая охлаждающая система внутри двух данных компонентов контролирует температуру, которая может быть свободно выбрана, а выбранное значение сохраняется с допустимым отклонением +/-20. Сенсоры постоянно контролируют данную процедуру. Идеальная температура - при -100С. Микроэлектронные регуляторы контролируют все функции.
1.2. Две замораживающие пластины могут быть одновременно присоединены к охлаждающему устройству. Это означает, что две независимые замораживающие пластины могут использоваться на двух различных центрах механической обработки.
1.3. После установки идеальной температуры согласно опыту, можно получить точность в +/-3μ на заготовке после механической обработки.
1.4. Примерзание заготовки к пластине происходит через 90 секунд. Таяние поддерживается нагревательным картриджем (интегрированным в замораживающую пластину) и требует приблизительно такого же количества времени.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
