
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исследуемый расплав после совместной термовакуумной обработки переводят из бункера в резервуар 3, затем последовательно отпаивают бункер (по линии В-В) и сам прибор (по линии А-А) от откачного поста. Для измерения плотности прибор, закрепленный на специальной рамке, устанавливается внутрь воздушного термостата со смотровыми окнами.
Конструкция термостата такова, что позволяет вращать прибор вокруг двух взаимно перпендикулярных осей и фиксировать его в любом положении в пространстве [7]. Поэтому необходимое количество расплава из резервуара 3 через коммуникационную трубку 2 переводят в измерительную камеру 1 с ареометром и при различных температурах определяют плотность расплава.
Как было отмечено ранее, главное преимущество описанного ареометра - возможность измерять плотность жидкого металла или сплава в широкой области температур без разгерметизации вакуумной измерительной ячейки. Однако недостатком его является необходимость учета влияния смачиваемости поверхности ареометра расплавом на результаты измерения плотности. Более того, смачиваемость может изменяться от сплава к сплаву, от температуры к температуре. Отсутствие в литературе данных по смачиваемости по подавляющему числу всевозможных расплавов делает практически неразрешимой эту проблему, а неучет необходимых поправок на влияние капиллярных сил может привести к погрешности измерения плотности 5–7 %, что недопустимо на практике.
2.2. Ареометрический прибор с капиллярным отводом
В работе [5] авторами разработан прибор, позволяющий измерять плотность жидких металлов и сплавов в широком интервале температур с достаточно высокой точностью, не прибегая к многократной его заправке. При этом не требуется знания величин s(x, T) и q(x, T). Это будет возможным, если ареометрическую камеру дополнить специальным приспособлением в виде капиллярного отвода.
Схема прибора показана на рис. 1.3. Главной частью прибора является ареометрическая камера 1 с ареометром 2 и специальным капиллярным отводом 3. Теория нового метода измерения плотности достаточно проста.

Рис. 1.3. Схема прибора для измерения плотности жидких металлов
и сплавов усовершенствованным ареометрическим методом:
а - общий вид, б - ареометрическая камера
Запишем условие равновесия жидкости в камере 1 и капиллярном отводе 3:
![]() , (1.28)
, (1.28)
где р0 – давление пара на плоскую поверхность, s - поверхностное натяжение жидкости, R1 - внутренний радиус камеры ареометра, q - краевой угол смачивания стенки стержня ареометра исследуемой жидкостью, DH - разность уровней расплава в камере 1 и капиллярном отводе 3, r - плотность жидкости, g - ускорение свободного падения, R - радиус капилляра 3. Обычно R1>>R и вторым слагаемым в левой части (1.28) можно пренебречь. Тогда
![]() , (1.29)
, (1.29)
где DH³0, если q £90°; DH£0, если q³90°.
Рассмотрим теперь условие равновесия ареометра в жидкости:
P0+Fs =Fарх, (1.30)
где P0 – вес ареометра в вакууме;
Fs=2prs cosq (1.31)
капиллярная сила, действующая на ареометр; r - радиус стерженька ареометра,
Fарх=rg(V0+pr2h), (1.32)
где V0 - объем ареометра до заданной метки; h - расстояние между меткой, указывающей уровень V0, и уровнем жидкости в измерительной камере.
Подставим (1.31) и (1.32) в (1.30) и, имея в виду (1.29), получим
P0+prgrRDH=rg(V0+pr2h). (1.33)
Отсюда
![]() (1.34)
(1.34)
Из последней формулы видно, что для определения плотности жидкости достаточно наряду с глубиной погружения ареометра h измерить разность уровней металла в ареометрической камере и капиллярном отводе DH. Это может быть сделано достаточно точно тем же катетометром, которым измеряется высота h.
Ареометры изготовляются обычно из стекла марки C50-1 с линейным коэффициентом термического расширения b=(50±1)×10-7 град-1 в области температур 20–400 оС, а измерения плотности металлических растворов осуществляются при температурах до 500 оС. Поэтому соотношение (1.34) должно быть переписано с учетом теплового расширения материала ареометра. Расчеты показывают, что с учетом этой поправки формула (1.34) принимает вид:
![]() , (1.35)
, (1.35)
по которому необходимо вести расчеты плотности металлических растворов, ![]() температура в оС.
температура в оС.
Прибор работает следующим образом. Металл А из резервуара 4 (рис. 1.3а) переводится в камеру 1 путем поворота прибора на угол 90° вокруг оси ОХ к себе с последующим возвращением прибора в исходное положение. После этого катетометром измеряется глубина погружения ареометра 2 в жидкий металл, а затем и разность уровней металла в камере 1 и капиллярном отводе 3. После измерения температурной зависимости глубины погружения ареометра в расплаве и определения разности уровней DH металл из камеры 1 переводится в основной резервуар 4 поворотом прибора на 90° вокруг оси OX за плоскость чертежа.
Затем изготавливают сплав известной концентрации следующим образом: поворотом прибора на некоторый угол вокруг оси ОУ по ходу стрелки часов переводят часть металла M2 из резервуара 5 в предварительно отградуированную по объему U-образную трубку 6. Затем поворотом прибора вокруг оси ОХ за плоскость чертежа переливают металл-добавку В из дозатора 6 через коммуникационную трубку 7 в емкость 4, где и образуется сплав известной концентрации. Измерение плотности изготовленного и последующих растворов производится так же, как описано выше для чистого металла.
Оценим погрешность измерения плотности описанным выше прибором, имея в виду, что в наших опытах q>90° и, следовательно, DH<0. Имеем
![]() , (1.36)
, (1.36)
где ![]() .... - абсолютные погрешности измерений плотности r, веса ареометра Р0 и т. д.
.... - абсолютные погрешности измерений плотности r, веса ареометра Р0 и т. д.
При измерениях плотности металлов и сплавов величины, входящие в последнее выражение, имеют в среднем следующие значения:
P0=5,0000 г, R=0,2000 см, DH=0,600 см,
sP0=±0,00001 г, sR =±0,0002 см, sDH=±0,001 см,
h=1,000 см, r=0,1600 см, V0=1,000 см3,
sh =±0,001 см, sr=±0,0002 см, sV0=±0,0002 см3.
Подставляя эти значения в последнее выражение (1.36), полагая при этом sg /g=0, будем иметь:
![]()
Таким образом, погрешность измерения плотности не превышает 0,1 %. Такая точность определения плотности вполне достаточна на практике. Полагая r = 7,00 г/см3, имеем sr = 0,005 г/см3 и, следовательно, для доверительного интервала 0,01 г/см3 надежность результата измерения плотности составляет 95 %.
Анализ погрешности измерения плотности описанным методом показывает, что наибольшая ошибка связана с погрешностью определения объема ареометра (поплавка) V0 при его градуировке.
Градуировка объема ареометра до соответствующих меток производится путем погружения его в жидкое олово или в какую-либо другую эталонную жидкость. При этом удается определить объем нижней части ареометра до заданной метки с точностью до ±0,0005 см3 при величине общего объема V0=1,000 см3 . По этим данным строится градуировочная кривая, позволяющая определить объем погруженной части ареометра по величине расстояния h от поверхности расплава в ареометрической камере до фиксированной метки на стержне ареометра.
Рассмотренный вариант учета влияния капиллярных сил не является единственным. Несколько усложнив конструкцию прибора и совместно используя два ареометра разной массы и объема, разработали прибор, схематически представленный на рис. 1.4, автоматически учитывающий влияние капиллярных сил на результаты измерения плотности расплава [11].
Для получения расчетной формулы при использовании этого прибора запишем условия плавания каждого из ареометров, имеющих верхние стержни одинакового диаметра и изготовленных из одного и того же материала:
m1 + La2r = (V1 – Sh1) r ; (1.37)
m2 + La2r = (V2 – Sh2) r , (1.38)
где m1 и m2 - массы ареометров; V1 и V2 - объемы погруженных в исследуемый расплав нижних частей ареометров; L и S - периметр и площадь сечения стержней ареометров; a2 и r - капиллярная постоянная и плотность исследуемого расплава; h1 и h2 - расстояния от уровня расплава до соответствующих меток на стержнях ареометров.
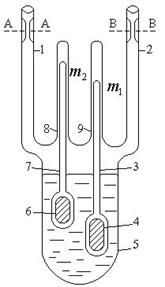
Рис. 1.4. Двухареометрический прибор для определения плотности жидких металлов: 1 и 2 - трубки, по которым из бункеров
(не показаны на рис.) заливается исследуемый жидкий металл
в резервуар 5; 3 и 7 - стержни ареометров с метками; 4 и
6 - ареометры; 8 и 9 - юстировочные (направляющие)
трубки с отсчетами, m1 и m2 – массы ареометров
Решив систему уравнений (1.37), (1.38) относительно искомой плотности, будем иметь
![]() (1.39)
(1.39)
или, обозначив постоянные прибора m2-m1=Dm=A; V2-V1=DV=B; S=C, получим:
![]() , (1.40)
, (1.40)
где Dh - разность уровней меток ареометров - единственная величина, измеряемая в экспериментах с использованием двухареометрического прибора.
2.3. Ареометрический метод для изучения концентрационной зависимости плотности металлических расплавов
Описанные выше ареометрические методы и приборы обладают наибольшей эффективностью в случае их использования для измерения плотности двойных и многокомпонентных металлических расплавов. Особенно удобно использовать их для одновременного измерения плотности поверхностного натяжения, работы выхода электрона и других физическо-химических свойств [6]. В этом случае достигается высокая экономия материалов, сохраняется идентичность условий измерения указанных физических величин, в десятки раз сокращается время проведения экспериментов.
На рис. 1.5 и 1.6 показаны приборы с одним и с двумя ареометрами для определения концентрационной зависимости плотности жидкометаллических сплавов. Их отличие от вышеописанных приборов заключается в добавлении нового узла - U-образной трубки, которая представляет собой откалиброванный по объему капилляр (микробюретка), позволяющий приготовлять сплавы известных составов без вскрытия и разгерметизации цельнопаяного прибора [6].
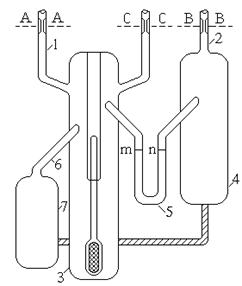
Рис. 1.5. Прибор с одним ареометром для определения
зависимости плотности бинарных сплавов от состава
Рис. 1.6. Двухареометрический прибор для определения
концентрационной зависимости плотности: 1 – ареометрическая
камера; 2 – направляющие трубки для юстировки стержней вдоль
вертикали; 3 и 4 – ареометры постоянных масс;
5 и 6 – микробюретки-дозаторы; 7 и 8 – резервуары
Измерение плотности бинарной системы А-В на приборе (рис. 1.5) производится следующим образом. В емкости 3 и 4 по трубкам 1 и 2 из напаянных к ним сверху бункеров (не показаны на рис. 1.5) переводятся соответственно жидкие металлы - компоненты А и В, массы которых известны с большой точностью.
Предварительно прибор и исследуемые металлы А и В подвергаются термовакуумной обработке. После отпайки бункеров по линиям А-А и В-В и самого прибора - по линии С-С прибор устанавливают в термостат и приступают к измерениям температурной зависимости жидкого металла-компонента А. После завершения измерений часть компонента В из емкости 4 переводят в микробюретку (дозатор) 5. Измерением высоты столбов отлитой части жидкого металла В в обоих коленах относительно реперных меток, нанесенных предварительно при градуировке дозатора, определяют объем отлитого металла В. Так как плотность чистого металла-добавки В считается хорошо известной из предварительных измерений или из литературных данных, то, зная объем и плотность, определяем массу отлитой части компонента В. Путем соответствующих поворотов измерительной ячейки из дозатора 5 металл переводят в измерительный отсек 3, где образуется первый сплав. После перемешивания и гомогенизации при различных температурных выдержках измеряют плотность сплава. После завершения опытов с первым сплавом вновь повторяют описанную процедуру приготовления сплава, добавляя через микробюретку 5 очередную порцию металла В к первому сплаву и т. д. После перевода по частям всего содержимого в емкости 2 металла В в отсек 3, т. е. после завершения опытов, весь расплав из емкости 3 переводят в отпаиваемый резервуар-приемник 7.
На рис. 1.6 схематически показана измерительная ячейка с двумя ареометрами, предназначенная для изучения концентрационной зависимости плотности металлических расплавов [6]. Она состоит из ареометрического отсека 1 с центрирующими трубками 2 и ареометрами 3 и 4, двух откалиброванных по объемам U-образных микробюреток 5 и 6 и резервуаров 7 и 8. Как и в случае вышеописанного одноареометрического прибора, чистые жидкие металлы А и В, массы и плотности которых с высокой точностью известны, в условиях высокого вакуума переводятся в емкости 1 и 7. После соответствующего термостатирования определяют температурную зависимость плотности чистого компонента А.
Для приготовления первого сплава прибор поворачивают вокруг оси yy¢ против хода стрелки часов и часть металла-добавки В переводят в дозатор 5. Вернув прибор в исходное положение, катетометром измеряют уровни металлов в обоих коленах U-образной микробюретки и определяют объем металла, который далее переводится в основной резервуар 1. После гомогенизации и термостатирования образуется раствор известной концентрации, плотность которого измеряется аналогично вышеописанным образом.
С целью расширения концентрационного интервала измерений плотности прибор снабжен вторым дозатором - микробюреткой 6, через которую можно часть очередного j-го сплава известного состава из 1 переводить в емкость 8. Так как плотность и концентрация удаляемого сплава уже известны, то, измерив его объем во втором дозаторе 6, можно рассчитать точную массу раствора, остающегося в измерительном отсеке 1. Понятно, что всякий раз после очередной подобной операции количество металла А в отсеке 1 уменьшается, и вследствие этого происходит расширение концентрационного интервала (измерение плотности от чистого компонента А (ХB = 0 %) почти до
100 % В, т. е. до полного содержания в измерительном отсеке 1 компонента B (XB»100 %).
В заключение следует отметить, что калибровка используемых для приготовления сплавов U-образных микробюреток производится с использованием в качестве эталонного вещества жидкого олова или, что еще удобнее, ртути, плотность которых известна с высокой точностью, а смачиваемость ими используемых для изготовления дозаторов стекол почти такая же, как и у исследуемых расплавов. Обычно калибровочные графики строятся в виде зависимостей Vi=f(hi), где Vi - объемы заполненной части дозатора, а hi - расстояние от уровня металла до опорных меток на обоих коленах U-образных трубок дозаторов. Относительная ошибка определения состава расплава с помощью
U-образного дозатора (микробюретки) составляет sm2/m2=0,02 %, где m2 - масса добавляемого металла. Точность дозировки состава раствора является функцией концентрации: если дозировку состава сплава с содержанием XB=1 вес.% можно осуществить со среднеквадратичной погрешностью ±0,002 %, то для сплава эквимолярного состава (XA=XB=50 %) вследствие накопления погрешностей она достигает ±0,10 %.
3. Пикнометрические методы определения плотности жидкости
3.1. Вакуумный однокапиллярный пикнометр для измерения плотности жидких металлов
Пикнометрический метод находит широкое применение в различных физико-химических исследованиях для определения плотности жидкостей. Он основан на определении массы жидкости, занимающей известный объем. Пикнометрические измерения обычно характеризуются высокой точностью, так как вместимость (т. е. внутренний объем) пикнометра определяется с высокой точностью калибровкой его по ртути, а взвешивание пустого и наполненного исследуемым расплавом пикнометра производится на высокочувствительных аналитических весах.
Существует много разновидностей пикнометров, предназначенных для решения тех или иных конкретных задач в зависимости от требуемой точности, температурного интервала измерений, рода исследуемых веществ и т. д. Пикнометры изготовляются из стекла, графита, металлов и др. материалов. Например, пикнометры для абсолютного измерения плотности металлических расплавов чаще изготовляют из графита как высокотемпературного и химически инертного по отношению к большинству металлических расплавов, а также из-за его легкой механической обрабатываемости и высокой точности изготовления и т. д.
Вариант использования однокапиллярного пикнометра рассмотрим, следуя работе [8], в которой измерялись плотности жидких рубидия, цезия и их сплавов до 1100 К стальным пикнометром (рис. 1.7а). Пикнометр 1 располагается внутри цилиндрической печи 2 (рис. 1.7б) в специальном термостатируемом блоке 3. После вакуумирования в стакан напускается аргон, и при открытой винтовой заглушке 7 включается печь 11. С повышением температуры исследуемый металлический расплав расширялся, и часть его вытекала из пикнометра в камеру-сборник 9. При определенной температуре винтовая заглушка 7 закрывается, отсекая оставшуюся часть металла в пикнометре, а защитный стакан вынимается из печи. После охлаждения стакана и удаления вылившегося в камеру-сборник 9 щелочного металла пикнометр высушивается и вновь взвешивается на аналитических весах.
(а) (б)
Рис. 1.7. Конструкция рабочей ампулы (а) и опытная установка (б)
для определения температурной зависимости плотности жидких
щелочных металлов [8]: а) 1 - корпус, 2 - крышка, 3 - капилляр,
4 - камера-сборник, 5 - винтовая заглушка; б) 1 - пикнометр,
2 - цилиндрическая печь, 3 - термостатирующий блок,
4, 15 - охранные нагреватели, 5 - вакуумная рубашка,
6 - рабочий капилляр, 7 - винтовая заглушка,
8 - головка камеры-сборника, 9 - камера сборника,
10 - вакуумпровод, 11 - основной нагреватель, 12 - тепловая
изоляция, 13 - корпус, 14, 15 - термопары, 16 - подставка
Для определения плотности жидкости описываемым методом обычно производят 3 взвешивания: а) пустого пикнометра (m1); б) пикнометра, заполненного калибровочной жидкостью (m2); в) пикнометра, заполненного исследуемой жидкостью (m3). Результаты первых двух взвешиваний дают возможность рассчитать внутренний объем (вместимость) пикнометра, а первое и третье взвешивания - массу образца в объеме пикнометра. Расчетная формула для искомой плотности имеет вид:
![]() , (1.41)
, (1.41)
где rk - плотность калибровочной жидкости; b - коэффициент объемного расширения материала, из которого изготовлен пикнометр.
Общий недостаток однокапиллярных пикнометров заключается в трудности заполнения их исследуемым расплавом, а также в большой вероятности возникновения газовых пузырьков в расплаве.
Авторами [9] создан вакуумный цельнопаяный однокапиллярный пикнометр, лишенный этих недостатков, в котором высокая точность ранее известных пикнометров сочетается с надежностью и легкостью измерения. Основными частями этого прибора (рис. 1.8) являются резервуар 7, капилляр 8 и клапан 5. В верхней расширенной части клапана находится железный стерженек 6, позволяющий с помощью электромагнита управлять клапаном 5. Открыв клапан, можно соединить полость трубки 4 с резервуаром 7. Прибор предварительно калибруется. В качестве эталонной жидкости используется ртуть. После термовакуумной обработки прибора через трубку 1 в резервуар 2 переводят чистую ртуть. Затем, отпаяв от вакуумной установки по линии А-А, прибор размещают в термостате со смотровыми окнами. Соответствующими поворотами прибора необходимое количество ртути из баллона 2 переливают в резервуар 7 через трубку 4. Часть металла, оставшегося в 4, полностью возвращают в резервуар 2. Заметим, что во время выполнения перечисленных действий (и при последующей калибровке) клапан 5 остается плотно закрытым.
Мерный капилляр прибора устанавливают точно по вертикали и, измеряя высоту столбика жидкости в капилляре, определяют зависимость объема расплава от температуры до выбора всей мерной шкалы. Завершив калибровку, открывают клапан 5 и ртуть из резервуара 7 через трубку 10 сливают в емкость 11 соответствующими поворотами прибора. Определяют вес металла, использованного для калибровки пикнометра, и строят температурную зависимость объема как функцию от высоты положения уровней вдоль мерного капилляра в интервале температур DТ1.
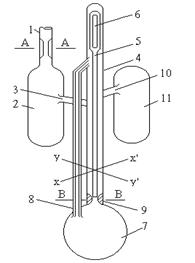
Рис. 1.8. Вакуумный однокапиллярный пикнометр для
исследования температурной зависимости плотности жидкости
Для продолжения градуировки в следующем температурном интервале DТ2 к прибору припаивают новый резервуар 11, и новой порцией ртути калибруют пикнометр. При этом для получения непрерывной градуировочной кривой в достаточно широкой области температур начальная температура интервала DТ2 должна равняться конечной температуре интервала DТ1 (и даже несколько перекрываться для большей надежности). Калибровка считается законченной, когда определена температурная зависимость объема ртути (внутреннего объема пикнометра) для всего температурного интервала измерения плотности (DТ1, DТ2, ..., DТn). Естественно, что весь исследованный температурный интервал DТ складывается из интервалов DТi, т. е.
![]() , (i=1,2,3…n). (1.42)
, (i=1,2,3…n). (1.42)
Для получения температурной зависимости плотности жидкометаллического образца откалиброванным однокапиллярным пикнометром прибор заправляют исследуемым жидким металлом и производят такие же измерения высоты столбика расплава в капилляре, как и при его калибровке. После выбора шкалы прибора в первом интервале температур DТ1 кратковременным поднятием клапана 5 часть металла из резервуара 7 переводят в широкую трубку 4 так, чтобы при этом уровень расплава в капилляре вновь опустился до нулевого положения (т. е. до уровня В-В). Поскольку конечная (более высокая) температура интервала DТ1 известна и она же является начальной температурой для второго интервала DТ2 (температура, при которой произведен возврат уровня расплава в исходное «нулевое» положение), а также зная соответствующий объем расплава, определяют массу оставшегося в резервуаре 7 расплава
![]()
![]() (1.43)
(1.43)
где VH2 и VК1 – объемы расплава, соответствующие начальному и конечному положению мениска в капилляре.
После выбора всей шкалы в следующем, втором интервале температур аналогичным образом опять определяют массу по формуле:
![]() (1.44)
(1.44)
Эксперимент продолжается до достижения наивысшей допустимой температуры для материала, из которого изготовлен пикнометр. Расчет плотности производится по соотношению:
 . (1.45)
. (1.45)
Главное достоинство однокапиллярного пикнометра - в независимости полного диапазона температурных исследований плотности от длины капилляра, что дает возможность повышать точность определения плотности r(Т) за счет уменьшения диаметра капилляра 8 (рис. 3.2).
3.2. Определение плотности пикнометром постоянного объема
Оригинальный вариант пикнометрического метода определения плотности жидкостей и твердых тел разработан П. Пугачевичем и сотрудниками [12]. Они предложили новую конструкцию плотнометра постоянного объема. Устройство прибора показано на рис. 1.9а и б.
Традиционно постоянство объема обеспечивается доведением уровня жидкости до метки пикнометра, что является длительным и трудным этапом процесса измерения плотности с использованием стандартных пикнометров. В приборе Пугачевича и др. метка вовсе отсутствует, а постоянство объема жидкости в пикнометре обеспечивается с помощью специальной насадки, что позволяет ускорить процесс определения плотности и повысить воспроизводимость результатов ее определения.
Рис. 1.9. Пикнометр-плотнометр постоянного объема:
(а) - плотнометр постоянного объема: 1 - трубка, 2 - насадка,
3 - капиллярная трубка, 4 - исследуемая или эталонная
пикнометрическая жидкость, 5 - основной резервуар пикнометра,
6 - цилиндрическая горловина пикнометра, 7 - шлиф-пробка;
(б) - устройство для термостатирования плотнометра: 1, 2 - пробки,
3, 4 - патрубки для слива термостатирующей жидкости, 5 - пикнометр-плотнометр, 6 - кожух термостата, 7 - термостатная жидкость,
8 - патрубок для подачи термостатирующей жидкости, 9 - твердое
исследуемое вещество, 10 - пикнометрическая жидкость,
11 - сосуд для приготовления насыщенного раствора
Градуировка пикнометра постоянного объема начинается с определения массы m1 пустого прибора с пробкой, после которого заливают в него эталонную жидкость с хорошо известной плотностью r0 и закрывают насадкой, в которую вмонтирован специальный вертикальный капилляр строго определенной длины (рис. 1.9а). Количество жидкости в пикнометре должно быть таким, чтобы нижний торец капиллярной трубки был погружен в нее. После термостатирования из устройства (рис. 1.9б) избыток эталонной градуировочной жидкости удаляют, отсасывая ее через трубку 1. Вновь находят массу m2 пикнометра с заполнившей его эталонной жидкостью и рассчитывают его объем при данной температуре:
![]() . (1.46)
. (1.46)
Для измерения плотности пикнометр заполняют исследуемой жидкостью с некоторым избытком и опять термостатируют с помощью насадки, отбирают избыток жидкости и определяют массу m3 прибора с оставшейся жидкостью.
Расчет искомой плотности r производится по очевидному соотношению:
![]() . (1.47)
. (1.47)
Описанный пикнометр постоянного объема можно успешно использовать для определения плотности твердых тел. При этом только необходимо соблюдение условий – используемая эталонная пикнометрическая жидкость не должна взаимодействовать с исследуемым образцом и иметь плотность r0, меньшую плотности rтв твердого тела. В этом случае процедура определения плотности rтв твердого исследуемого тела заключается в следующем.
Повторяя описанные выше действия, в прибор заливают эталонную жидкость с избытком и определяют ее плотность. Затем, не выливая жидкость, в пикнометр загружают некоторое количество твердого вещества, плотность которого необходимо определить.
При этом часть пикнометрической жидкости вытесняется исследуемым твердым веществом. Определяют массу m4 пикнометра с исследуемым образцом и оставшейся жидкостью. Плотность твердого вещества рассчитывают по формуле:
![]() . (1.48)
. (1.48)
Кроме того, плотнометр позволяет измерять плотность твердых веществ, ограниченно растворяющихся в пикнометрической жидкости, если в качестве пикнометрической жидкости использовать насыщенный раствор исследуемого вещества. С этой целью сначала в сосуде 11 (рис. 1.9б) готовят насыщенный раствор исследуемого твердого вещества 9 в пикнометрической жидкости 10 и после термостатирования при непрерывном перемешивании содержимого в сосуде 11 и отстоя порцию насыщенного раствора из 11 быстро переносят в пикнометр 5 и определяют плотность раствора вышеописанным способом. Затем в плотнометр вносят некоторое количество исследуемого твердого вещества и определяют его плотность. Использование описанного пикнометра постоянного объема позволяет определить плотность жидких и твердых образцов с относительной ошибкой, не превышающей 0,05 %, если рабочий объем прибора составляет 20 см3 и более.
3.3. Вакуумные двухкапиллярные пикнометры для измерения плотности металлических расплавов
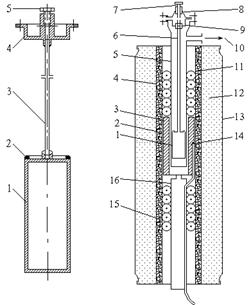
Несмотря на высокую точность и простоту пикнометрического метода для определения плотности металлических расплавов, его использование в исследовательской практике встречает ряд неудобств, главные из которых – трудность заполнения объема пикнометра исследуемым расплавом через узкую капиллярную трубку и проблема полного удаления пузырьков газа, возникающих между стенками пикнометра и металлом при нагревании расплава. По этой причине в работе [10] была разработана новая конструкция стеклянного вакуумного пикнометра с двумя капиллярными трубками (рис. 1.10).
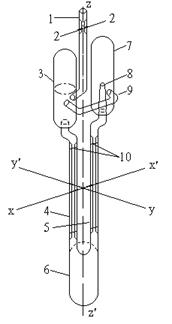
Рис. 1.10. Вакуумный двухкапиллярный пикнометр
Подготовленный к опыту пикнометр (рис. 1.10) укрепляется для градуировки на специальной рамке, которая крепится к установке для получения сплавов, а пикнометр через трубку 1 присоединяется к системе для переливания жидких металлов, связанной с вакуумным откачным постом. По завершении многочасовой термовакуумной обработки измерительной ячейки в нее переправляют некоторое количество исследуемого металла высокой чистоты, плотность которого известна с высокой точностью. Жидкий металл, попадая в емкость 3, стекает по капиллярной трубе 4 в резервуар 6. Так как емкости 3, 6 и 7 сообщаются через трубки 4, 5 и 9, то заполнение резервуара 6 и капиллярных трубок 4 и 5 происходит без затруднений. При этом в пикнометр переправляют такое количество жидкого металла, которое полностью заполнит резервуар 6 и поднимется в капиллярных трубках 4 и 5 на расстояние в 1–2 см от нижних широких оснований этих трубок. После этого пикнометр отпаивают от вакуумного поста и устанавливают внутрь воздушного термостата.
Если необходимо, соответствующими поворотами прибора избыток металла через капилляр 8 сливают в резервуар 7, и прибор возвращают в исходное положение. В случае, если количество металла в капиллярах 4 и 5 стало ниже наинизших меток, т. е. меньше необходимого для измерения, то часть металла (соответствующими вращениями прибора) сливают по коммуникационной трубке 9 в резервуар 3. После термостатирования при определенной температуре катетометром измеряют расстояния от уровней металла в обоих капиллярах до меток 10. Зная вес металла, находящегося в резервуаре 6 и частично заполняющего капиллярные трубки 4 и 5, а также плотность металла при данной температуре, находят объем V, а значит, и ту часть объема пикнометра, которая заполнена металлом. Аналогичным образом производится определение объемов и средних расстояний уровней расплава в капиллярных трубках для более высоких температур.
По результатам этих измерений для исследованного интервала температур строят градуировочный график и соответствующую таблицу, используемые затем для вычисления плотности изучаемых металлических растворов.
После окончания градуировки соответствующими поворотами прибора металл из капиллярных трубок и резервуара 6 переводят в отсек 3. При этом избыток металла, отлитый в резервуар 7, не попадает обратно в отсек 3 и не смешивается с металлом, использованным для градуировки пикнометра. Жидкий металл, перелитый в резервуар 3, закристаллизовывается в верхней части 3 и удаляется из измерительной ячейки, после чего металл освобождается от стекла и взвешивается. Извлекается и взвешивается точно так же и избыток металла из резервуара 7. В последующем калибровочный график и таблица с отградуированным пикнометром используются для определения плотности изучаемых металлических расплавов.
Описанный двухкапиллярный пикнометр при всех его достоинствах обладает одним существенным недостатком: он не позволяет измерять концентрационную зависимость плотности металлических растворов - задача, гораздо чаще встречающаяся в физико-химическом анализе и на практике.
3.4. Вакуумный двухкапиллярный пикнометр для определения концентрационной зависимости плотности двойных металлических растворов
Прибор, созданный авторами [11], позволяет измерять температурную и концентрационную зависимости плотности двойных жидкометаллических систем практически во всем концентрационном интервале составов (рис. 1.11).
Рис. 1.11. Вакуумный двухкапиллярный пикнометр
для определения концентрационной зависимости плотности
двойных жидкометаллических растворов
Он состоит из емкостей 1–5, U-образного дозатора 6 и, соответственно, двухкапиллярного пикнометра (баллона 7 и капилляров 8 и 9).
U-образный дозатор и пикнометр до сборки прибора проградуированы по объему.
Для изучения концентрационной зависимости плотности жидкометаллических растворов, компонентами которых являются металлы А и В, сверху линий A-A и B-B на цельнопаяный прибор напаиваются два бункера (не показаны на рисунке), соответственно, с исходными компонентами известных масс и плотностей. При этом количество металла-компонента А должно быть рассчитано таким образом, чтобы после переправки его в емкость 7 капилляры 8 и 9 оказались частично заполненными.
После многочасовой термовакуумной обработки металлы А и В переправляются (при непрерывной откачке) соответственно в пикнометр 7 и емкость 3. После этого прибор отпаивается, закрепляется жестко на рамке и помещается в воздушный термостат со смотровыми окнами.
Перед началом измерений проверяют положения уровней металла А в капиллярах 8 и 9. Если металла оказалось больше необходимого, то, вращая прибор вокруг оси у-у против хода стрелки часов на угол ~ 90°, избыток металла по коммуникационной трубке 10 из пикнометрической камеры переводят в емкость 4. Затем отлитую часть металла по трубке 11 переливают в баллон 5, наклонив прибор вокруг оси x-x. Возвратив прибор в исходное состояние, приступают к измерению плотности.
Используя катетометр, через смотровое окошко термостата фиксируют положение (высоту) уровней жидкого металла А в обоих капиллярах пикнометра в зависимости от температуры, что позволяет определить его объем, массу и температурный коэффициент расширения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
