
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
«Рабочая» масса (т. е. масса основной части жидкого металла, которая находится в сообщающейся системе «тигель–рабочий капилляр» и задействована при измерении плотности) определяется как разность массы поступившего из приемной в рабочую камеру жидкого металла и массы удаленной при захлопывании крышки тигля жидкости. Первая часть жидкого металла (при отсечке от основного образца как излишка) стекает вниз, на дно измерительной камеры, и поступает далее в вентильную емкость 17. Последняя после отпайки от прибора по линии С–С взвешивается, и определяется искомая масса. Масса второй рабочей части жидкого металла обычно определяется после окончания процедуры измерений температурной зависимости плотности. Для этого необходимо наклонить прибор по ходу часовой стрелки на угол около 90 градусов в плоскости чертежа. При последующем возвращении прибора в исходное положение содержимое тигля и мерного капилляра автоматически переводится через коммуникационную трубку 21 во вторую разгрузочную емкость 18. После этого емкость отпаивается по линии D-D и взвешиванием определяется масса поступившего в нее металла. Таким образом, по измеренным значениям объема и массы рассчитывается плотность жидкого металла.
Наличие рабочего калиброванного капилляра позволяет измерять плотность при различных температурах. Для этого в термостате устанавливают необходимые температурные режимы и, выдерживая каждый раз температуру неизменной не менее 30 мин для завершения возможных структурных перестроек в исследуемом металле, катетометром фиксируют соответствующие положения уровня жидкого металла относительно меток на мерном капилляре. По полученным данным рассчитываются температурные изменения объема жидкого металла известной массы, следовательно, определяются температурные зависимости плотности.
Предлагаемый прибор обладает рядом преимуществ в сравнении с другими приборами аналогичного назначения. В частности, он позволяет:
- определять плотность жидких металлов и их сплавов с высокой точностью: погрешность измерений не превышает 0,06 %, что почти на порядок превосходит аналогичный показатель прототипа, и в два раза - точность определения плотности двухкапиллярными пикнометрами;
- проводить в непрерывном режиме измерения температурной зависимости плотности, как при повышении, так и при понижении температуры, что дает возможность отслеживать возможные структурные изменения и гистерезисные явления в исследуемых металлах или сплавах;
- осуществлять подачу и заполнение жидкими металлами и сплавами рабочего объема тигля в ламинарном режиме без разбрызгивания и образования в образце пристеночных и объемных пустот;
- проводить измерения плотности в условиях термодинамического равновесия исследуемых жидкометаллических расплавов как в высоком вакууме, так и в различных защитных и (или) регулируемых газовых средах и т. д.
Описанный прибор апробирован для измерения температурной зависимости плотности жидкого висмута, который обладает заметной упругостью собственного насыщенного пара и поэтому считается одним из «трудных» объектов экспериментального изучения. С другой стороны, в литературе имеется ряд достаточно надежных данных по плотности этого элемента для сравнения с ними и контроля [17, 18]. Градуировка мерной капиллярной трубки с тиглем производилась по высокочистой ртути. В опытах использован висмут марки Ви00 по ГОСТу 1092890. Количество металлических примесей в висмуте определялось масс-спектрометрическим методом в лаборатории Государственного научно-исследовательского и проектного института редкометаллической промышленности. Были проведены две серии измерений плотности жидкого висмута: одна - при повышении температуры, другая - при её понижении. Доверительная погрешность экспериментов, объединяющая систематическую и случайную составляющие, рассчитывалась по методике [19] и оказалась равной 0,06 %.
На рис. 1.18 приведены результаты регрессионно-статистического анализа, свидетельствующие о том, что между опытными данными обеих серий измерений плотности систематическое расхождение отсутствует (на рис. 1.18 штриховыми и штрихпунктирными линиями показаны границы коридоров средней квадратической погрешности расчетных значений плотности висмутового расплава для первой и второй серий экспериментов соответственно).
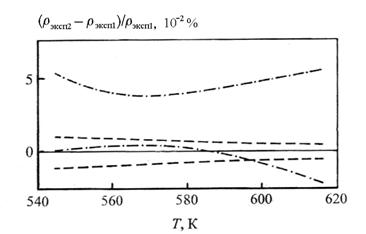
Рис. 1.18. Отклонение опытных данных плотности жидкого висмута первой и второй серий: - - - – доверительные границы погрешности результатов измерений первой серии; -·-·- – доверительные границы погрешности результатов измерений второй серии
Поэтому опытным точкам этих серий измерений приписывался одинаковый статистический вес ![]() , где
, где ![]() - доверительная погрешность i-й экспериментальной точки.
- доверительная погрешность i-й экспериментальной точки.
После этого вся совокупность полученных опытных данных по плотности жидкого висмута обрабатывалась при помощи метода наименьших квадратов полиномом по целым степеням температуры. Статистический анализ с использованием критерия Фишера выявил, что оптимальным оказалось следующее линейное аппроксимирующее уравнение:
r = ( 10688 ± 7,3 ) – ( 1159,1 ± 12,0)t,
где r - в кг/м3; t = Т/1000, T - в K. При Тпл =544,5 К плотность висмута rпл =10057,7 кг/м3.
Таблица 1
Плотность жидкого висмута и ее средняя
квадратическая погрешность s
Т, К | r, кг/м3 | s, кг/м3 | Т, К | r, кг/м3 | s, кг/м3 |
550 560 580 600 620 640 650 | 10051,4 10039,8 10016,6 9993,4 9970,2 9947,0 9935,4 | 6,2 5,6 4,6 4,0 4,0 4,8 5,2 | 660 680 700 720 740 750 - | 9923,9 9900,7 9877,5 9854,3 9831,3 9819,5 - | 5,8 7,2 8,6 10,2 11,8 12,4 - |
Значения плотности расплавленного висмута, рассчитанные по аппроксимирующему уравнению при температурах до 750 К, представлены в табл. 1. В ней же указана их средняя квадратическая погрешность, соответствующая доверительной вероятности 0,95.
На рис. 1.19 изображено отклонение опытных точек 1-й и 2-й серий экспериментов от аппроксимирующего уравнения. Их среднее квадратическое отклонение составило не более 0,02 %. Последнее свидетельствует о том, что преобладающая часть доверительной погрешности проведенных измерений приходится на ее систематическую составляющую.
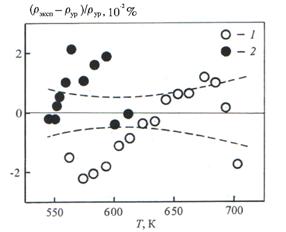
Рис. 1.19. Отклонение опытных данных плотности жидкого висмута от аппроксимирующего уравнения: 1 – первая серия; 2 – вторая серия
На рис. 1.20 представлено отклонение результатов измерения плотности висмута в жидкой фазе, полученное с использованием предлагаемого прибора, от рекомендуемых справочных данных [17, 18]. Расхождение между ними не превышает ±0,3 %, что свидетельствует о качестве, надежности и высокой точности нового прибора, по своим параметрам превосходящего существующие устройства и приборы аналогичного назначения.
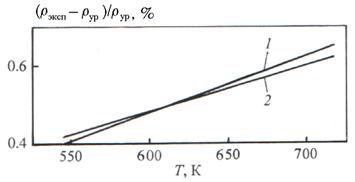
Рис. 1.20. Отклонение результатов измерений плотности жидкого
висмута от рекомендуемых справочных данных: 1 – данные
и др. [17]; 2 – данные и др. [18]
Таким образом, предлагаемый новый прибор позволяет осуществлять надежные и высокоточные измерения температурной зависимости плотности жидких металлов и сплавов как в высоковакуумных условиях, так и в атмосфере различных газовых сред.
6. Метод максимального давления в газовом пузырьке для определения плотности
Метод максимального давления в газовом пузырьке (ММДГП) для измерения плотности состоит в определении максимального давления, необходимого для медленного продавливания инертного газа, не взаимодействующего с исследуемой жидкостью, через капилляр, погруженный на определенную глубину h в эту жидкость. При этом на кончике капилляра радиуса r будет формироваться газовый пузырек, максимальное давление pmax в котором в состоянии равновесия определяется суммой гидростатического и лапласовского давлений:
![]() , (1.55)
, (1.55)
где r и s - плотность и поверхностное натяжение исследуемой жидкости, g – ускорение свободного падения. Давление рmax измеряется независимым способом, например, жидкостным манометром.
Записывая (1.55) для двух различных глубин погружения капилляра в исследуемую жидкость и предполагая, что поверхностное натяжение жидкости не зависит от глубины, для искомой плотности можно записать:
![]() . (1.56)
. (1.56)
В случае, если измерение изменения давлений ![]() производится жидкостным манометром, то
производится жидкостным манометром, то
![]() . (1.57)
. (1.57)
В (1.57) rм - плотность манометрической жидкости, DH - разность уровней манометрической жидкости при двух глубинах погружения капилляра в исследуемую жидкость.
Приравнивая последние два соотношения, получим удобное для практических расчетов плотности выражение:
![]() . (1.58)
. (1.58)
Для измерения плотности методом МДГП сконструированы различные экспериментальные установки. Принципиальная схема одной из них показана на рис. 1.21.
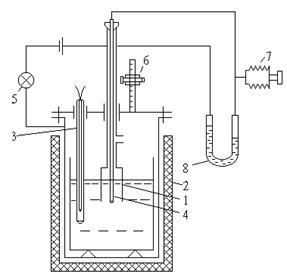
Рис. 1.21. Схема экспериментальной установки для измерения
плотности методом максимального давления в газовом пузырьке:
1 - емкость с исследуемой жидкостью, 2 - термостат, 3 - термопара,
4 - рабочий капилляр, 5 - сигнальная лампа, 6 - катетометр,
7 - компрессор, 8 - манометр
Емкость 1 с исследуемой жидкостью находится в герметичном корпусе и обогревается термостатом 2. Температура расплава контролируется термопарой 3. Газовый пузырек высокочистого аргона формируется на конце капилляра 4, погружаемого в исследуемый жидкий расплав. Касание нижнего торца капилляра поверхности расплава фиксируется по замыканию электрической цепи и загоранию сигнальной лампочки 5. Глубину погружения капилляра в жидкость контролируют катетометром 6. Необходимое давление для образования и отрыва газового пузырька от конца капилляра создается компрессором 7. Давление измеряется U-образным манометром 8.
Заметим, что прецизионные жидкостные манометры обеспечивают измерение давления с точностью ±0,1 Тор.
Капилляры изготовляются из материалов, не взаимодействующих с исследуемым расплавом (кварц, керамика, сталь и т. п.). Концы капилляров стачивают на «нож», что снимает вопросы о влиянии толщины стенок капилляра на результаты измерения плотности.
Возможные источники ошибок метода
При измерении плотности, используя соотношение (1.58), относительная погрешность измерений складывается из ошибок определения разности глубин погружения капилляра Dh и разности уровней манометрической жидкости DH при двух глубинах погружения капилляра в исследуемую жидкость.
Так как погрешность измерения Dh составляет не более ±0,001 мм, то основная погрешность связана с определением DH. Если погрешность DH равна ±0,1 мм, то при максимальной разности давлений ![]() мм рт. ст. относительная ошибка расчета плотности по (1.58) составляет 0,2 %. При этом для металлов с большим удельным весом относительная ошибка в измерениях меньше, чем для металлов с малым удельным весом.
мм рт. ст. относительная ошибка расчета плотности по (1.58) составляет 0,2 %. При этом для металлов с большим удельным весом относительная ошибка в измерениях меньше, чем для металлов с малым удельным весом.
Рассмотрим теперь упомянутые выше погрешности в системе «капилляр – расплав», которые в целом можно свести к двум группам:
а) погрешности, обусловленные нестационарностью уровня поверхности расплава; б) погрешности, обусловленные колебаниями давления в газовом пузырьке в процессе измерения. Табл. 2 показывает основные составляющие источников погрешностей каждой из двух групп и возможные пути и приемы их устранения.
Сделаем несколько разъяснений к табл. 2.
1. Изменение уровня исследуемого расплава при погружении капилляра привносит наибольшую ошибку. Но ее можно учесть, воспользовавшись поправочным множителем Шнайдера и Хамера (1+b), где b=r2/(R2–r2), в котором r - внешний радиус капилляра, R - внутренний радиус емкости (тигля) с исследуемым расплавом. При этом расчетная формула (1.58) принимает вид:
![]() . (1.59)
. (1.59)
2. Вытеснение расплава в процессе роста газового пузырька и до возникновения в нем максимального давления приводит к повышению уровня до 0,2 мм, что также существенно. Но поскольку берутся разности уравнений, указанный эффект учитывается автоматически.
3. Вибрация поверхности имеет место даже при соблюдении всех возможных предосторожностей, что, по-видимому, связано с наличием на поверхности расплавов постоянных волн малой (до ~0,03 мм) амплитуды. Более того, время от времени наблюдаются волны и большей (до ~0,1 мм) амплитуды, причины возникновения которых имеют механическую природу (например, толчки) и носят случайный характер. Например, Г. Жмойдин и В. Байдов [20] обнаружили, что капилляр, кончик которого установлен на расстоянии 0,1 мм от поверхности, через некоторое время обязательно приходит в контакт с расплавом.
Таблица 2
Основные источники погрешности в системе «капилляр – расплав»
метода максимального давления в газовом пузырьке
Источники погрешности | Относительная погрешность % | Способ устранения |
а) нестационарность уровня исследуемого расплава | ||
вытеснение расплава капилляром вытеснение расплава пузырьком вибрация поверхности нестабильность («плавание») температуры испарение расплава | 2,3 >0,2 0,27 0,15 0,6 | возможен учет ошибки по уравнению Dh=(h1–h2)/(1–d2/Д2), где d и Д – наружный диаметр капилляра и внутренний диаметр емкости (для расплава) автоматически неустранима неустранима двойной проход (при опускании и подъеме капилляра с последующим усреднением) |
б) неидеальность формы газового пузырька | ||
неидеальность «ножа» (кончика капилляра) нестационарность пузырька влияние стенок емкости механические толчки | 0,1 >0,1 – ~0,1 | неустранима замедленное выдувание газового пузырька автоматически выбраковка |
Таким образом, при компенсации всех устранимых погрешностей, указанных в табл. 2, точность метода будет ограничена тремя источниками статистической природы, т. е. тремя величинами в (1.58): относительными погрешностями измерений разности уровней манометрической жидкости eDH или разности давлений eDР, разности глубин eDh и плотности манометрической жидкости ![]() :
:
![]() (1.60)
(1.60)
или ![]() .
.
Тогда стандартная погрешность определения плотности составит sr=0,008 г/см3.
Это означает, что точность метода ограничена статистическими разбросами, величина которых превышает чувствительность измерительной аппаратуры. Поэтому единственный путь дальнейшего повышения точности получаемых данных заключается в увеличении числа измерений. Расчеты Жмойдина и Байдова [20] показывают, что величина погрешности измерения плотности должна понизиться с 0,008 до 0,0046 г/см3 и подтвердили эту цифру в результате 32 серий повторных измерений плотности, давших фактический разброс средних значений плотности 0,0048 г/см3. Таким образом, стандартную погрешность метода максимального давления в газовом пузырьке следует оценить как ![]() =0,005 г/см3 и er=0,2 %. В более упрощенном случае, например, с учетом пренебрежения поправками на термическое расширение емкости (тигля), средняя относительная ошибка измерения плотности методом МДГП с использованием одного капилляра составляет около 1 %.
=0,005 г/см3 и er=0,2 %. В более упрощенном случае, например, с учетом пренебрежения поправками на термическое расширение емкости (тигля), средняя относительная ошибка измерения плотности методом МДГП с использованием одного капилляра составляет около 1 %.
Двухкапиллярная схема ММДГП, впервые предложенная Сагденом [21], также используется во многих работах.
В отличие от метода Сагдена, в [22] использованы два капилляра, размещенных на разных уровнях, имеющих острую тонкостенную кромку толщиной не более 0,01 мм. По результатам исследования плотности жидкого бария было показано [22], что доверительная погрешность измерения плотности в этом случае составляет 0,5 %.
Отмечая достоинства метода МДГП, следует подчеркнуть, что они становятся особенно ощутимыми при высокотемпературных измерениях плотности химически активных расплавов, так как в этих случаях эффективность других методов (особенно пикнометрических и дилатометрических) резко снижается.
Одним из главных достоинств метода является отсутствие в расчетных формулах величины краевого угла смачивания, величины, наиболее трудно и наименее точно определяемой экспериментально [23], а также статичность метода при достаточно малой скорости выдавливания газового пузырька (свыше 40–50 с).
Следует отметить также достаточную простоту, экспрессность и хорошую теоретическую обоснованность метода, которые делают его привлекательным для исследователей; об этом свидетельствует и то, что около пятой части всех имеющихся в литературе данных по плотности расплавов получены методом максимального давления в газовом пузырьке.
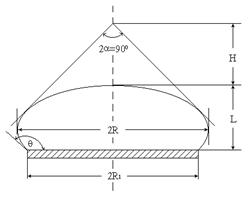
7. Определение плотности жидких металлов и сплавов методом лежащей капли
Метод лежащей (большой) капли считается одним из лучших для измерения плотности металлических расплавов и получил широкое распространение. Этим методом определены до 40 % всех данных по плотности, полученных к настоящему времени. Суть его заключается в том, чтобы определить объем лежащей осесимметричной жидкой капли известной массы по ее размерам и форме. Поэтому основная задача метода заключается в точном определении объема капли, так как ошибкой в определении массы капли можно пренебречь. Форма капли расплава, свободно лежащей на горизонтальной твердой подложке, определяется действием капиллярных сил и силы тяжести. Она, как известно, описывается первым уравнением капиллярности [24], которому подчиняется все многообразие поверхностей раздела фаз в поле силы тяжести, частным случаем которого является уравнение Лапласа. Численное интегрирование уравнения Лапласа для каплевидных форм было выполнено Башфортом и Адамсом [25], которые также составили таблицы для определения объема V и капиллярной постоянной а2 через геометрические параметры лежащей капли. В частности, для определения объема капли с помощью этих таблиц необходимо измерять угол смачивания q и найти параметр формы ![]() , где R - радиус кривизны при вершине капли, а2 - капиллярная постоянная [30] (см. Приложение 12).
, где R - радиус кривизны при вершине капли, а2 - капиллярная постоянная [30] (см. Приложение 12).
Но точность определения угла q не очень высокая, а его воспроизводимость обычно плохая, тогда как небольшие ошибки в определении угла q могут привести к существенным ошибкам в определении плотности. Иващенко и В. Еременко усовершенствовали процедуру определения объема капли [26].
Схема определения объема капли по Ю. Иващенко и сотр. состоит в следующем. Введем обозначения: пусть r0 и R0 - соответственно радиусы кривизны при вершине самой капли и на ее фотоснимке, r и R - максимальные радиусы самой капли и на фотоснимке. Тогда ![]() - коэффициент увеличения при фотографировании. Пусть а2 - капиллярная постоянная жидкости, тогда как
- коэффициент увеличения при фотографировании. Пусть а2 - капиллярная постоянная жидкости, тогда как ![]() - капиллярная постоянная такой жидкости, которой бы отвечала капля размером R как на снимке, V - объем капли выше горизонтальной плоскости, проходящей через точки, в которых наклон касательной равен q.
- капиллярная постоянная такой жидкости, которой бы отвечала капля размером R как на снимке, V - объем капли выше горизонтальной плоскости, проходящей через точки, в которых наклон касательной равен q.
По таблицам [30] для данного отношения ![]() находят
находят ![]() и
и ![]() , где L - высота капли от подложки (кромки чашечки, рис. 1.22а). Перемножая их, находим
, где L - высота капли от подложки (кромки чашечки, рис. 1.22а). Перемножая их, находим ![]() и определяем R0. Далее вычисляется отношение
и определяем R0. Далее вычисляется отношение ![]() , которое равно
, которое равно ![]() в таблицах Башфорта и Адамса. Имея теперь значения b и
в таблицах Башфорта и Адамса. Имея теперь значения b и ![]() и используя таблицы Башфорта и Адамса, можно произвести интерполяцию по b, отыскивая соответствующие найденному b два значения
и используя таблицы Башфорта и Адамса, можно произвести интерполяцию по b, отыскивая соответствующие найденному b два значения ![]() для двух углов q так, чтобы имеющаяся величина
для двух углов q так, чтобы имеющаяся величина ![]() оказалась между ними. Затем, интерполируя по
оказалась между ними. Затем, интерполируя по ![]() , находят соответствующую значению
, находят соответствующую значению ![]() искомую величину краевого угла q.
искомую величину краевого угла q.
Подчеркнем, что в этом расчете участвуют только размеры, относящиеся к фотоснимку капли. Но при расчетах капиллярной постоянной и объема капли необходимо знать точно коэффициент увеличения k.
Объем капли выше горизонтальной плоскости, проведенной через точку, в которой наклон касательной равен углу q, вычисляют по формуле:
![]() , (1.61)
, (1.61)
в которой L - полная высота капли, R1 - радиус основания капли на снимке.
Плотность находят делением массы капли на сумму объемов капли и чашки. Чашечка заранее отградуирована по объему.
Как видно из вышеизложенного, расчет объема лежащей капли достаточно сложен и трудоемок, а точность определения объема, следовательно, и плотности, зависит от точности определения угла смачиваемости.
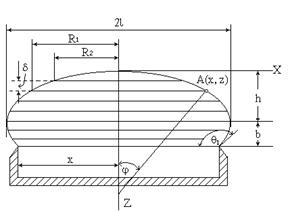
Имеется ряд других вариантов и усовершенствований этого метода, лучший из которых, на взгляд авторов, принадлежит Д. Хантадзе [27]. Предложенный им метод расчета объема капли как объема усеченного эллипсоида вращения выгодно отличается от известных простотой и высокой точностью, делает результат менее зависящим от точности измерения краевого угла смачивания, так как погрешность определения объема капли зависит в основном от погрешности измерения линейных размеров капли.
(a)
(б)
Рис. 1.22. Схема обмера капли по Ю. Иващенко (а),
(б) для расчета плотности металлических расплавов
Схема обмера снимка жидкой капли и основные геометрические параметры ее, измеряемые на измерительном микроскопе, показаны на рис. 1.22б. Объем (V0) эллипсоида вращения, имеющего большую (![]() ), малую (h) полуоси и высоту усеченности (b), равен
), малую (h) полуоси и высоту усеченности (b), равен
 . (1.62)
. (1.62)
Если теперь выразить отношение ![]() (V - истинный объем капли расплава) как функцию
(V - истинный объем капли расплава) как функцию ![]() для различных значений угла j (j=q), графики которых построены в [27] и показаны на рис. 1.23, то расчет V значительно упрощается, и сохраняется высокая точность.
для различных значений угла j (j=q), графики которых построены в [27] и показаны на рис. 1.23, то расчет V значительно упрощается, и сохраняется высокая точность.
Рис. 1.23. График для расчета объема капли
Графики для расчета объема лежащей капли по Хантадзе построены следующим образом. По значениям b и j из таблиц Башфорта и Адамса в предположении, что радиус кривизны (R0) в вершине капли равняется единице, находят величины
![]() ;
; ![]() ;
; ![]() ;
; ![]() , (1.63)
, (1.63)
и определяют ![]() , откуда
, откуда ![]()
Затем по формуле (1.62) вычисляют объем эллипсоида вращения с теми же параметрами (![]() , h и b), что и капля, и находят отношение
, h и b), что и капля, и находят отношение ![]() .
.
Пример: для b=4 и j=1500,

Из выражения ![]() = h+b=0,79201 находят, что b=0,25332.
= h+b=0,79201 находят, что b=0,25332.
Объем эллипсоида вращения с параметрами ![]() =0,73411, h=0,53869 и b=0,25332, рассчитанный по формуле (1.62), составляет
=0,73411, h=0,53869 и b=0,25332, рассчитанный по формуле (1.62), составляет ![]() , а
, а ![]() = 1,0122. Таким способом для ряда значений b в интервале
= 1,0122. Таким способом для ряда значений b в интервале ![]() от 1 до 2,2 и угла смачивания q=j=1500 определены отношения
от 1 до 2,2 и угла смачивания q=j=1500 определены отношения ![]() , которые приведены в приложении 4.
, которые приведены в приложении 4.
Для табличных значений ![]() и
и ![]() при
при ![]() объем капли V и параметры
объем капли V и параметры ![]() , h и b определяются с точностью до пятого знака после запятой. При такой точности величины
, h и b определяются с точностью до пятого знака после запятой. При такой точности величины ![]() и
и ![]() могут быть вычислены с относительной погрешностью, не превышающей 0,05 %. Таким образом, при определении объема по методу Д. Хантадзе в эксперименте измеряются
могут быть вычислены с относительной погрешностью, не превышающей 0,05 %. Таким образом, при определении объема по методу Д. Хантадзе в эксперименте измеряются ![]() , h, b, краевой угол смачивания q и рассчитываются
, h, b, краевой угол смачивания q и рассчитываются ![]() по формуле (1.62). По значениям
по формуле (1.62). По значениям ![]() и
и ![]() на графике (рис. 1.23) определяют отношение
на графике (рис. 1.23) определяют отношение ![]() и находят истинный объем капли V. Объем капли, рассчитанный в предположении, что капля имеет форму эллипсоида вращения, может отклоняться от истинного объема V в зависимости от отношения
и находят истинный объем капли V. Объем капли, рассчитанный в предположении, что капля имеет форму эллипсоида вращения, может отклоняться от истинного объема V в зависимости от отношения ![]() (для интервала значений 1<
(для интервала значений 1<![]() <2.2) до 5 %. Но, как легко заметить из графиков рис. 1.23, ошибка в 5 % при определении q изменяет вычисляемый объем V не более чем на ~0.2 %, тогда как при использовании таблиц Башфорта и Адамса такая же погрешность в определении q привела бы к ошибке при определении объема на порядок выше. Т. е. погрешность в определении q по методу Хантадзе незначительно влияет на точность вычисления объема капли. Последняя зависит главным образом от погрешностей в измерении линейных размеров капли. При этом параметры
<2.2) до 5 %. Но, как легко заметить из графиков рис. 1.23, ошибка в 5 % при определении q изменяет вычисляемый объем V не более чем на ~0.2 %, тогда как при использовании таблиц Башфорта и Адамса такая же погрешность в определении q привела бы к ошибке при определении объема на порядок выше. Т. е. погрешность в определении q по методу Хантадзе незначительно влияет на точность вычисления объема капли. Последняя зависит главным образом от погрешностей в измерении линейных размеров капли. При этом параметры ![]() и
и ![]() измеряются с большей точностью, чем h и b, так как нахождение b и h связано с необходимостью определения удаления экваториального сечения капли от ее вершины, например, методом экстраполяции середин хорд, что представляет долгую и трудную процедуру.
измеряются с большей точностью, чем h и b, так как нахождение b и h связано с необходимостью определения удаления экваториального сечения капли от ее вершины, например, методом экстраполяции середин хорд, что представляет долгую и трудную процедуру.
Относительная погрешность определения объема по формуле (1.62) с использованием увеличенного в k раз фотоизображения капли будет
![]()
![]() , (1.64)
, (1.64)
где ![]() и
и ![]() - погрешности, вызванные нерезкостью контура капли на снимке (
- погрешности, вызванные нерезкостью контура капли на снимке (![]() ) и связанные соотношениями
) и связанные соотношениями
 ; (1.65)
; (1.65)
 . (1.66)
. (1.66)
С учетом того, что  ,
,
![]()
![]() , (1.67)
, (1.67)
а максимальные хорды для определения уровня максимального диаметра жидкой капли строятся при ![]() . Расчетная формула для относительной погрешности определения искомого объема примет вид:
. Расчетная формула для относительной погрешности определения искомого объема примет вид:
![]() . (1.68)
. (1.68)
Из анализа последнего соотношения следует, что если линейные размеры капель с разным отношением ![]() определяются с одной и той же точностью
определяются с одной и той же точностью ![]() =const, k=const, то относительная погрешность в определении объема будет меньше у капли с большим отношением
=const, k=const, то относительная погрешность в определении объема будет меньше у капли с большим отношением ![]() . Относительная погрешность
. Относительная погрешность ![]() зависит также от природы самой исследуемой жидкости, т. е. ее капиллярной постоянной
зависит также от природы самой исследуемой жидкости, т. е. ее капиллярной постоянной ![]() : при постоянном значении
: при постоянном значении ![]() с увеличением
с увеличением ![]() (т. е. с ростом
(т. е. с ростом ![]() и h) будет уменьшаться погрешность определения объема, и тем с большей степенью, чем выше значение угла смачивания q.
и h) будет уменьшаться погрешность определения объема, и тем с большей степенью, чем выше значение угла смачивания q.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
