
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для приготовления первого сплава необходимо перелить часть металла В из емкости 3 в микробюретку 6 (U-образный дозатор), что осуществляется поворотом прибора вокруг оси x-x против хода часовой стрелки на угол ~90°. При этом в дозатор необходимо перевести такой объем металла-добавки В, который не должен превышать свободную от металла А часть капилляров пикнометра. Возвратив прибор в исходное положение, катетометром определяют объем и, следовательно, массу отлитой части металла В.
Далее поворотом прибора вокруг оси у-у против хода стрелки часов металл из U-образной трубки переливают в пикнометрическую камеру 7. После гомогенизации полученного раствора путем многократного наклона прибора вокруг оси x-x на угол ~90° прибор возвращают медленно в исходное положение, с тем, чтобы заполнение пикнометрической камеры происходило без возникновения полостей и пузырьков в объеме исследуемого раствора. Так как масса полученного сплава равна сумме масс компонентов, то, чтобы определить плотность, достаточно измерить объем, занимаемый сплавом в пикнометре. Измеряя температуру и определяя плотность, получают температурную зависимость плотности первого сплава.
Приготовление остальных сплавов последующих составов производится аналогичным образом: часть сплава, находящегося в пикнометрической камере с известными из предыдущих измерений концентрациями и плотностью, переливают в баллон 5. Объем (следовательно, и массу) оставшегося в пикнометре жидкого раствора определяют катетометром по разности уровней менисков сплавов в капиллярах 8 и 9 до и после перелива. Затем с помощью U-образной микробюретки в содержимый в пикнометрической камере расплав добавляют известное количество металла В. По известным массам очередной порции металла А и предыдущего сплава определяют состав вновь полученного сплава, а измерение объема, занимаемого им в пикнометре, позволяет определить плотность.
Погрешность измерения плотности исследуемого расплава зависит от точности определения веса расплава, находящегося в пикнометре и капиллярах, заполненных расплавом. Вес эталонной градуировочной жидкости (ртути) и вес исследуемого расплава определяются взвешиванием с высокой точностью. Поэтому величина погрешности измерения плотности зависит от точности определения объема исследуемого расплава, находящегося в пикнометрической камере 7 и двух капиллярах 8 и 9 до определенной отметки на них. При температуре t этот объем
![]() , (1.49)
, (1.49)
где V0 - объем камеры 7 при t=0, Sср - средняя площадь сечения капилляров, h - уровень расплава в капиллярах, b - коэффициент объемного расширения материала пикнометра.
Обычно указанные геометрические параметры двухкапиллярных пикнометров составляют V0=10–20 см3, Sср=6 10-9см2. При использовании ртути в качестве эталонной жидкости для градуировки пикнометра погрешность определения объема равна DV=10-4 см3.
Несмотря на тщательный отбор капилляров, используемых для изготовления пикнометров, в действительности они не имеют идеальную цилиндрическую форму, и на практике используют несколько значений диаметра капилляра, измеренных в нескольких местах и в нескольких направлениях. Это вносит погрешность в определение площади сечения капилляра, которая достигает DS~10-4 см2.
Относительная погрешность определения объема около 10-5, а площади сечения капилляра ~10-3, т. е. последняя значительно превышает вышеприведенные ошибки. Поэтому этой величиной и определяется погрешность измерений плотности двухкапиллярным пикнометром.
3.5. Измерение плотностей двух ограниченно растворимых друг в друге жидкостей пикнометрическим методом
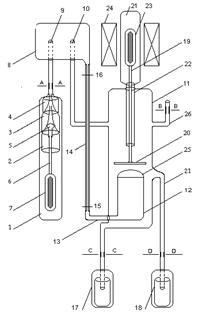
Прецизионное измерение плотностей двухфазных систем, состоящих из ограниченно смешиваемых жидких взаимно насыщенных растворов, исключительно важно для изучения межфазного поверхностного натяжения двухфазных систем. Такие измерения позволяет проводить прибор, разработанный П. Пугачевичем и Н. Варниковой [12]. Схема прибора показана на рис. 1.12.
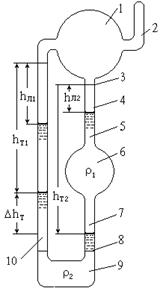
Рис. 1.12. Пикнометр для одновременного измерения
плотностей двух ограниченно растворимых друг в друге жидкостей:
1 - смесительный резервуар, 2 - трубка для заполнения прибора,
3, 5, 8 - метки, 4, 7, 10 - трубки, 6 - резервуар для легкой жидкости,
9 - резервуар для тяжелой жидкости
Пикнометр состоит из трех резервуаров - 1, 6 и 9, соединенных капиллярными трубками с соответствующими отсчетными метками для легкой и тяжелой компонент исследуемых жидкостей. Для измерения плотности прибор предварительно градуируется следующим образом. Через трубку 2 в пикнометр переправляют градуировочную (эталонную) жидкость с известной плотностью до нижних меток 8. После этого трубку 2 запаивают, а плотнометр помещают в воздушный термостат со смотровым окном и несколько часов выдерживают при постоянной температуре. Далее катетометром измеряют расстояния h1 и h2 мениска жидкостей в обоих капиллярных коленах 7 и 10 до меток 3 и рассчитывают среднее значение hcр при данной температуре t1.
Аналогичные измерения проводят и при других температурах, каждый раз термостатируя по несколько часов. Затем пикнометр извлекают из термостата, взвешивают и, вскрывая трубку 2, освобождают от жидкости. По известной плотности градуировочной жидкости рассчитывают объемы, соответствующие расстояниям до отмеченных меток 5, и находят первое уравнение пикнометра:
![]() . (1.50)
. (1.50)
В этом уравнении коэффициенты a1, b1, c1 рассчитываются методом наименьших квадратов.
Аналогичным образом осуществляют градуировку второй раз, но теперь, заполняя пикнометр эталонной жидкостью до меток 5, записывают второе уравнение пикнометра:
![]() . (1.51)
. (1.51)
Для измерения плотности двух взаимно насыщенных и ограниченно растворимых друг в друге жидкостей (например, система литий–рубидий) через трубку 2 в пикнометр переправляют сначала тяжелую (рубидий, ![]() »1.484 кг/м3), а затем легкую жидкость (литий,
»1.484 кг/м3), а затем легкую жидкость (литий, ![]() »0.504 кг/м3) с таким расчетом, чтобы граница между ними находилась в трубке 7, а верхний уровень легкой жидкости находился над меткой 5. Затем прибор отпаивают, укрепляют на специальной рамке и устанавливают в термостат.
»0.504 кг/м3) с таким расчетом, чтобы граница между ними находилась в трубке 7, а верхний уровень легкой жидкости находился над меткой 5. Затем прибор отпаивают, укрепляют на специальной рамке и устанавливают в термостат.
После термостатирования при данной температуре прибор с термостатом вращают так, чтобы жидкости перелились в смесительный резервуар 1 и, не попадая в трубку 2, тщательно перемешались бы. Цель - получить взаимно насыщенный раствор тяжелой жидкости в легкой и легкой в тяжелой. После этого прибор возвращают в исходное положение и дают жидкостям отстояться до появления границы раздела между ними в трубках 7 и 10 (в случае непрозрачных жидких металлов положение межфазной границы Ж1 и Ж2 контролируется рентгеновским способом). Далее поворотом прибора отливают часть более легкой жидкости из трубки 7. После термостатирования и стабилизации положений менисков приступают к измерению плотности. Определяют расстояния менисков легкой (hл1 и hл2) и тяжелой (hT1 и hT2) жидкостей в трубках 4, 7 и 10 от меток 3, а затем, пользуясь уравнением пикнометра, определяют объем тяжелой жидкости V2, подставляя в уравнение (1.51) значение hT, и общий объем V, подставляя в уравнение (1.50) значение hл.
Объем легкой жидкости V1 определяют как разность V–V2. Затем составляют два уравнения:
![]() , (1.52)
, (1.52)
![]() , (1.53)
, (1.53)
в которых m - суммарная масса двух жидкостей, ![]() - разность уровней менисков раствора легкой жидкости в тяжелой в трубках 7 и 10, r1 и r2 – плотности насыщенных растворов, соответствующих тяжелой жидкости в легкой и легкой в тяжелой. Наконец, подставляя значения V1, V2, m, hл1, hл2,
- разность уровней менисков раствора легкой жидкости в тяжелой в трубках 7 и 10, r1 и r2 – плотности насыщенных растворов, соответствующих тяжелой жидкости в легкой и легкой в тяжелой. Наконец, подставляя значения V1, V2, m, hл1, hл2, ![]() ,
, ![]() в последние два уравнения и решая их, определяют искомые плотности r1 и r2.
в последние два уравнения и решая их, определяют искомые плотности r1 и r2.
Следует подчеркнуть, что при измерениях плотности описанным пикнометром нет необходимости определять массы каждой из фаз в отдельности, они и так будут меняться с температурой из-за изменения растворимости жидкостей друг в друге. Остается неизменной при любой температуре и суммарная масса, которая определяется взвешиванием пикнометра после окончания измерений.
3.6. Прибор для измерения плотности жидких металлов и сплавов с повышенной упругостью собственных паров
Жидкометаллические растворы с повышенной упругостью собственных насыщенных паров у одного из компонентов, в частности, сплавы с участием щелочных металлов, ртути, алюминия и др. представляют объекты, экспериментальное исследование физико-химических свойств которых сопряжено с большими трудностями. Ниже приводится описание разработанной авторами конструкции пикнометра для определения плотности таких металлических растворов [13].
Одним из наиболее точных методов для изучения плотности металлической жидкости является пикнометрический метод. Основными недостатками конструкций существующих пикнометров являются:
1) трудность их заполнения исследуемой жидкостью через тонкие капилляры; 2) дегазация образцов и самой ячейки; 3) большая вероятность образования разрывов жидкости в капиллярах и появления в объеме расплава газовых пузырьков и др. Они существенно снижают надежность и точность метода. Эти и другие недостатки значительно возрастают при определении плотности жидкостей с повышенной упругостью собственных насыщенных паров.
Авторами сконструирован и собран двухкапиллярный вакуумный пикнометр, который позволяет устранить указанные недостатки и проводить прецизионное измерение плотности жидкостей с повышенной упругостью собственных насыщенных паров. Пикнометр состоит из основных узлов (рис. 1.13): заправочного бункера 1 с системой подачи жидкого образца; дозатора, состоящего из двух баллонов 6 и 7, связанных переливочной трубкой 8; двух калиброванных по диаметру капиллярных мерных трубок 9 для контроля уровня исследуемой жидкости; рабочей камеры 12, объем которой предварительно определен с высокой точностью градуировкой по ртути.
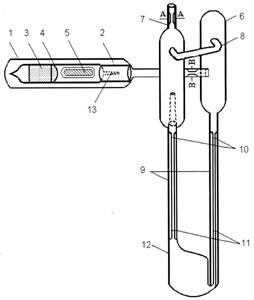
Рис. 1.13. Двухкапиллярный вакуумный пикнометр для определения плотности жидких щелочных металлов: 1 – заправочный бункер;
2 – цилиндрический стакан; 3 – ампула с исследуемым металлом;
4 – полусферическая перегородка; 5 – боек в стеклянной оправе;
6 и 7 – емкости; 8 – переливочная трубка; 9 – две капиллярные
мерные трубки; 10 и 11 – соответственно верхняя и нижняя метки;
12 – рабочая камера; 13 – капилляр
Особенности конструкции пикнометра позволяют проводить:
1) полные обезгаживание и термообработку жидкого металла до перевода его в камеру измерения; 2) заправку прибора в режиме, исключающем образование полостей и газовых пузырьков в жидкости;
3) многократные измерения плотности одного и того же образца в широкой области температур. При этом пикнометр отличается высокой производительностью.
Общие недостатки рассмотренных выше приборов, включая и пикнометр, состоят в трудностях, возникающих при их заполнении исследуемой жидкостью через тонкие капилляры, обезгаживании жидкого металла и самой ячейки, образовании разрывов столба жидкости в рабочих капиллярах и появлении в объеме расплава и пристеночных местах трудно удаляемых газовых полостей и т. д. Они существенно снижают надежность и точность измерений. Проблему не решает полностью и разработка пикнометра с двумя капиллярными трубками (см. рис. 1.10), так как в этом случае металл по мере его расплавления поступает в рабочую камеру сверху вниз отдельными порциями (каплями), разбрызгиваясь. Проблемы возрастают при измерении плотности жидкостей с повышенной упругостью собственных насыщенных паров (щелочные металлы, ртуть и амальгамы, органические жидкости и др.).
На рис. 1.13 представлен сконструированный и изготовленный нами цельнопаяный двухкапиллярный вакуумный пикнометр, позволяющий успешно решить проблему прецизионного измерения плотности жидкостей с повышенной упругостью собственных насыщенных паров.
Пикнометр на рис. 1.13 изготовлен из кварцевого стекла и состоит из следующих основных узлов: заправочного бункера 1 с системой подачи жидкого образца (2–4); дозатора, состоящего из емкостей
6 и 7, соединенных переливочной трубкой 8; откалиброванных по диаметру двухкапиллярных мерных трубок 9 для контроля уровня исследуемой жидкости; рабочей камеры 12, объем которой определяется с большой точностью предварительной градуировкой по особо чистой ртути. Объем рабочей камеры составляет примерно 10–12 см3. Внутри заправочного бункера 1 установлены цилиндрический стакан 2 с открытым дном, ампула 3 с исходным металлом, один из концов которой оттянут в виде капилляра 13. Объем ампулы разделен на две секции тонкой полусферической перегородкой 4, по одну сторону которой находится исследуемый металл, а по другую – боек 5, представляющий собой металлический стержень в стеклянной оболочке. Бункер 1 припаивается к емкости 6 перпендикулярно к ее корпусу (рис. 1.13).
К нижним частям емкостей 6 и 7 припаяны капиллярные мерные трубки 9 с внутренними диаметрами около 1 мм. Отградуированная рабочая часть капиллярных трубок располагается между метками 10 и 11. Положения уровней жидкостей в капиллярах отсчитываются относительно этих меток. К нижним концам мерных капиллярных трубок 9 припаяна рабочая камера 12. Следует особо отметить, что правая мерная трубка припаивается к камере 12 на уровне ее дна, что позволяет подавать исследуемую жидкость в камеру в режиме «снизу вверх». Это исключает разбрызгивание жидкости и образование полостей.
Пикнометр через трубку выше сечения А-А присоединяется к сверхвысоковакуумному откачному посту (на рис. 1.13 не показан). Прибор ориентируется так, чтобы бункер 1 располагался вертикально, а емкость 6 – горизонтально, причем она должна находиться под емкостью 7. В таком положении («лежа») прибор проходит термовакуумную обработку и заправку исходными металлами.
По окончании термовакуумной обработки жидкого металла и самого пикнометра с помощью бойка 5, управляемого внешним электромагнитом (на рис. 1.13 не показан), вскрывается перегородка 4 ампулы. Жидкий металл начинает стекать вниз и заполнять емкость 6, растекаясь вдоль ее стенок, образуя широкую открытую поверхность, граничащую с сверхвысоким вакуумом. Это значительно облегчает обезгаживание исследуемого жидкого металла и удаление возможных газовых пузырьков. В этом состоит одно из принципиальных отличий конструкции описываемого пикнометра от существующих, в которых металл поступает в рабочую камеру сразу же без задержки в дополнительной емкости. Заметим, что оттянутый в виде капилляра конец ампулы 13 предотвращает попадание загрязненного (окисленного) поверхностного слоя исследуемой жидкости в емкость 6 и рабочую камеру 12.
Отметим также, что рабочая камера 12 пикнометра и мерные капилляры 9 остаются полностью открытыми при термовакуумной обработке.
По завершении термовакуумной обработки бункер 1 отпаивается от баллона 6 по сечению В-В, а пикнометр в целом – от откачного поста по сечению А-А. После этого жидкометаллический образец медленно в режиме ламинарного течения переливается из баллона 6 через правую капиллярную трубку в рабочую камеру 12 поворотом прибора в вертикальное (рабочее) положение. Так как все емкости пикнометра являются сообщающимися сосудами, заполнение прибора, в том числе и капиллярных трубок 9, происходит без затруднений. Такая процедура заполнения прибора в целом исследуемой жидкостью в режиме ламинарного течения исключает образование пристеночных или объемных полостей в жидком металле. Прибор закрепляют в специальной вращающейся рамке и устанавливают в воздушный термостат, позволяющий ориентировать пикнометр в любом положении в пространстве, и переходят к измерениям плотности по стандартной методике, подробно описанной в [10].
На рис. 1.14 приводятся результаты измерения плотности тройных жидких растворов системы Na – K – Cs, полученные с использованием описанного пикнометра. Как видно из рисунка, сравнение наших результатов с известными литературными данными [14] подтверждает высокую надежность прибора и точность получаемых результатов. Кроме того, данный пикнометр позволил измерять плотность сплавов через каждые 3–5 градусов, что важно при изучении поведения плотности в фазовых переходах.
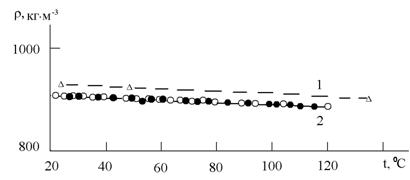
Рис. 1.14. Температурные зависимости плотности растворов
щелочных металлов, полученные в работе [14] (политерма 1) и
описанным выше пикнометром (политерма 2). Светлые точки
получены при повышении температуры, темные – при понижении температуры. 1 – сплав с содержанием (в ат.%) 56,2Na+42,1K+1,7Cs;
2 – сплав с содержанием (в ат.%) 58,5Na+40,5K+1,0Cs
Основные недостатки и источники ошибок определения плотности пикнометрическим методом
1. Трудоемкость метода при изучении температурной зависимости плотности, так как для каждой температуры требуется отдельное заполнение и взвешивание. При этом пикнометр служит только для одного опыта.
2. При калибровке пикнометра предполагается, что объем, занимаемый исследуемым жидким образцом, равен объему, занимаемому калибровочной жидкостью. На самом деле наличие поверхностного натяжения у калибровочной жидкости и исследуемых расплавов приводит к появлению в острых углах пикнометра менисков с различным радиусом кривизны и, следовательно, к различному незаполненному объему пикнометра. По этой причине пикнометры, объем которых находят калибровочным путем, не должны иметь острых углов. Теоретические оценки эффекта незаполненных углов показывают, что ошибка, обусловленная этим эффектом для таких металлов, как алюминий, может достигать 1 %. Уменьшенное значение истинного объема пикнометра при заполнении его исследуемым расплавом (особенно если он обладает заметной упругостью собственных паров) может быть обусловлено наличием пузырей, образующихся на стенках пикнометра.
3. Отсутствие достаточно точного учета термического расширения материала пикнометра. По оценкам Э. Шпильрайна и сотр. [8, 15], это может привести к существенным ошибкам. Так, основной вклад
до ~0,12 % в общую относительную ошибку в 0,2 % полученных ими результатов измерения плотности калия вносится по этой причине.
Достоинства пикнометрического метода
1. Высокая точность измерения плотности, обусловленная тем, что взвешивание осуществляется «напрямую», на высокочувствительных весах. Потенциальная ошибка измерения плотности металлических расплавов составляет 0,03 %.
2. Малая площадь поверхности жидкости в пикнометре уменьшает испарение, что позволяет исследовать системы с участием легко летучих веществ.
3. Простота метода в практическом и теоретическом отношениях.
4. Дилатометрические методы определения плотности
4.1. Сущность дилатометрического метода
Метод часто называют также термометрическим. Сущность метода состоит в том, что исследуемая жидкость помещается в ампулу сферической формы известного объема 1 (рис. 1.15а), оканчивающуюся калиброванной мерной трубкой 2. Мерная трубка изготавливается из того же материала, что и цилиндрическая ампула. Она представляет собой калиброванный капилляр (один или два), внутренний диаметр (около 0,05–0,15 см) и длина (примерно 20 см) которого определяются требуемой точностью измерения плотности в температурном диапазоне опыта.
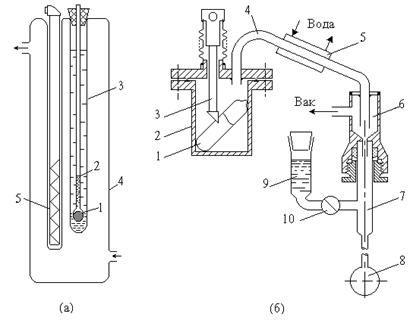
Рис. 1.15. Схема жидкостного дилатометра (а) и экспериментальной установки на его основе (б) для измерения непрерывной температурной зависимости плотности в области фазового перехода
«твердое–жидкое»; (а): 1 - резервуар дилатометра с образцом;
2 - расширительная трубка-капилляр; 3 - масляная ванна;
4 - термостатирующая оболочка; 5 - термометр сопротивления;
(б): 1 - стеклянная ампула с исходным металлом-образцом;
2 - кипятильник-испаритель; 3 - призма-боек для вскрытия ампулы;
4 - трубопровод; 5 - холодильник-конденсатор; 6 - откачиваемый объем; 7 - устройства для заполнения резервуара дилатометра
жидким металлом; 8 - основной резервуар дилатометра;
9 - емкость с промежуточной средой (маслом ВМ-1);
10 - вакуумный кран для подачи масла
При нагревании расплава будут изменяться его объем и плотность, а эти изменения соответствуют изменению уровня расплава в мерной трубке (капилляре). Таким образом, измерение плотности методом дилатометра сводится в основном к определению с достаточной точностью уровня исследуемого расплава в мерной (калиброванной) трубке. Полагая, что радиус капиллярной мерной трубки r много меньше радиуса ампулы дилатометра, расчетное соотношение метода запишется в виде
![]() , (1.54)
, (1.54)
где m - масса исследуемого расплава в дилатометре; V0 - объем дилатометра при рабочей температуре в эксперименте; H - высота расплава в мерной трубке.
Наибольшее распространение получил визуальный способ определения положения уровня исследуемой жидкости с использованием катетометров. В этом случае дилатометр изготовляют из стекла, а на капиллярную мерную трубку наносят риски. Объем, отмеченный рисками, определяют взвешиванием пустого дилатометра и дилатометра, заполненного калибровочной (эталонной) жидкостью до данной риски. По полученным данным строят график зависимости Hi=f(Vi). Во время опыта измеряют положение уровня исследуемой жидкости относительно рисок, и по зависимости Hi=f(Vi) определяют объем. Зная объем и количество исследуемого расплава в дилатометре, легко определить плотность расплава.
Для измерения плотности методом дилатометрии в высокотемпературной области прибор изготовляется из тугоплавких материалов, которые обычно не обладают прозрачностью в видимой области светового излучения. Поэтому для контроля уровня жидкого металла используют рентгеновское или другое просвечивающее излучение.
Особый интерес не только для теории твердого и жидкого состояния вещества, но и для практики представляет поведение плотности, достаточно тесно связанной со структурой вещества при фазовых переходах «твердое–жидкое». Дилатометрический метод является базой одного из способов исследования непрерывной температурной зависимости плотности в области изменения фазового состояния вещества, к рассмотрению которого мы и переходим.
4.2. Измерение плотности металлов и сплавов при фазовом переходе твердое тело–жидкость методом дилатометра
Количества экспериментальных точек в непосредственной близости к точке плавления обычно недостаточно для обеспечения высокой точности измерения температурных зависимостей плотности. По этой причине в литературе наблюдается большой дефицит информации об изменениях плотности в области фазового перехода плавление–затвердевание для большинства металлов и сплавов.
Для подобных измерений можно применять в основном метод дилатометра с промежуточной средой (метод жидкостного дилатометра), так как он позволяет проводить равноточное измерение для жидкой и твердой фаз одного и того же образца.
На рис. 1.15а показана схема жидкостного дилатометра, в котором в качестве промежуточной среды используется обезгаженное вакуумное масло ВМ-1. Он был использован в работе [16] для измерения температурной зависимости плотности рубидия, включая и область фазового перехода «твердое–жидкое».
Резервуар 1 дилатометра (объемом примерно 25 см3) на 80 % заполняется металлом, затем поверх металла в резервуар и расширительную трубку (в капилляр 2 диаметром примерно 0,4 см) в вакууме заливается столько масла ВМ-1, чтобы уровень масла в капилляре-расширителе оказался на несколько сантиметров выше резервуара 1. Подготовленный таким образом дилатометр монтируется в масляной ванне 3 внутри термостатирующей рубашки 4, которая обогревается водой от термостата типа U-10. Температура в опытах измеряется с помощью термометра сопротивления 5, а изменения положения уровня жидкости в расширительной трубке-капилляре (относительно опорных рисок-меток на наружной поверхности капилляра) при изменении объема образца - катетометром.
Калибровка основного объема (резервуара 1) дилатометра производилась на этой же установке с использованием бидистилированной воды. Для взвешивания пустого и заполненного дилатометра использовались аналитические весы. Тарировка дилатометров и расширительных трубок производилась по маслу ВМ-1 во всем рабочем интервале температур. Учитывалось влияние веса пленки масла, остающейся на стенках капилляра, и т. д.
Наиболее ответственным моментом опытов является процедура заправки дилатометра исследуемым металлом, которая осуществляется через расширительную трубку с помощью вакуумной дистилляции, а затем – и промежуточной жидкостью. Эти операции должны производиться в вакууме с целью недопущения образования пустот, газовых пузырьков и т. д. на стенках и в объеме исследуемого расплава и промежуточной среды. Схема заправки дилатометра металлом посредством дистилляции последнего через расширительную трубку показана на рис. 1.15б.
Дилатометр с расширительной трубкой припаивался к дополнительному устройству 7. Исходный металл, заключенный в стеклянную ампулу 1, помещался в кипятильнике-испарителе 2, после достижения высокого вакуума ампула разбивалась бойком 3. Пары металла выходили по трубке 4 и конденсировались в холодильнике 5, затем в жидком состоянии стекали через прогреваемый промежуточный откачиваемый объем и устройство 7 в резервуар дилатометра 8. После окончания дистилляции и перевода необходимого количества жидкого образца в дилатометр из емкости 9 с маслом через вакуумный кран
10 поверх металла заливалось масло ВМ-1 (промежуточная жидкость).
После заполнения дилатометра металлом и промежуточной средой (маслом) он отпаивался в вакууме от системы заполнения в верхней части расширительной трубки-капилляра.
При погрешности измерения катетометром положения уровня промежуточной среды в капилляре относительно меток на нем ±0,001 см и максимальной погрешности определения объема дилатометра ±0,001 % измерительная аппаратура могла надежно фиксировать изменения плотности щелочных металлов (калия, рубидия и цезия) в 5×10-5 г/см3. Измерения температурной зависимости плотности высокочистого (99,93 %) рубидия и рубидия с примесями (90 %Rb + 1 % Cs + 0,1 % Na + 8,8 % K + 0,1 % Ca), проведенное авторами [16] на описанной установке, позволили четко продемонстрировать, что:
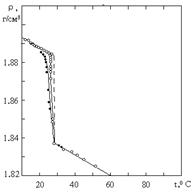
1. В случае высокочистого рубидия со стороны твердой фазы зависимость r(Т) строго линейная до температуры плавления, т. е. в области фазового перехода «твердое–жидкое» зона предплавления не обнаруживается вплоть до температур, на 0,05 градусов меньших температуры плавления (при точности контроля температуры в термостате ±0,02 град.) (рис. 1.16а). При температуре плавления происходит уменьшение плотности резким скачком.
2. В случае «загрязненного» рубидия объем металла (примерно 10 см3) при приближении к температуре плавления меняется таким образом, что изменение средней плотности его существенно нелинейно, т. е. имеется зона предплавления, которая увеличивается с уменьшением чистоты образца (рис. 1.16б). В то же время при приближении к температуре фазового перехода «твердое–жидкое» со стороны жидкой фазы на зависимости r(Т) рубидия обоих образцов никаких аномалий не обнаружено вплоть до температур, больших на 0,05 градусов температуры начала затвердевания. При этом зависимость r(Т) жидкого состояния линейна с погрешностью, не превышающей 0,01 %. В точке плавления плотность и второго образца резко уменьшается (рис. 1.16б).

a) б)
Рис. 1.16. Температурная зависимость плотности рубидия при
фазовом переходе твердое–жидкое в зависимости от его чистоты:
(а) - высокочистый (99,93 %) рубидий; (б) - рубидий, «загрязненный» примесями 1 % Cs+9,0 % K+0,1 % Na+0,1 % Ca
Таким образом, метод дилатометра с промежуточной средой является достаточно надежным и позволяет получать данные о температурной зависимости плотности металла как для жидкого, так и для твердого состояний в области фазового перехода «твердое-жидкое».
5. Прибор для прецизионного определения плотности жидких металлов и сплавов в широкой области температур
Многие устройства для определения плотности жидкометаллических расплавов достаточно сложны в изготовлении и использовании, требуют знания и учета абсолютных значений краевых углов смачивания исследуемыми жидкими металлами стенок прибора (материала, из которого изготовлен прибор) и их температурных зависимостей. Поскольку краевые углы смачивания могут кардинально изменяться в зависимости не только от множества факторов (а к тому же данные по смачиваемости не всегда имеются в литературе), то использование указанных устройств сопряжено с трудностями.
Ниже дается описание нового прибора, обеспечивающего существенное повышение точности и надежности измерения плотности, а также возможность вести непрерывное измерение температурной зависимости плотности при однократной заправке прибора исследуемым металлом или сплавом [33].
Прибор состоит из следующих основных узлов: узла подготовки и заправки исследуемого металла в прибор, узла измерительной камеры, а также лифтового узла - подъемного механизма для штока с крышкой тигля (рис. 1.17). Заправочный узел представляет собой достаточно длинный бункер 1, внутри которого осесимметрично, друг над другом, расположены стаканы 2 и 3, опирающиеся на полый цилиндр 4. Нижние концы стаканов 2 и 3 оттянуты в виде конусов, переходящих в тонкие капилляры. Горловина конуса-капилляра стакана 2 надежно перекрыта шариком 5 нижнего конца затворного штока 6. К верхнему концу штока прикреплена вакуумированная стеклянная трубка 7 с запаянным внутрь металлическим стерженьком. В стакан 2 после установки в него затворного штока 6 закладывается исходный образец в виде отдельных твердых кусочков. В целом бункер 1 со всем содержимым припаивается к приемной камере 8 посредством коммуникационной трубки с утолщением по линии А-А, необходимым для последующей отпайки бункера после завершения процесса перевода расплавленного образца в камеру 8. При этом объем камеры 8 должен быть в 3–4 раза больше объема тигля 12, а кончики коммуникационных трубок 9 и 10 обязательно должны быть введены внутрь приемной камеры не менее, чем до половины диаметра последней.
| Рис. 1.17. Прибор для определения плотности жидких металлов и сплавов |
Измерительный узел представляет собой рабочую камеру 11, внутри которой установлен тигель 12, соединенный коммуникационной трубкой 13 с мерным, предварительно тщательно откалиброванным по внутреннему диаметру, капилляром 14.
Рабочая часть капилляра расположена между двумя метками-штрихами 15 и 16. Снизу к камере, но на разных уровнях, присоединены также две вентильно-разгрузочные емкости 17 и 18. Лифт или подъемный механизм штока 19 с закрепленной на его нижнем конце плоской полированной крышкой 20 тигля представляет собой цилиндр 21 с направляющей трубкой 22, осесимметрично смонтированный в верхней части рабочей камеры 11. К верхнему концу штока 19 также присоединена вакуумированная стеклянная трубка 23 с металлическим стержнем внутри нее. Подъем или опускание штока производится с помощью магнита 24.
Прибор работает следующим образом: для заправки исследуемыми образцами прибор предварительно жестко закрепляется на железной рамке и поворачивается вокруг горизонтальной оси на 180о (т. е. «вверх дном»); после этого через открытый верхний конец в бункер последовательно устанавливаются стаканы 4, 3, 2 и затворный шток 6. Затем в верхний стакан 2 укладываются твердые кусочки исследуемого металла. После запайки бункера прибор для термовакуумной обработки присоединяется через трубку 27 (с утолщением по линии В-В для последующей отпайки) к высоковакуумному откачному посту. После многочасовой термовакуумной обработки расплавленного образца и самого прибора, в течение которой расплавленный металл удерживается в верхнем стакане затворным штоком 6, последний приподнимается вверх с помощью магнита 7. Жидкий металл стекает вниз через систему капилляров, освобождаясь от окислов, и поступает в приемную камеру 8, где еще несколько часов продолжается процесс финишной термовакуумной обработки. Обычно своевременным опусканием штока в верхнем стакане 2 оставляют некоторое количество исходного расплавленного металла - его верхний, наиболее загрязненный слой, что значительно улучшает и облегчает процесс дальнейшей очистки жидкого образца. Затем заправочный бункер 1 отпаивается от прибора по линии А-А и определяется точное количество металла, поступившего в приемную камеру 8 (как разность между весом образца и всех стаканов со штоком, с одной стороны, и весом «загрязненных» окислами стаканов и затворного штока, с другой).
После заправки приемной камеры и отпайки заправочного бункера прибор устанавливается в воздушный вращающийся термостат, позволяющий фиксировать прибор в любом положении в пространстве. Для подачи жидкого образца в измерительную камеру 11 прибор разворачивают на 180о, в результате чего через рабочий капилляр 14 наполняются тигель и сам рабочий капилляр. При этом обычно тигель наполняется жидким образцом с некоторым избытком, а рабочий капилляр - частично. Из-за малости диаметра рабочего капилляра жидкий металл поступает в тигель медленно и равномерно в режиме ламинарного течения. Это способствует заполнению сообщающихся сосудов (капилляр и тигель) без образования объемных и пристеночных полостей в исследуемом жидком металле, что является важнейшим условием для получения высокоточных и надежных результатов. Наличие коммуникационной трубки 10, нижний конец которой введен в приемную камеру 8, является вторым каналом связи между приемной и измерительной камерами. Это обеспечивает свободное поступление из приемной камеры в тигель 12 жидких металлов с повышенной упругостью собственных насыщенных паров, что совершенно необходимо для измерения плотности в различных атмосферах, например, в защитных и т. д.
Для определения плотности необходимо зафиксировать объем и «рабочую» массу образца при определенной, но строго фиксированной температуре. Для этого, с одной стороны, «отсекают» выступающую над верхней кромкой тигля часть жидкого образца 25, опустив с помощью подвижного штока, управляемого магнитом, крышку тигля 20 на место. С другой стороны, с помощью катетометра точно фиксируют положение уровня жидкого металла в мерном капилляре 14 относительно меток 15 и 16. Поскольку в процессе изготовления прибор предварительно отградуирован с помощью ртути и объем системы «тигель–рабочий капилляр» определен с высокой точностью при различных фиксированных температурах, то «рабочий» объем расплава оказывается однозначно известным.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
