
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Описанный способ оценки погрешности измерения объема лежащей капли по Д. Хантадзе имеет два существенных недостатка:
1) он проведен вне зависимости от уровня случайных и систематических погрешностей прямых измерений параметров;
2) функция f, выражающая связь между отношением теоретического и фактического объемов капли и отношением линейных размеров капли на снимке, задана графически, и ее дифференцирование затруднено.
Эти недостатки устранены в работе А. Офенгендена и др. [28], в которой предполагается значимым влияние составляющих погрешностей прямых измерений всех требуемых параметров.
Для расчета объема капли соотношение Хантадзе (1.62) может быть записано в виде:
![]()
 , (1.69)
, (1.69)
в которых D - диаметр подложки на снимке, dt и d0 - ее диаметры при температурах опыта (t) и комнатной (t0); ![]() - среднее значение коэффициента линейного расширения материала подложки в интервале температур (t0 – t); k - коэффициент увеличения изображения капли на фотографии.
- среднее значение коэффициента линейного расширения материала подложки в интервале температур (t0 – t); k - коэффициент увеличения изображения капли на фотографии.
Из последних соотношений видно, что при определении плотности расплава r необходимо выполнить прямые измерения следующих девяти параметров: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
На фотоизображении капли одним прибором (обычно универсальным измерительным микроскопом типа УИМ) измеряют D, R(![]() ), Z, H, а остальные параметры - другими приборами. Так как значение коэффициента
), Z, H, а остальные параметры - другими приборами. Так как значение коэффициента ![]() обычно принимают по справочным данным, то оно может иметь только систематическую погрешность.
обычно принимают по справочным данным, то оно может иметь только систематическую погрешность.
Следуя общим правилам оценок точности измерения, для определения искомой величины фактической относительной погрешности единичного измерения плотности ![]() можно записать следующую формулу:
можно записать следующую формулу:
![]() . (1.70)
. (1.70)
В последнем соотношении D обозначает абсолютную погрешность указанной справа от него величины; ai (i =1¸9) - любой из девяти параметров; нижние индексы s и f указывают на систематическую и случайную составляющие погрешности прямых измерений соответствующих параметров.
Продифференцировав выражение для r, V0, К и dt, будем иметь:
![]() (1.71)
(1.71)
 (1.72)
(1.72)
![]() (1.73)
(1.73)
![]() (1.74)
(1.74)
![]() (1.75)
(1.75)
 (1.76)
(1.76)
![]() (1.77)
(1.77)
 (1.78)
(1.78)
![]() (1.79)
(1.79)
 (1.80)
(1.80)
в которых ![]()
![]() - относительная погрешность измерения i-го параметра.
- относительная погрешность измерения i-го параметра.
Как отмечалось выше, в связи с тем, что в методе Хантадзе и сотр. функция f задана только графически, и ее дифференцирование затруднительно и неточно, с целью облегчения расчета значений плотности r и погрешности ![]() в [28] была получена адекватная регрессионная полиномиальная модель для функции f:
в [28] была получена адекватная регрессионная полиномиальная модель для функции f:
f = – 2,0343+1,32166x1+13,05580х2 – 1,16782х12 –
– 25,94353х22 + 0,17385х1х2 + 0,41683х13 + 22,79513х23+
+ 0,02908х12х2 – 0,18923х1х22 – 0,05687х14 – 7,38693х24; (1.81)
в которой
х1 = R/H; x2 = q /180. (1.82)
В последнем соотношении q - краевой угол смачивания (град.), а значения х1 и q лежат соответственно в области 1,05£ х1 £ 2,20 и
105о £ q £ 170о.
Таким образом, по значениям x1 полиномиальная модель функции Офенгендена и др. покрывает весь исследованный Хантадзе диапазон, а по q - наиболее важную для экспериментаторов его часть:
90о < q < 180о.
Заметим, что при среднем значении функции f=0,9875 относительная погрешность его определения составляет 0,11 %.
Приведем анализ влияния систематических и случайных составляющих погрешности прямых измерений на величину er по методу лежащей капли на примере измерения плотности силумина (сплава алюминия с кремнием) на графитовой подложке при 750 оС, для которого am=5×10-6 К-1, с «входными» данными, приведенными в табл. 3.
Таблица 3
Результаты измерений входных параметров (данных)
и значения их систематических и случайных
относительных погрешностей
Параметры и единицы измерения | Значение параметров | Погрешность измерения | Косвенные измерения | Значения составляющих относительной погрешности прямых измерений, % | ||
Параметр | Значение | случайная | систематичная | |||
m, г | 3,1568 | ±10-4, г | dt, мм | 19,97 | 0,103 | 0,0032 |
d0, мм | 19,90 | ±5 мкм | x1 | 1,3211 | 0,033 | 0,025 |
t, оC | 750 | ±1 оС | x2 | 0,7778 | – | 0,133 |
t0, оC | 20,5 | ±0,5 оС | f | 1,0106 | – | 2,439 |
q, град | 140 | ±1 град | k | 18,1909 | 0,764 | 0,725 |
D, мм | 362,0 | ±0,5 мм | V0, мм3 | 1338,44 | 0,184 | 0,138 |
R, мм | 140,0 | ±0,5 мм | V1, мм3 | 1324,40 | 0,240 | 0,347 |
Z, мм | 165,0 | ±0,5 мм | r, кг/м3 | 2384 | 0,378 | 0,303 |
H, мм | 109,0 | ±0,5 мм | er , % | 1,55 | 0,870 | 0,459 |
Таким образом, для выбора оптимальных условий эксперимента необходимо руководствоваться тем, что при максимальных значениях k достигаются меньшие значения систематических составляющих погрешностей измерения размеров капли на фотопластине, что положительно сказывается на точности расчета плотности r.
Влияние систематической составляющей ![]() на er практически отсутствует, но увеличение случайной составляющей погрешности
на er практически отсутствует, но увеличение случайной составляющей погрешности ![]() существенно повышает величину er. Более того, на er влияет и сама величина угла q, так же, как и отношение R/H: при R/H=1,20 различие в краевых углах смачивания q незначительно отражается на точности измерения плотности r. Но при уменьшении или увеличении значения отношения R/H (относительно оптимального значения »1,20) начинает заметным образом сказываться влияние величины q на er.
существенно повышает величину er. Более того, на er влияет и сама величина угла q, так же, как и отношение R/H: при R/H=1,20 различие в краевых углах смачивания q незначительно отражается на точности измерения плотности r. Но при уменьшении или увеличении значения отношения R/H (относительно оптимального значения »1,20) начинает заметным образом сказываться влияние величины q на er.
Основные достоинства метода лежащей капли для определения плотности жидких металлов и сплавов
1. Метод является статическим, так как исследуемый образец для установления термодинамического равновесия в заданных условиях может находиться в неподвижном состоянии как угодно долго.
2. Минимальный расход исследуемых металлов и сплавов.
3. Результаты измерения плотности (объема) лежащей капли слабо зависят от угла смачивания и эта зависимость может быть учтена.
4. Метод относительно прост в аппаратурном оформлении, что облегчает создание высокотемпературных методик определения плотности.
5. Возможность обработки данных как с использованием графиков, таблиц, так и расчетными методами с использованием ЭВМ.
6. В контакте с исследуемым расплавом находится только чашка-подложка, поэтому выбор контактирующих пар ограничивается лишь возможным взаимодействием расплава с материалом подложки.
7. Измерения плотности можно проводить как в вакууме, так и в условиях контролируемой газовой среды.
Основные недостатки метода
1. Поверхность капли не обновляется и может аккумулировать загрязнения и примеси.
2. Трудности обнаружения и контроля небольших отклонений от равновесной формы капли (которая должна представлять собой осесимметричную фигуру вращения), например, вследствие наличия газовых пузырей в исследуемом расплаве или из-за малых отклонений от горизонтальности плоскости подложки, на которой сформирована жидкометаллическая капля [29].
3. Громоздкость обработки результатов опыта и расчета величины плотности.
4. Трудности гомогенизации состава при исследованиях расплавов многокомпонентных систем.
Для сведения к минимуму указанных недостатков рекомендуется:
1. Достаточно продолжительная термовакуумная обработка жидкого образца и всех деталей измерительного устройства при температуре, заведомо превышающей ожидаемый по плану эксперимента верхний температурный предел измерений плотности.
2. Формирование исследуемой жидкой капли только на специальных подложках, имеющих форму чашек с кромкой строго круговой формы, и тщательная предварительная юстировка плоскости кромок чашки-подложки вдоль горизонтальной.
3. При фотографировании капель исходить из того, что погрешность определения плотности зависит от абсолютных размеров исследуемой капли и возрастает для малых капель: при изменении отношения d/2h в 2 раза, где d - диаметр чашки, а h - расстояние от максимального диаметра до вершины капли, ошибка меняется почти в десять раз [27].
8. Экспрессный метод определения объема (плотности) жидкого металла методом лежащей капли
Для быстрой оценки плотности жидкостей в работе [31] предложен вариант метода, использующий специально построенные графики. Как и в вышеописанном методе, для этого используется уравнение подобия [26]. Автор [31], воспользовавшись таблицами Башфорта и Адамса [25], построил графики зависимости  , соответствующие различным значениям j (рис. 1.24).
, соответствующие различным значениям j (рис. 1.24).
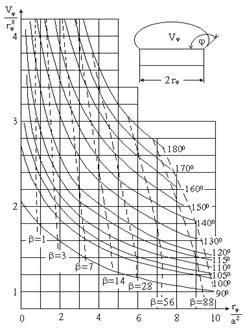
Рис. 1.24. График для расчета объема (плотности)
капли по [31]
Для облегчения пользования графиком приведем пример оценки плотности магния со следующими входными данными:
а2= 0,37 см2; ![]() =1,25 см; j=q=1200.
=1,25 см; j=q=1200.
Так как ![]() =4,16, из графика находим
=4,16, из графика находим ![]() =2,0.
=2,0.
Таким образом, ![]() =3,9 см3.
=3,9 см3.
При тех же входных данных, но для другого значения угла смачивания j=q=1050 будем иметь
![]() =1,64 , т. е.
=1,64 , т. е. ![]() =3,2 см3.
=3,2 см3.
Следует отметить, что описанный метод быстрой оценки объема капли (плотности) позволяет не только рационально выбирать исходную массу жидкого металла, необходимого для образования устойчивой капли с экваториальным диаметром на чашке-подложке, радиусом r, но и позволяет свести к минимуму погрешности измерения поверхностного натяжения. Как показывает опыт, жидкие капли с краевым углом смачивания j=q>120о обычно малоустойчивы. Но анализ метода и приведенный пример показывают, что области устойчивых капель соответствует достаточно широкий диапазон измерений величины объема.
На рис. 1.24 нанесена сетка кривых, отвечающих определенным значениям параметра b, что позволяет определить заранее, в какой участок таблицы Приложения 12 попадут параметры данной капли, и предварительно оценить размер ее, который обеспечит наименьшую погрешность измерения поверхностного натяжения. Заметим, что последняя достигается для капель с более высокими значениями параметра b.
9. Метод проникающего гамма-излучения
Одним из эффективных методов измерения и контроля плотности является метод проникающего гамма-излучения, основанный на связи характеристик регистрируемого детектором пучка g-излучения, ослабленного материалом данной плотности.
Интенсивность потока g-излучения I, прошедшего через слой вещества в приближении бесконечно узкого пучка, связана с его плотностью r соотношением
![]() , (1.83)
, (1.83)
где I0 - интенсивность падающего g-излучения, mm - массовый коэффициент ослабления излучения, d - толщина слоя исследуемого образца. Заметим, что произведение rd есть полная масса поглощающего расплава, отнесенная к единице площади.
При постоянстве толщины исследуемого образца вдоль направления g-излучения ослабление интенсивности определяется изменением плотности, поскольку m от температуры не зависит.
Величина массового коэффициента ослабления (mm) численно равна вероятности взаимодействия кванта g-излучения c цилиндрическим объемом вещества с единичной площадью сечения при единичной массе. Заметим, что наряду с mМ можно пользоваться линейным коэффициентом поглощения mm, которые связаны друг с другом соотношением
![]() . (1.84)
. (1.84)
В реальных условиях поглощение первичного пучка g-излучения происходит не только исследуемым образцом, но и стенками емкости, в которую заключен жидкий образец, смотровые окна термостата, газ, заполняющий его корпус, и т. д. Поэтому интенсивность первичного излучения на выходе из детектора будет более ослабленной и определяется по формуле:
![]() , (1.85)
, (1.85)
в которой ![]() и
и ![]() характеризуют поглощательную способность «мешающих» сред.
характеризуют поглощательную способность «мешающих» сред.
Табличные значения коэффициентов поглощения различных сред обычно обладают невысокой точностью, поэтому величину ![]() определяют в предварительных экспериментах для конкретно взятой установки, без заполнения исследуемым образцом. Если интенсивность излучения в отсутствие образца при двух различных температурах Т1 и Т2 будет I01 и I02 соответственно, а в присутствии образца - I1 и I2 , то изменение интенсивности проходящего излучения при изменении температуры от Т1 до Т2 выразится согласно [32] соотношению
определяют в предварительных экспериментах для конкретно взятой установки, без заполнения исследуемым образцом. Если интенсивность излучения в отсутствие образца при двух различных температурах Т1 и Т2 будет I01 и I02 соответственно, а в присутствии образца - I1 и I2 , то изменение интенсивности проходящего излучения при изменении температуры от Т1 до Т2 выразится согласно [32] соотношению
![]() , (1.86)
, (1.86)
в котором r1 и r2 - плотность образца при температурах Т1 и Т2 .
a)
б)
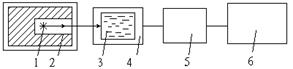
Рис. 1.25. Принципиальная схема (а) и экспериментальная установка (б) для определения плотности металлов и сплавов методом
g-проникающего излучения: (а) 1 - источник g-излучения;
2 - коллиматор (узкая цилиндрическая щель в массивном свинцовом блоке); 3 - кювета с исследуемым расплавом; 4 - печь-термостат;
5 - детектор g-излучения; 6 - регистрирующая аппаратура;
(б) 1 - источник g-излучения; 2 и 6 - соосные коллиматоры;
3 - корпус печи; 4 - электрический нагреватель; 5 - система металлических экранов; 7 - цилиндрический тигель;
8 - никелевый массивный блок; 9 и 10 - термопары
Для относительного варианта метода расчетная формула имеет вид:
![]() , (1.87)
, (1.87)
в котором ![]() и
и ![]() должны быть определены из прямых опытов, a - температурный коэффициент изменения интенсивности излучения.
должны быть определены из прямых опытов, a - температурный коэффициент изменения интенсивности излучения.
Практическая реализация метода гамма-плотнометрии осуществляется обычно в одном из трех его вариантов: метод просвечивания исследуемого образца узким пучком g-излучения; метод широкого пучка; метод рассеянного g-излучения (или гамма-метод). Первый из них основан на регистрации только первичного g-излучения, прошедшего через слой исследуемого материала. При этом влияние рассеянного
g-излучения на точность измерений исключается посредством коллимации детектора и оценки с помощью электронной схемы спектрального состава, регистрируемого детектором излучения. На рис. 1.25 показаны принципиальная (а) и технологическая (б) схемы изучения плотности методом просвечивания узким пучком g-лучей.
Как видно из рис. 1.25б, исследуемый металл помещен в цилиндрическую кювету 7 с плоскими торцевыми стенками, которая, в свою очередь, устанавливается в массивный металлический блок 8, выравнивающий температуру. На блок снаружи намотан электрический нагреватель 4 с токоподводами, которые окружены системой металлических экранов 5. Контроль температуры производится с помощью термопар 9 и 10.
В описываемой установке использованы в качестве источников g-лучей 60Co с активностью около 1 Кюри или 137Cs c активностью около 2 Кюри, узкий пучок которых формируется с помощью двух соосных коллиматоров 2 и 6 с диаметром канала 0,005 м. Полная длина пути пучка составляет 0,550 м. Детектором излучения служит сцинтиляционный счетчик на базе монокристалла NaI(Te) (диаметром 0,04 м, толщиной 0,04 м) и фотоумножителя ФЭУ-13. Сигналы с фотоумножителя поступают на усилитель и далее - на пересчетное устройство.
Расчет погрешности определения плотности методом g-проникающего излучения
Из исходного соотношения (1.83) следует, что основной информацией при изучении плотности расплавов методом проникающего
g-излучения служит изменение интенсивности I потока излучения, т. е. ошибки в измерениях плотности r определяются ошибками в определении интенсивности I. Приведем анализ ошибки обсуждаемой методики.
Продифференцировав соотношение (1.83) и переходя к приращениям, будем иметь
![]() , (1.88)
, (1.88)
откуда определяем погрешность в измерении плотности ![]() расплава:
расплава:
![]() . (1.89)
. (1.89)
Для относительной погрешности будем иметь
![]() . (1.90)
. (1.90)
Условия, при которых ![]() и
и ![]() /rd будут минимальными, определяются, если приравнять к нулю их вторые производные. В результате будем иметь:
/rd будут минимальными, определяются, если приравнять к нулю их вторые производные. В результате будем иметь:
mrd=1. (1.91)
Выполнение последнего соотношения является условием достижения максимальной чувствительности g-излучения к изменению массы исследуемого вещества.
Следует отметить, что активность источника излучения должна быть не слишком велика, когда используется счетно-импульсный вариант регистрации, так как может привести к перегрузкам усилителя и ошибкам, обусловленным «мертвым» временем детектора. С другой стороны, нежелательны также и малые скорости регистрации, так как в этом случае резко возрастает длительность измерений в связи с ухудшением статистики из-за наличия фона. Поэтому скорость регистрации выбирается такой, чтобы неучитываемая ошибка в распределении временных интервалов при измерении приводила к погрешности в измерении скорости счета, в 2–3 раза меньшей среднеквадратического отклонения.
Для оценочных расчетов чувствительности к изменению плотности авторы [32] рекомендуют пользоваться полученным ими соотношением
![]() , (1.92)
, (1.92)
в котором Q - активность источника излучения; К - коэффициент, характеризующий число квантов, выделяющихся при единичном акте распада; t - длительность регистрации; ![]() - телесный угол, ограниченный коллиматором;
- телесный угол, ограниченный коллиматором; ![]() - эффективность регистрации потока излучения (показывающая, какая доля частиц из числа попадающих на детектор регистрируется).
- эффективность регистрации потока излучения (показывающая, какая доля частиц из числа попадающих на детектор регистрируется).
В целом чувствительность методики измерения g-проникающего излучения не хуже 0,15 %.
Преимущества и недостатки метода гамма-плотнометрии:
1. Метод является бесконтактным, поэтому его можно применять для измерения плотности агрессивных жидкостей и жидкостей, находящихся под высоким давлением в трубопроводах, а также в труднодоступных местах.
2. Метод дает возможность исследовать плотность в широком интервале температур, включая твердое и жидкое состояния.
3. Метод обеспечивает измерение плотности с достаточно высокой точностью – до десятых долей процента.
4. В методике измерения плотности отсутствует ряд проблем других методов: необходимость поправок на смачиваемость и поверхностное натяжение, на вязкость и наличие окисных пленок, так как свободная поверхность исследуемых расплавов не участвует в процессе измерения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
