

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для обеспечения указанных требований в процессе шихтовки производится подбивка каждого пакета молотком через фибровую, гетинаксовую или медную прокладки. Наиболее удобно пользоваться стальными омедненными прокладками; они прочны и не вызывают порчи пластин при подбивке.
После того как магнитопровод зашихтован, устанавливают прессующие прокладки, ярмовую изоляцию и ярмовые балки другой стороны активной части. Затем производят затяжку всех шпилек. На первом конвейере операции заканчивают сборкой остова с обмотками (рис. 36), который затем тельфером поднимают в вертикальное положение и ставят на следующий конвейер для пайки схемы.
Конвейер для пайки схемы имеет тот же шаг и тот же ритм движения, что и конвейер оборки остова с обмотками. На нем последовательно выполняются следующие операции: 1) приварка низковольтных отводов; 2) пайка высоковольтных отводов; 3) изолировка отводов; 4) закрепление отводов НН и ВН.
Отводы НН привариваются в среде аргона сварочным аппаратом УДГ-301У (ТУ 16539.073-72). Аппарат оснащен специальной горелкой с керамическим наконечником, через который проходит вольфрамовая проволока диаметром 3 мм, служащая электродом.
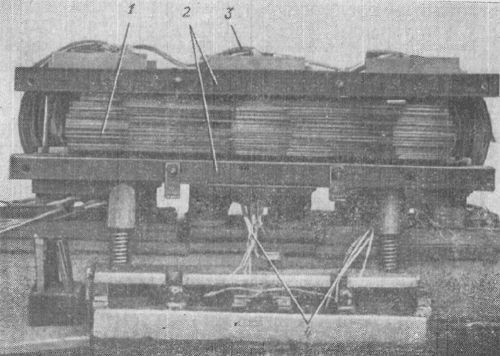
Рис. 36. Остов с обмотками.
1 - магнитопровод; 2 - ярмовые балки; 3 - отводы НН; 4 - отводы ВН.
Сварочный ток равен 140 - 160 А, а диаметр присадочной алюминиевой проволоки - 3 мм. Перед сваркой концы обмоток НН зачищают и выгибают согласно чертежу. К остову с обмотками подводят сварочный стол, укрепленный на пантографе. Отводы обмоток укладывают на сварочный стол, где собирают всю схему фазных и нулевых отводов и укладывают все перемычки. Собранная схема прижимается к столу специальными креплениями (рис. 37), после чего производят сварку.
Конвейер подается еще на один шаг. На следующем рабочем месте места сварки отводов изолируют тафтяной лентой и промазывают лаком ГФ-95 (ГОСТ 8018-70). Затем отводы зажимают в буковых планках, которые крепятся к уголкам ярмовых балок.
Конвейер подает остов с обмотками на следующее рабочее место, где угольным электродом под флюсом марки 34-А производят припайку отводов ВН к обмотке. Источником тока служит однофазный трансформатор. Флюс представляет собою белый порошок, изготовляемый по ТУ ЦНТУ-0512-69.

Рис. 37. Сварка отводов НН на УДГ-301У.
1 - сварочная горелка; 2 - отвод НН; 3 - сварочный стол; 4 - остов трансформатора.
Флюс имеет следующий состав: хлористый калий - 50%, хлористый литий - 32%, фтористый натрий - 10%, и хлористый цинк - 8%. Перед пайкой концы выводов обмоток и концы отводов зачищают и соединяют скруткой в 5 - 6 витков. На скрутку наносят флюс. Сварочные клещи своими угольными электродами зажимают скрутку сверху и снизу, после чего включают трансформатор. При прохождении тока через угольные электроды и скрутку электроды нагреваются и оплавляют верхнюю часть скрутки. В месте оплавления образуется ровная сферическая поверхность и создается надежный контакт между алюминиевым выводом и медным отводом.
Место пайки изолируют тафтяной лентой, которую промазывают лаком ГФ-95. При сушке активной части в печи лак полимеризуется, создавая тем самым надежную изоляцию места пайки. Затем отводы ВН зажимают в буковых планках, прикрепленных к уголкам ярмовых балок.
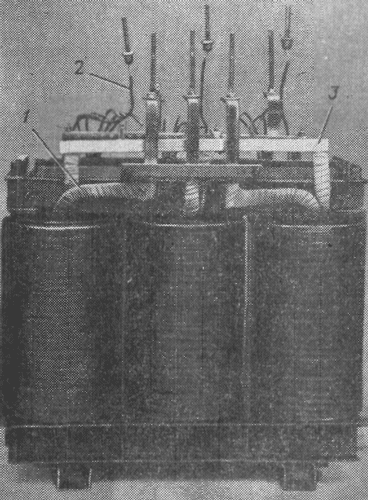
Рис. 38. Активная часть трансформатора.
1 - отводы НН; 2 - отводы ВН; 3 - крепящие планки.
При сварке отводов НН и пайке отводов ВН надо соблюдать правила техники безопасности и не проводить какие-либо работы (зачистку, изолировку) на отводах другой стороны. Все операции по приварке, пайке и изолировке отводов следует производить последовательно и только с одной стороны.
После того как приварены и заизолированы отводы, готовую активную часть трансформатора (рис. 38) снимают с конвейера и отправляют на сушку.
Описание схемы управления конвейерами
Конвейеры сборки остова с обмотками и пайки схемы имеют общий привод через редуктор от асинхронного двигателя мощностью 6,7 кВт и общую схему управления (рис. 39), предусматривающую автоматический и полуавтоматический режим их работы.
Автоматический режим работы конвейера. При автоматическом режиме работы конвейера выключатель ВП ставится в положение «автомат», при этом замыкаются контакты 2 и 3. Затем выключается автомат А в цепи электродвигателя, подготавливающий его цепь к пуску. Пуск конвейера осуществляется кнопкой 1КУ. При нажатии на кнопку 1КУ включается звонок Зв, подающий предупредительный сигнал, и реле 1P В, которое своим замыкающим контактом подключается к сети.
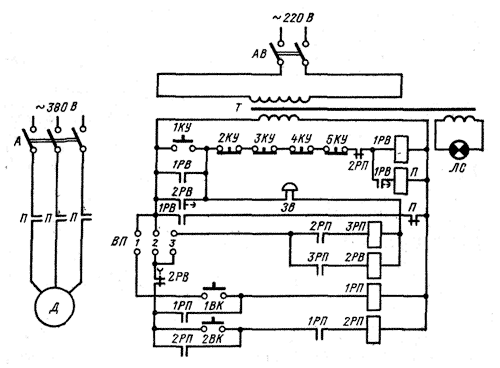
Рис. 39. Электрическая схема привода конвейера сборки активной части.
По истечение выдержки времени контакт реле 1РВ включает пускатель П, который, замыкая свои контакты в цепи двигателя привода конвейера Д, включает его, и конвейер начинает движение. В это же время прекращается предупредительный сигнал, так как размыкающий контакт пускателя П в цепи звонка Зв размыкается и обесточивает звонок. Во время движения конвейер специальными скобами замыкает контакт конечного выключателя 1ВК в цепи реле 1РП и включает его. Реле 1РП замыкает свой замыкающий контакт в цепи реле 2РП, тем самым подготавливает его к включению. При дальнейшем движении конвейер другой скобой замыкает контакт конечного выключателя 2ВК в цепи реле 2РП и через ранее замкнутый контакт реле 1РП подает питание на реле 2РП. Реле 2РП своим размыкающим контактом отключает реле 1РВ и пускатель П, а замыкающим контактом подает питание на реле ЗРП и реле 2РВ через размыкающий контакт пускателя П. Конвейер останавливается, так как пускатель П размыкает свои замыкающие контакты в цепи двигателя Д, а реле 2РВ начинает отсчет заданной технологической выдержки времени - ритма конвейера. За 1 - 2 мин до окончания выдержки времени размыкается контакт реле 2РВ. При этом реле 2РП обесточивается и замыкает свой размыкающий контакт в цепи реле 1РВ и пускателя П, чем подготавливает цепь для включения их. С окончанием выдержки времени замыкающий контакт реле 2РВ замыкается, вновь включается реле 1РВ, звенит звонок и включается пускатель П. Конвейер начинает движение. С началом движения конвейера сигнал прекращается, цикл работы схемы повторяется. Для ручного останова конвейера нужно нажать одну из кнопок 2КУ - 5КУ, расположенных на рабочих местах вдоль конвейера и служащих для аварийной остановки конвейера.
Защита двигателя от коротких замыканий осуществляется автоматическим выключателем А.
Полуавтоматический резким работы конвейера. В полуавтоматическом режиме конвейер работает в период наладки и опробования после ремонта. В этом случае не требуется отсчета технологической выдержки времени и реле 2РВ не включается. При работе конвейера в полуавтоматическом режиме выключатель ВП ставится в положение «полуавтомат». При этом замыкается его контакт 1, а контакты 2 и 3 остаются разомкнутыми. Теперь для каждого движения конвейера на один шаг нужно нажать кнопку 1КУ.
Глава седьмая
СУШКА АКТИВНОЙ ЧАСТИ ТРАНСФОРМАТОРА
Общие требования
В качестве материала для изготовления изоляционных деталей в трансформаторах применяются дерево, картон, бумага. Имея в сухом состоянии довольно высокие изоляционные качества, эти материалы обладают способностью поглощать влагу из воздуха. Увлажнение этих материалов происходит даже при сравнительно недолгом пребывании их в нормально отапливаемом помещении, где относительная влажность воздуха около 65 - 75%. Гигроскопичность бумаги или электрокартона составляет 15%, т. е. они способны при относительной влажности воздуха 100% вобрать в себя количество влаги, равное 15% собственной массы. Поэтому в процессе хранения детали из бумаги, картона, дерева могут поглотить влагу, которая не только снизит изоляционные качества самих деталей, но и увлажнит залитое в бак трансформаторное масло.
Для уверенности в том, что в бак опущена активная часть с сухими изоляционными деталями, необходимо собранную активную часть трансформатора подвергнуть сушке. Сушка активных частей трансформаторов напряжением 35 кВ и выше производится в вакуумных сушильных печах. Для трансформаторов I и II габаритов с высшим напряжением 6 - 10 кВ вакуум не обязателен; для них вполне удовлетворительные результаты дает сушка активных частей в обыкновенных печах при 105 - 110°С в течение 12 - 14 ч. Режим сушки должен предусматривать температуру и время, необходимое для достижения устойчивого значения сопротивления изоляции. Нельзя повышать температуру, сокращая время сушки, так как это вызывает ускоренное старение бумажной изоляции трансформатора. Об окончании процесса сушки судят по стабилизации сопротивления изоляции, которые периодически замеряют в процессе сушки.
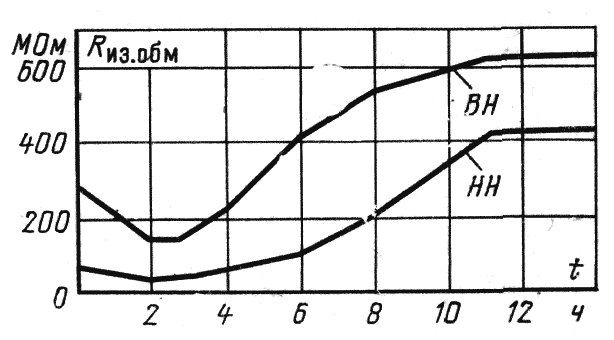
Рис. 40.Кривая изменения сопротивления изоляции в процессе сушки.
На рис. 40 дана кривая изменения сопротивления изоляции активной части трансформатора в процессе сушки. В первый период сушки сопротивление изоляции активной части снижается. Это вызвано тем, что влага, имеющаяся в порах деталей, выступая на поверхность, создает на ней проводящий слой. По мере того, как в процессе сушки влага удаляется, сопротивление изоляции растет. Измеряя каждый час сопротивление изоляции, необходимо в течение 3 - 4 ч убедиться в том, что полученное значение сопротивления устойчиво. Только после этого можно считать сушку активной - части законченной.
Практически установлено, что устойчивое сопротивление изоляции, достигнутое в процессе сушки активной части трансформаторов при 105 - 110°С (для обмоток НН не ниже 400 МОм и обмоток ВН не ниже 600 МОм), гарантирует достаточную степень сухости изоляции трансформатора.
Конструкция сушильных печей
Сушку активной части трансформаторов можно производить в камерных печах, обогреваемых паром, газом, электроэнергией или горячим воздухом. Печь должна быть оборудована вытяжной вентиляцией, которая периодически включается для удаления паров влаги, выделяющихся в процессе сушки. Должна быть также предусмотрена подача в печь сухого, подогретого воздуха. Для контроля за температурой печь оборудуют самопишущим термометром, непрерывно фиксирующим температуру в печи.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
