

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. На активной части устанавливают переключатель и к нему подключают регулировочные отводы обмотки
ВН.
2. Активную часть опускают в бак и специальными скобами закрепляют в нем.
3. На раму бака укладывают уплотнительную резиновую прокладку, устанавливают крышку с расширителем и закрепляют на баке болтами.
4. Устанавливают вводы и в них закрепляют выводные шпильки.
5. Бак заливают сухим трансформаторным маслом.
6. В собранном трансформаторе проверяют все уплотнения избыточным давлением 50 кПа в соответствии с требованием ГОСТ 3484-65.
7. Проводят измерения электрических параметров и испытание на соответствие ГОСТ.
8. Доделка и консервация.
9. Упаковка.
Перед заливкой в бак масло подвергают сушке и очистке, чтобы удалить из него влагу и всевозможные примеси. Для этой цели масло пропускают через центрифуги и фильтр-прессы. Очистку производят в специальном помещении, откуда очищенное масло поступает в баки для хранения, а затем насосом подается в расходную емкость, вмещающую 10 - 15 м3, расположенную в сборочном цехе на высоте 6 м над уровнем пола. Из этой емкости производят заливку трансформаторов. Масло перед заливкой в бак должно иметь пробивное напряжение не менее 40 кВ в стандартном маслопробойнике. Не реже 1 раза в день производят контроль прочности масла, находящегося в расходной емкости. Пробу масла берут из шланга на заливочном посту конвейера. Перед взятием пробы емкость, в которую
набирают масло, тщательно прополаскивают испытываемым маслом, а после этого заполняют маслом, наливая его небольшой непрерывной струей. После того как масло залито в маслопробойный сосуд, его выдерживают 5 - 10 мин, чтобы удалить из него воздушные включения. Производят шесть пробоев масла при одном наполнении сосуда, повышая напряжение со скоростью 1 - 2 кВ/с. Первый пробой считается пробным, и его результат не учитывается, а за пробивное напряжение принимают среднее арифметическое значение из пяти последующих пробоев. Заливку трансформаторов маслом производят снизу бака без вакуума при снятой пробке расширителя. Для более полного удаления воздуха из бака трансформатора заливку масла необходимо производить спокойной струей со скоростью не более 5 - 6 т/ч.
Проверку уплотнений в трансформаторах осуществляют следующим образом. Масло для заливки в бак из расходной емкости подается насосом. После того как бак заполнится маслом до нужного уровня, насос отключают Отверстия в расширителе закрывают специальными заглушками и открывают вентиль трубопровода по которому из расходной емкости в бак масло поступает самотеком, минуя насос. Поступая в бак, масло полностью заполняет расширитель и создает давление столба масла, равное 50 кПа. Если в уплотнениях после соответствующей выдержки времени не обнаружено течи задвижку трубопровода закрывают, шланги от бака отсоединяют и лишнее масло сливают в приямок под конвейером, из которого оно возвращается насосом
на очистку.
Выдерживать трансформатор перед испытаниями для удаления воздуха не требуется. Создаваемое вслед за заливкой давление в баке столбом масла 50 кПа и вибрация, которую получает трансформатор при дальнейшем движении по конвейеру, обеспечивают достаточно полное удаление оставшихся в баке пузырьков воздуха.
На заводском щитке трансформатора, прошедшего испытания, указываются измеренные при испытаниях значения тока и потерь холостого хода, напряжения потерь короткого замыкания.
Затем производят консервацию неокрашенных металлических частей смазкой НГ 203 ГОСТ
Здесь же на конвейере производят упаковку трансформатора. Для предохранения фарфоровых деталей вводов НН и ВН от повреждения во время погрузки, разгрузки и транспортировки на крышку трансформатора устанавливается деревянный ящик (рис. 45), который прикрепляют к вводам. Под ящик укладывают полиэтиленовый пакет, в котором находятся термометр в футляре и инструкция по монтажу и эксплуатации трансформатора.
Рис 45. Упакованный трансформатор.
Сварку торцов полиэтиленового пакета производят на термоимпульсной установке.
Трансформатор подается конвейером на склад или на участок хранения, где находится до комплектования платформы.
Описание электрической схемы конвейера окончательной сборки трансформаторов
Конвейер приводится в движение двигателем типа АО 72-6 мощностью 14 кВт, 980 об/мин через редуктор.
Вдоль трассы конвейера установлены конечные выключатели для останова конвейера на положенном шаге и кнопки для аварийного останова конвейера. В конце конвейера установлен рычаг, соединенный с конечным выключателем. Если готовый трансформатор не будет своевременно снят с конвейера, то, дойдя до рычага, он нажмет на конечный выключатель и остановит конвейер. Кнопка «пуск» и вся аппаратура управления конвейером смонтированы на специальном пульте, установленном в начале конвейера. Для подачи сигнала, предупреждающего о движении конвейера, вдоль трассы конвейера расположены звонки.
Схема конвейера (рис. 46) позволяет осуществлять автоматический и полуавтоматический режимы работы. Переключение с одного режима на другой производится переключателем ВП.
Автоматический режим работы
При автоматическом режиме работы конвейера переключатель ВП ставится в положение «автомат». При этом замыкаются контакты ВП-2, ВП-3, ВП-4. Схема в этом режиме работает следующим образом. После того как закончены испытания, каждый испытатель нажимает кнопку 9КУ - 23КУ, расположенную у него на испытательном пульте. Пускатели 3П - 17П, получив питание, замыкают свои контакты в цепях двигателей привода дверей 2Д - 9Д (рис. 48) и включают их. Двери, отделяющие испытательные ячейки, открываются и замыкают контакты выключателей 3ВК - 17ВК, тем самым подготавливается цепь включения конвейера. Для пуска конвейера надо нажать кнопку 7КУ. При этом получают питание звонки, подающие сигнал, предупреждающий о начале движения конвейера, и включается реле 1РВ, которое через 3 - 7 с включает пускатель П, Пускатель П включает двигатель 1Д (рис. 48), который приводит в движение конвейер. С началом движения конвейера звуковой сигнал прекращается.
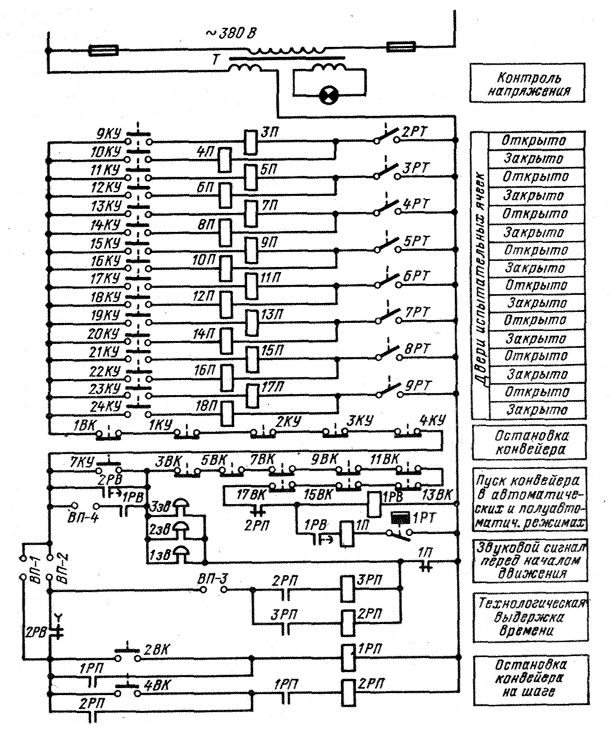
Рис. 46. Электрическая схема управления конвейером окончательной сборки трансформаторов.
При движении конвейера скобы, укрепленные на его ленте, замыкают контакты конечного выключателя 2ВК, которые включают реле 1РП, подготавливая тем самым цепь для включения реле 2РП. Конвейер продвигается на шаг и другими своими скобами замыкает контакт конечного выключателя 4ВК. в цепи 2РП и выключает его. Реле 2РП размыкает свои контакты в цепи реле 1РВ и пускателя П, и конвейер останавливается. Одновременно реле 2РП включает реле 3РП, а оно в свою очередь включает реле времени 2РВ, которое производит отсчет технологической выдержки времени, определяющей длительность сборочных операций и испытания трансформатора.
Как только конвейер остановится, испытатель нажатием кнопки 10КУ - 24КУ, расположенной на испытательном пульте, закрывает дверь своей испытательной ячейки, подключает трансформатор к испытательному пульту и производит полагающиеся измерения.
С окончанием заданной выдержки времени включается замыкающий контакт реле времени 2РВ в цепи звонков и подается звуковой сигнал, предупреждающий о начале движения конвейера. Но конвейер не начнет движения до тех пор, пока не будут окончены испытания во всех кабинах. После окончания испытаний каждый испытатель нажатием кнопки 9КУ - 23КУ открывает дверь своей испытательной ячейки. Двери при их открывании замыкают конечные выключатели 3ВК, - 17ВК - Выключается реле 1РВ и своим контактом включает пускатель 1П. Пускатель 1П включает двигатель привода конвейера, а размыкающим контактом обесточивает реле 3РП, которое отключает реле 2РВ. Конвейер начинает движение, и весь цикл повторяется.
Полуавтоматический режим работы
Полуавтоматический режим работы служит для проверки схемы, регулировки отдельных узлов и наладки релейной аппаратуры. Сборку трансформаторов на конвейере и испытания их на полуавтоматическом режиме не производят.
Для работы в полуавтоматическом режиме переключатель ВП ставят в положение «полуавтомат». При этом замыкаются контакты ВП-1 и ВП-4, а контакты ВП-2 и ВП-3 разомкнуты. Ввиду того, что испытания трансформаторов в этом режиме не производят, двери испытательных ячеек открыты и конечные выключатели 3ВК - 17ВК замкнуты. Пуск конвейера осуществляют нажатием кнопки 7КУ, при этом включается реле 1РВ, получающее питание, и своим замыкающим контактом включает пускатель 1П. Пускатель 1П замыкает свои контакты в главной цепи двигателя 1Д, и конвейер начинает движение. При движении конвейер специальными скобами замыкает контакты конечного выключателя 2ВК, после чего включается реле 1РП, замыкающее свой замыкающий контакт в цепи реле 2РП, и подготавливает цепь для его включения. При дальнейшем движении конвейера скоба, укрепленная на ленте конвейера, замыкает контакты конечного выключателя 4ВК, которые подают питание на реле 2РП. Включившись, оно размыкает свой размыкающий контакт в цепи реле времени 1РВ и пускателя 1П. Пускатель 1П отключает двигатель 1Д, и конвейер останавливается.
Для очередного пуска конвейера надо вновь нажать кнопку 7КУ, и повторится описанный цикл работы.
При каждом пуске конвейера будет звучать предупреждающий сигнал до тех пор, пока пускатель 1П не получит питание и не разомкнет свой размыкающий контакт в цепи звонков.
Глава девятая
ИСПЫТАНИЯ ТРАНСФОРМАТОРОВ
Общее положение
Испытания трансформаторов разделяются на типовые и контрольные. Типовые испытания проводят на первых образцах трансформаторов новой конструкции до запуска их в серийное производство, а также периодически при серийном производстве по специальным графикам, сроки которых устанавливаются в соответствии с требованиями ГОСТ 11677-75. Если в конструкцию трансформатора и технологию его изготовления вносятся изменения, могущие повлиять на работоспособность трансформатора, то после этого обязательно требуется повторить типовые испытания.
Контрольным испытаниям подвергается каждый выпускаемый заводом трансформатор.
В соответствии с требованиями ГОСТ 11677-75 в объем контрольных испытаний трансформаторов I и II габаритов напряжением 6 - 10 кВ входят: 1) определение коэффициента трансформации; 2) проверка группы соединений обмоток; 3) измерение сопротивления обмоток постоянному току; 4) измерение характеристики изоляции; 5) измерение потерь и тока холостого хода (опыт холостого хода); 6) измерение потерь и напряжения короткого замыкания (опыт короткого замыкания); 7) проверка герметичности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
