

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Положение кристаллов при ребровой текстуре стали неустойчиво. Небрежное обращение со сталью: удары, перегибы пластин, сильное нажатие на сталь - нарушает ориентацию кристаллов, ухудшая тем самым ее магнитные свойства. Учитывая это, изготовление магнитопровода из холоднокатаной текстурованной стали надо вести так, чтобы как можно меньше нарушать текстуру стали во избежание увеличения потерь в готовом трансформаторе.
Потери в трансформаторах и пути их снижения
Во время работы трансформатора имеют место потери энергии как в металле магнитопровода, так и в проводах обмоток. При этом потери в магнитопроводе определяются только приложенным напряжением независимо от токовой нагрузки обмоток и поэтому обычно называются потерями холостого хода.
Потери энергии в проводах обмоток, наоборот, определяются нагрузкой трансформатора, изменяясь пропорционально квадрату протекающего в них тока, и поэтому называются нагрузочными. Их часто именуют потерями короткого замыкания по методу, применяемому для их измерения.
Так как небольшие трансформаторы обычно работают с большой нагрузкой только незначительную часть суток, то и нагрузочные потери существенны только в эти часы и резко снижаются с уменьшением нагрузки. Потери холостого хода остаются практически неизменными и поэтому для экономической работы трансформатора особое значение имеет снижение потерь холостого хода.
Потери энергии в обмотках зависят от плотности тока в их проводах, выбираемой на основании экономических расчетов с учетом предстоящей загрузки трансформатора при эксплуатации.
Потери в магнитопроводе в свою очередь складываются из потерь на вихревые токи в магнитопроводе и потерь на перемагничивание. Потери на вихревые токи в магнитопроводе увеличиваются с увеличением толщины пластин, поэтому для их уменьшения магнитопровод набирают из отдельных, изолированных друг от друга пластин трансформаторной стали толщиною 0,35 мм. Применяемые в трансформаторостроении высококачественные кремнистые стали имеют также небольшие потери и на перемагничивание.
Несмотря на то, что к. п. д. трансформаторов высок (97 - 98% у небольших и 99,5% и более у мощных трансформаторов), суммарные потери в результате многократной трансформации энергии на пути от станции до потребителя составляют до 4 - 5% всей энергии, вырабатываемой электростанциями.
Изготовление пластин магнитопровода из листовой холоднокатаной стали
При разработке технологии изготовления пластин магнитопровода следует учитывать анизотропию холоднокатаной стали, т. е. наилучшие ее свойства при прохождении магнитного потока вдоль проката, я определять оборудование, которое даст возможность наиболее полно сохранить первоначальные свойства стали, не приведет к нарушению ее кристаллографической решетки, а следовательно, обеспечит наименьшие потери в магнитопроводе. Пластины магнитопровода трансформатора можно изготавливать одним из следующих способов.
На гильотинных ножницах нарезать из стандартных листов заготовки с таким расчетом, чтобы при дальнейшей их порезке на гильотинах или прессах пластины располагалась своей длиной вдоль проката стали. Но такая технология несовершенна; она малопроизводительна, требует большого количества оборудования и его переналадок и к тому же нарушает структуру стали из-за ударов ножей или штампов.
Гораздо производительнее изготовлять пластины магнитопровода, используя многодисковые ножницы. Стандартный лист трансформаторной стали на дисковых ножницах раскраивается поперек проката на заготовки. Затем заготовки на многодисковых ножницах с комбинацией ножей, соответствующей минимальным отходам, разрезают вдоль проката на пластины. На рис. 6 показаны многодисковые ножницы для нарезки пластин из заготовок.
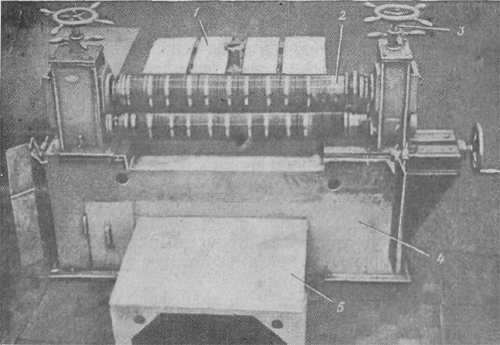
Рис. 6. Многодисковые ножницы.
1 - загрузочный стол; 2 - валы с дисковыми ножами; 3 - механизм регулировки зазора между ножами; 4 - станина; 5 - стол для установки контейнера.
Ножницы для нарезки заготовок из листа по конструкции принципиально не отличаются от ножниц для нарезки пластин из заготовок, только имеют другие комбинации установки ножей на валах. Таким способом нарезки исключаются удары ножей по стали и снижается наклеп, получаемый пластинами. Кроме того, этот способ раскроя позволяет лучше использовать сталь. Комбинируя количество ножей на валу и расстояния между ними, которые соответствуют ширине пластины магнитопровода, можно обеспечить оптимальный раскрой листа, сведя отходы к минимуму. При штамповке пластин это сделать практически невозможно ввиду сложности подачи заготовок в зону резания в конце операции.
Производительность многодисковых ножниц для раскроя листа на заготовки составляет 1 - 1,5 т/ч, а для порезки заготовок на пластины 0,4 - 0,5 т/ч. Так как пластины магнитопровода трансформатора отличаются и по длине и по ширине, для ножниц поперечного и продольного раскроя следует иметь комплекты валов с различным набором ножей (рис. 7).
Ножи изготавливаются из стали марки 9ХС или быстрорежущей стали марки Р - 18. Для того чтобы обеспечить большую стойкость ножей между заточками и придать им необходимую жесткость при резании стали, диаметр ножа должен быть равен 180- 200 мм, а толщина - 18 - 20 мм.
В целях экономии дорогостоящей стали ножи делают комбинированными. Из качественной стали делается только режущее кольцо толщиною 5 мм, которое для придания ножу жесткости закрепляется клеющим составом на основе эпоксидной смолы ЭД-6 и винтами на корпусе, изготовляемом из стали 45 ГОСТ 1050-74. 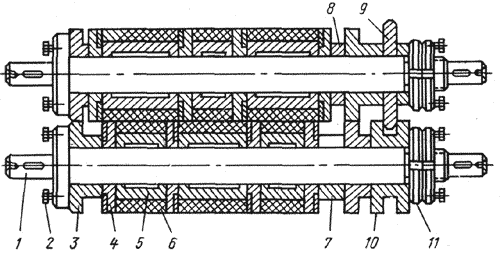
Рис. 7. Режущие валы к многодисковым ножницам.
1 - вал; 2 - регулировочный болт; 3 - опорное кольцо; 4 - нож; 5 - дистанционная втулка; 6 - резиновое кольцо; 7, 8 - ограничительные втулки; 9 - центрирующее кольцо; 10 - замок; 11 - зажимная гайка.
Каждый такой нож обрабатывается отдельно и подвергается тщательному контролю на соответствие чертежным размерам, после чего производится набор ножей на вал в соответствии с заданной схемой.
Фиксация ножей на валу от смещения в продольном направлении обеспечивается жесткими металлическими втулками, размеры которых определяют размер пластин магнитопровода. Для удерживания пластин в процессе реза поверх втулок устанавливаются кольца из теплостойкой резины повышенной твердости по ГОСТ 7338-65.
Собранный таким образом вал шлифуется в сборе на кругло - шлифовальном станке, после чего подвергается окончательному контролю.
При резке стали ножи постепенно притупляются, и на срезе заготовок и пластин образуются заусенцы. Для того чтобы заусенцы не превышали допустимых значений, необходимо периодически производить заточку ножей. В каждом конкретном случае, учитывая материал, из которого выполнены ножи, определяют их стойкость и соответственно устанавливают график заточки ножей.
В процессе длительной эксплуатации на Минском электротехническом заводе установлены параметры стойкости ножей при резке стали марки Э - 330 А, приведенные в табл. 4.
Таблица 4
Марка стали ножей | Количество метров нарезаемой стали до переточки |
9ХС | 700-800 |
Р - 18 | 3000 - 3500 |
Ножи, изготовленные из твердого сплава ВК, обладают стойкостью, примерно в 25 - 30 раз большей, чем ножи из быстрорежущей стали.
Изготовление пластин из рулонной стали
Технология изготовления пластин магнитопровода из рулонной стали несколько отличается от описанной выше. Нарезка заготовок из рулона производится на поточно-механизированных линиях.
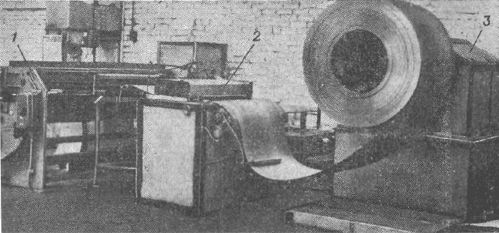
Рис. 8. Агрегат для нарезки заготовок из рулона.
1- гильотинные ножницы; 2 - направляющее и подающее устройство; 3 - разматывающее устройство.
На Минском электротехническом заводе был спроектирован и изготовлен агрегат для раскроя рулонной стали на заготовки, состоящий из гильотинных ножниц, падающего и направляющего механизмов и разматывающего устройства (рис. 8).
Вместе с многодисковыми ножницами, на которых заготовки затем раскраиваются на пластины, агрегат составляет поточно-механизированную линию изготовления пластин магнитопровода из рулона. Загрузка рулона на разматывающее устройство, передача заготовок к многодисковым ножницам и транспортировка готовых пластин осуществляются мостовым краном. Применение поточно-механизированной линии позволило свести к минимуму ручной труд при изготовлении пластин из рулона.
Последовательность изготовления пластин на линии такова. Распакованный рулон устанавливается и фиксируется на разматывающем устройстве. Конец рулона последовательно подается в направляющие и подающие валки и под нож гильотинных ножниц. На столе гильотинных ножниц выставляется боковой упор для получения прямого угла заготовки и упор, определяющий длину заготовок. После этого включаются разматыватель и подающие валки, которые подают сталь из рулона до упора на столе гильотинных ножниц. В тот момент, когда сталь дошла до упора, резчик, нажимая на педаль, включает ножницы и отрезает заготовку нужного размера и укладывает ее в специальную тару. Затем заготовки подаются к многодисковым ножницам, где они раскраиваются на пластины магнитопровода требуемой ширины. Изменения длины заготовки достигают перестановкой упора на столе гильотинных ножниц.
Всесоюзный институт трансформаторостроения (ВИТ) спроектировал и изготовил автоматическую линию комбинированного раскроя рулонной трансформаторной стали на пластины магнитопровода для трансформаторов I и II габаритов. В этой линии совмещены разматывающий агрегат, устройство для резки заготовок и многодисковые ножницы для раскроя заготовок на пластины. Разматыватель имеет индивидуальный (самостоятельный) привод, который включается автоматически от конечного выключателя, обеспечивая непрерывную подачу рулона для порезки его на заготовки. Подача нарезанных заготовок в многодисковые ножницы осуществляется клещевой подачей, а нарезанные пластины автоматически складируются в специальную тару. Изменение длины заготовок достигается путем изменения хода клещевой подачи.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
