

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Штамповка отверстий в заготовках при изготовлении ярмовых балок гораздо производительнее сверловки отверстий по кондуктору, которую еще применяют на некоторых заводах.
Отштампованные на прессовом участке детали в контейнерах подают на сварочный участок. Детали, которые применяются при сборке активной части и при окончательной сборке трансформаторов, подают сразу на окрасочный конвейер.
Сварка металлоконструкций трансформатора
Сварочные работы в серийном производстве трансформаторов должны выполняться на поточных линиях с применением специальных манипуляторов и механизированных приспособлений, где сварщик выполняет операции по сварке определенных узлов. Только при таких условиях можно достичь высокой производительности труда.
Для обеспечения высокого качества сварки в сочетании с высокой производительностью труда на Минском электротехническом заводе широко применяется сварка в среде углекислого газа.
Питание полуавтоматов для сварки в среде углекислого газа целесообразно производить от многопостовых источников типа ИДГМ-1001-1601, выпускаемых заводом «Электрик». Каждый такой источник может одновременно питать 15 - 18 сварочных постов, потребляющих соответственно ток 120 - 200 А или 180 - 300 А.
На Минском электротехническом заводе сварочные работы выполняют на поточных линиях, каждая из которых предназначена для сварки определенной группы узлов. Одна линия предназначена для пооперационной сварки баков, вторая - для сварки расширителей, третья - для сварки радиаторов и четвертая - для сварки мелких узлов, приварки шпилек к крышке бака и дну расширителя. На каждом рабочем месте предусматривается необходимый инструмент и установлен манипулятор, облегчающий повороты и перемещения
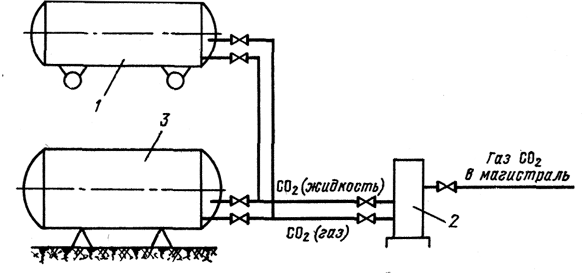
Рис. 58. Схема централизованной подачи углекислого газа к сварочным постам.
1 - изотермическая автоцистерна типа ЦЖУ-6; 2 - газификатор УГ-200М; 3 - изотермический сосуд-накопитель типа НЖУ-8.
деталей и узлов при сварке. На линии сварки радиаторов на рабочем месте, где производят последнюю операцию, кроме того, установлена ванна с водой, в которой радиаторы испытывают на маслоплотность.
Каждая линия имеет законченный цикл изготовления. Для сварки применяют, сварочные тракторы типа ТС-17М-У, точечные, шовные пневматические машины типов МТП, МШП и полуавтоматы А-547У для сварки в среде углекислого газа.
Питание сварочных постов углекислым газом производят централизованно от специальной установки по трубопроводам. На рис. 58 дана схема установки централизованной подачи углекислого газа к рабочим постам. Питание сварочных постов углекислым газом производят из изотермического сосуда накопителя типа НЖУ-8 через газификатор УГ-200М. Сжиженная углекислота доставляется в специальной изотермической автоцистерне типа ЦЖУ-6, из которой самотеком переливается в сосуд-накопитель. Слив осуществляется за счет разности уровней, на которых находятся цистерна и сосуд-накопитель, через резиновые шланги.
Сжиженная углекислота из накопителя поступает в газификатор, который обогревается паром или горячей водой. В газификаторе жидкая углекислота превращается в газообразный углекислый газ и по магистрали подается к сварочным постам. По пути углекислый газ проходит силикагелевый фильтр-осушитель, который встроен в магистраль. Температура углекислого газа в магистрали +20; +30°С, избыточное давление равно 30 - 300 кПа. Производительность газификатора 200 кг/ч углекислого газа. Для контроля за расходом углекислого газа на каждом сварочном посту установлен ротаметр РС-5, поставляемый комплектно с полуавтоматами А-547У.
При эксплуатации указанной установки необходимо строго соблюдать требования правил техники безопасности, основные из которых заключаются в следующем:
1. Помещение, где располагается установка, должно быть оборудовано эффективной вентиляцией.
2. Обслуживающий персонал должен строго следить за исправностью всей предохранительной арматуры и контрольно-измерительных приборов.
3. Перед началом работы установки необходимо убедиться в герметичности всей арматуры. Подтяжку всех креплений и сальников производить при отсутствии в трубах углекислого газа и только при отсоединенных от цистерны трубопроводах.
4. К работе на этой установке допускаются рабочие, изучившие инструкцию по эксплуатации и прошедшие специальный инструктаж.
5. Если потребуется отогревать "замерзшие трубопроводы, то пользоваться для этой цели надо только паром или горячей водой, предварительно отключив этот участок от рабочей системы.
Изготовление бака
Бак трансформатора является крупногабаритным и трудоемким узлом. Для его изготовления от листа металла отрезают заготовку нужной ширины, по длине равную полному периметру бака, и в ней штампуются
все необходимые отверстия. Затем на вальцах изготавливают овальную обечайку, края которой прихватывают между собой в нескольких местах электросваркой, и на установке (рис. 59) производят сварку продольных швов сварочным трактором ТС-17М-У. Для сварки продольного шва из станины установки выводят кронштейн и на него устанавливают обечайку так, что вся линия
Рис. 59. Установка для сварки продольного шва.
1 - сварочный трактор ТС 17М-У; 2 - станина; 3 - подвижный кронштейн.
стыка располагается строго вдоль кронштейна. Затем кронштейн с установленной обечайкой заводят в станину и включают пневмозажим, который прижимает стык к сварочной головке трактора. Включают сварочный трактор.
Сварку производят на флюсовой подушке, за один проход, сварочным током 170-300 А. Для сварки применяют флюс марки АН-348А (ГОСТ 9087-69) мелкой грануляции 0,25 - 0,3 мм. После того как сварены продольные швы, обечайку на специальной установке (рис. 60) калибруют до правильной формы и к ней электросваркой прихватывают дно и раму. Эти операции производят следующим образом. На разжимное устройство (вплотную к станине) устанавливают раму бака, заранее сваренную из двух половин. Затем обечайку надвигают на разжимное устройство до упора в раму. Включают пневмоцилиндр, и обечайка растягивается до нужных размеров специальными колодками, наружный радиус которых равен радиусу закругления стенок бака. После этого другим пневмоцилиндром раму прижимают в торец к обечайке.
Рис. 60. Установка для калибровки обечайки.
1 - пневмоцилиндр; 2 - корпус; 3 - формующие колодки; 4 - кондуктор
с пневмоцилиндром для фиксации дна.
В специальный кондуктор, который укреплен на станине при помощи подвижного шарнира (качающийся рычаг), вставляется дно. Кондуктор с установленным в нем дном подводят к торцу обечайки и фиксируют специальной защелкой. Включают пневмоцилиндр, укрепленный на кондукторе, который через рычаги специальными упорами прижимает дно к обечайке. Прижатые таким образом дно и раму прихватывают в нескольких местах к овальной обечайке. Для удобства в работе разжимное устройство имеет возможность вращаться на штоке вокруг большой оси на угол 180°. После того как дно и рама надежно прихвачены в нескольких местах, отключают цилиндры, прижимавшие раму и дно. Затем отключается цилиндр, приводивший в движение разжимные колодки, и они сходятся к центру, освобождая тем самым заготовку бака трансформатора, надежно зафиксированную прихваченными рамой и дном.
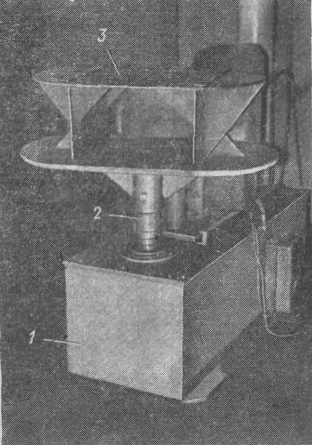
Рис. 61. Манипулятор для приварки дна и рамы.
1 - корпус; 2 - вал редуктора; 3 - овальный стол.
Подготовленный таким образом комплект передается на дальнейшую сварку на поточно-механизированную линию, состоящую из нескольких расположенных друг за другом сварочных кабин, в которых выполняется приварка: 1) дна к баку; 2) рамы к баку; 3) фланцев для крепления радиаторов;
4) охлаждающих ребер к стенкам бака на специальной машине (у трансформаторов мощностью 63 кВ-А);
5) подъемных крюков; 6) различных штуцеров и мелких деталей.
Приварку дна и рамы к баку производят на специальном манипуляторе, позволяющем в процессе сварки поворачивать бак (рис. 61). В основании манипулятора
размещаются электродвигатель и редуктор, на валу которого укреплен овальный стол. Если на манипуляторе производят приварку дна, то бак дном устанавливается на стол, включают электродвигатель, и бак вместе со столом медленно вращается. Рабочий производит приварку дна в среде углекислого газа. В следующей кабине, где производят приварку рамы, на стол манипулятора бак устанавливают рамой.
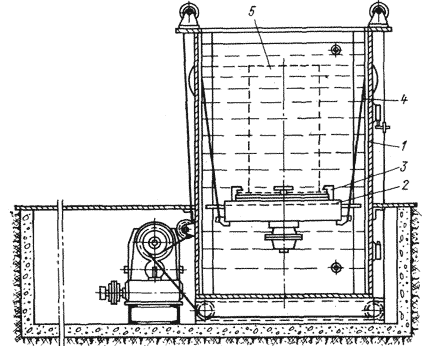
Рис. 62. Ванна для испытания баков на маслоплотность.
1 - корпус ванны; 2 - стол; 3 - прижимы; 4 - тросы для опускания и подъема стола; 5 - бак.
Всю сварку выполняют полуавтоматами типа А-547У в среде углекислого газа (ГОСТ 8050-64). В качестве электрода применяют сварочную проволоку марки СВ-08 Г2С (ГОСТ 2246-70) диаметром 1,2 - 1,6 мм. Сварочный ток в зависимости от толщины свариваемого металла колеблется в пределах 220 - 280 А.
Полностью готовый бак испытывают давлением 50 кПа в ванне, заполненной водой. Перед испытанием все отверстия на стенках бака закрывают специальными заглушками, и бак рамой устанавливают на неподвижный стол (рис. 62), покрытый резиновой прокладкой. Специальными прижимами бак за раму прижима-
ют к столу, а резиновая прокладка создает необходимое уплотнение, предотвращающее попадание воды внутрь бака. Стол вместе с баком опускают в ванну и внутрь бака подают воздух под давлением 50 кПа. Затем бак медленно поднимают вместе со столом, и по выделению пузырьков воздуха рабочий определяет неплотности в сварочных швах, которые устраняет подваркой, после чего бак вновь подвергают испытанию.
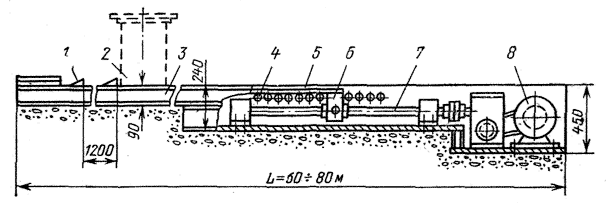
Рис. 63. Напольный толкающий конвейер (схема)
1 - толкатель; 2 - бак трансформатора; 3 - основание конвейера; 4 - опорные ролики; 5 - тяговая платформа; 6 - гайка; 7 - винт; 5 - привод.
Большую сложность в серийном производстве представляет передача узлов при сварке с одной операции на другую. Небольшие узлы от одной сварочной кабины к другой передают краном в специальной таре. Баки от одной кабины к другой подают, как правило, краном по одному. Это сильно загружает кран сварочного пролета и затрудняет работу сварщика.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
