

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Общие сведения
Обмотки трансформаторов I и II габаритов как высшего (ВН), так и низшего (НН) напряжений - цилиндрические многослойные (рис. 18). Обмотка ВН выполняется из круглого, а обмотка НН из прямоугольного__ал1омИ'Ниевого провода.
Для плотной намотки обмоток в соответствии с требованием отраслевой нормали ОАА 629-008-69 «Трансформаторы и автотрансформаторы силовые мощностью до 630 кВ • А» необходимо обеспечить натяжение провода для обмоток ВН 15 - 30 мПа и для обмотки НН 5 - l0 КПа. Натяжение систематически контролируют. Обмотка, выполненная с указанным натяжением провода, достаточно прочна и способна выдержать короткое замыкание за трансформатором.
При настройке станка на намотку обмотки для другого типа трансформатора следует отрегулировать и проверить динамометром натяжение провода. В течение смены, даже если производится намотка обмотки одного типа трансформатора, необходимо проверять натяжение провода и, если требуется, отрегулировать его. Обмотка ВН наматывается на бумажно-бакелитовый цилиндр, а обмотка НН - на картонную гильзу. Для выравнивания крайних витков в слоях обмоток НН применяются разрезные бумажно-бакелитовые кольца, имеющие клинообразную форму.
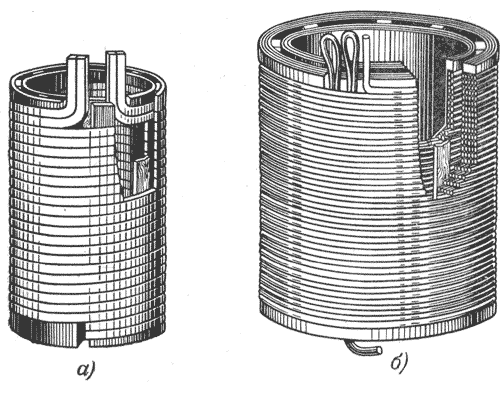
Рис. 18.
а - обмотка НН; б - обмотка ВН.
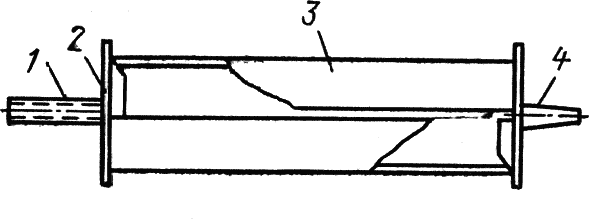
Рис. 19. Шаблон для намотки обмоток НН.
1 - шпиндель намоточного станка; 2 - торцевая шайба; 3 - стальной цилиндр; 4 - конус шпинделя для крепления в планшайбе.
Такие кольца не только выравнивают винтовую поверхность крайних витков, но и одновременно являются концевой изоляцией, предохраняющей обмотку от замыкания на ярмовые балки при опрессовке обмоток в осевом направлении. Намотку обмоток НН производят на специальный шаблон (рис. 19), который представляет собой тонкостенный металлический цилиндр, разрезанный вдоль по образующей. При закреплении шаблона на станке торцевые шайбы конусными ступицами paзжимают цилиндр.
Рис. 20. Намоточный станок ТТ-20.
1 - станина; 1 - планшайба; 3 - шпиндель; 4 - шаблон для намотки обмоток НН.
Таблица 6
Характеристика | Тип станка | |
ТТ-20 | TT-2I | |
Крутящий момент, Н·м | 13,1 | 8,3 |
5,16 | 3,29 | |
2,05 | 1 28 | |
Частота вращения планшайбы, об/мин | 15,9 | 25,3 |
40,5 | 63,5 | |
102,0 | 163,0 | |
Мощность электродвигателя, кВт | 2,8 | |
Диаметр планшайбы, мм | 620 | |
Высота центров над уровнем пола (над уровнем станины), мм | 1000 | |
Число бабок | - | 2 |
Максимальный диаметр наматываемой катушки, мм | 620 | 1100 |
Масса станка, кг | 1440 | 1560 |
Максимальная длина наматываемой катушки, мм Расстояние между центрами передней и задней бабки, мм | 500 | 860 |
- | 900 |
После того как обмотка намотана, отвинчивается гайка, крепящая оправку на шпинделе станка. Конусные ступицы выходят из шаблона, который уменьшится в диаметре, и готовая обмотка легко снимается с шаблона. Бумажно - бакелитовый цилиндр закрепляется на шпинделе станка гетинаксовыми шайбами без конусных ступиц. По окончании намотки готовая обмотки ВН снимается со шпинделя станка вместе с цилиндром. Намотка обмоток производится на намоточных станках типов ТТ-20 и ТТ-21 (рис. 20). Эти станки позволяют наматывать обмотки как из круглого, так и из прямоугольного провода. Пуск станков ножной, педальный. В табл. 6 приведены технические данные этих станков.
Намотка обмоток низшего напряжения
Последовательность операций при намотке обмоток НН следующая. На шпиндель намоточного станка устанавливают и закрепляют металлический шаблон, который обертывают картоном толщиною 1 мм с нахлестом 10 - 15 мм. Кромки картона на ширину 10 - 15 мм промазывают поливинилацетатной эмульсией и склеивают между собою. Склеенный таким образом картон образует гильзу, на которую производят намотку обмотки. Бухту провода требуемого размера, который необходимо предварительно проверить, устанавливают на разматывающее устройство и через натяжное приспособление провод подают к станку. В зависимости от сечения провода устанавливают необходимое натяжение его, контролируемое пружинным динамометром. Для этого один конец динамометра закрепляют на проводе, а другой соединяют тросиком со шпинделем намоточного станка. Включив станок, регулируют натяжным устройством натяжение провода, затем динамометр снимают, а провод вручную протягивают к намоточному станку. Конец провода определенной длины оставляют для начального вывода обмотки, который изолируют по всей длине киперной лентой, сгибают под прямым углом, заводят в паз шайбы шаблона и закрепляют в нем. Под вывод обмотки укладывают петлю из киперной ленты для того, чтобы после окончания намотки закрепить. отвод на обмотке. Производят намотку первого слоя обмотки частотой вращения шпинделя станка 25,3 об/мин.
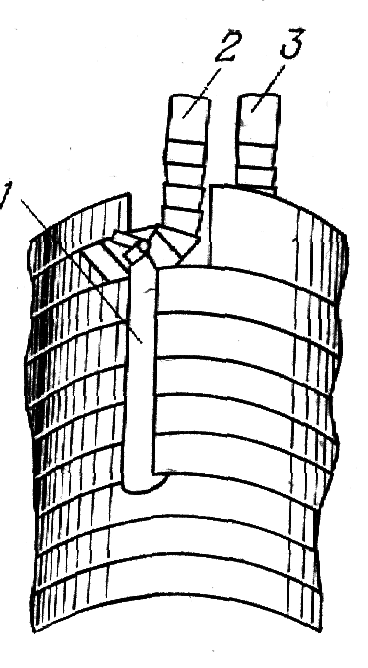
Рис. 21. Крепление отводов обмотки НН.
1 - киперная лента; 2 - конечный отвод; 3 - начальный отвод.
Намотав указанную в чертеже длину первого слоя обмотки, в торец его к крайним виткам закрепляют киперной лентой выравнивающее бумажно-бакелитовое кольцо. Затем укладывают межслоевую изоляцию из кабельной бумаги и наматывают следующий слой. В обмотках, где между слоями предусмотрен масляный канал, на межслоевую изоляцию укладывают специальную гофрированную картонную прокладку,
образующую канал нужного размера. Так наматывают все слои обмотки. Не домотав 10 - 15 витков последнего слоя, под провод укладывают петлю из киперной ленты для крепления концевого отвода обмотки (рис. 21). После окончания намотки обмотки отмеряют заданную длину концевого отвода, отрезают провод и изолируют отвод. Готовые обмотки укладывают на транспортер и подают на испытательный пульт для проверки количества витков.
Намотка обмоток высшего напряжения
Намотку обмоток ВН ведут с частотой вращения шпинделя станка 102 - 163 об/мин. На шпиндель станка надевают бумажно-бакелитовый цилиндр и с помощью торцевых гетинаксовых щек закрепляют гайкой. Провод закрепляют в натяжное устройство и в водитель-укладчик, которые обычно конструктивно совмещены в один узел (рис. 22).
Затем отмеряют отвод обмотки и изолируют его киперной лентой. Закодированный отвод продевают через отверстие в торцевой щеке и крепят к ней киперной лентой. На бумажно-бакелитовый цилиндр под отвод укладывают бортовую изоляцию, которая состоит из картонной полосы, наклеенной на бумажную ленту. Бумажная лента при намотке прижимается витками провода, а картонная полоска служит опорой крайнего витка и предохраняет изоляцию провода от повреждения при осевой опрессовке обмоток в процессе стяжки активной части. Затем на цилиндр укладывают петлю из киперной ленты для крепления последнего витка обмотки и начинают намотку первого слоя обмотки. За 3 - 4 витка до конца первого слоя на бумажно - бакелитовый цилиндр укладывают изоляционный бортик. После того как намотан первый слой, на него укладывают изоляцию из кабельной бумаги. Прежде чем мотать второй слой обмотки, надо уложить изоляционный бортик. Каждый последующий слой отделяют от предыдущего межслоевой изоляцией и по торцам ограничивают изоляционным бортиком.
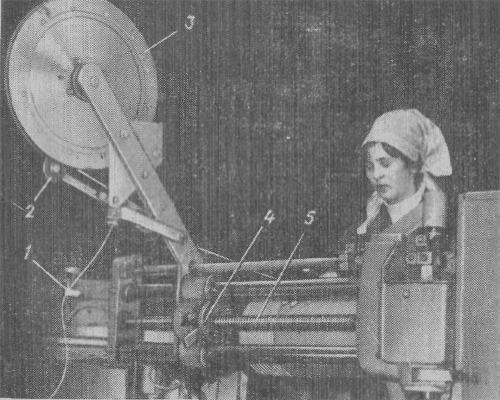
Рис. 22. Натяжное устройство водитель-укладчик.
1 - обмоточный провод; 2 - прижимной ролик; 3 - натяжной диск; 4 - маточная гайка; 5 - ходовой винт.
Масляный канал для охлаждения обмоток создают специальной прокладкой из гофрированного картона (рис. 23). Прокладку изготавливают из картона толщиною 0,5 мм марки Г (ГОСТ 4194-68). Высота гофр 5 мм, шаг 15 мм. Для создания масляного канала между слоями обмотки прокладку из гофрированного картона укладывают на витки предыдущего слоя обмотки вместо кабельной бумаги. На эту прокладку наматывают очередной слой обмотки. Гофрированная прокладка по всей окружности образует множество каналов 38 дли циркуляции масла. Ширина каналов равна высоте гофр (рис. 24).
Применение гофрированного картона для создания масляного канала взамен ранее применявшихся реек позволило снизить трудоемкость изготовления обмоток и улучшить их качество, так как отпала операция по установке и фиксации дистанционных реек.
Регулировочные отводы обмотки выполняются собственным проводом в виде петли (рис. 25).
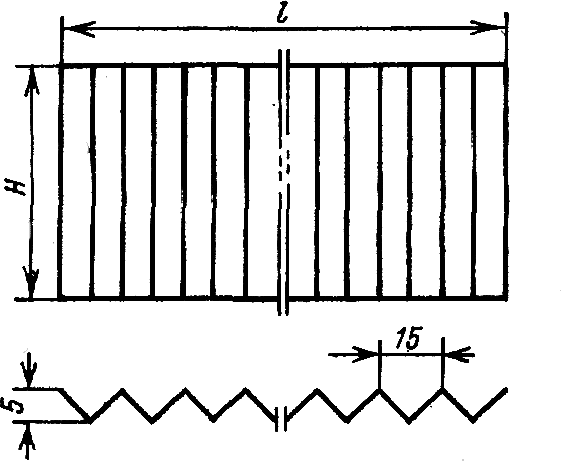
Рис. 23. Прокладка из гофрированного картона.
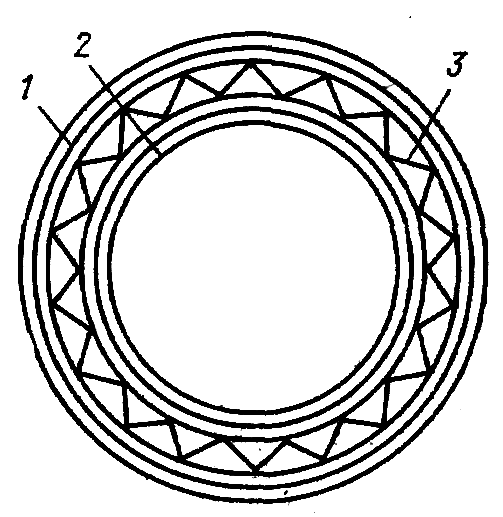
Рис. 24. Масляный канал в обмотке ВН.
1 - наружный слой обмотки; 2 - внутренний слой обмотки; 3 - масляный канал, образуемый гофрированным картоном.
Петлю нужной длины скрепляют тафтяной лентой и на неё надевают хлопчатобумажный чулок. Под отвод подкладывают картонную коробочку и его укладывают в паз торцевой щеки шаблона. За 10 - 15 витков до конца последнего слоя обмотки под провод укладывают петлю из матерной ленты для крепления концевого отвода. Для надежного крепления отвода петлю при намотке оставшихся витков пропускают поочередно поверх провода и под ним. На концевой отвод также одевают хлопчатобумажный чулок, отвод укладывают в картонную коробочку и помещают в отверстие торцевой щеки. После окончания намотки последнего слоя на него накладывают изоляцию из кабельной бумаги и закрепляют бандажом из киперной ленты.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
