

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Отжиг, пластин магнитопровода
В силу причин, рассмотренных выше, в процессе переработки сталь все же несколько ухудшает свои магнитные характеристики, и потери в ней возрастают.
В целях стимулирования внедрения стали высоких марок, а также мероприятий по сохранению ее характеристик, прейскурантом 15- 05 установлена соответствующая надбавка к цене трансформатора за каждый киловатт снижения потерь холостого хода против значений, допускаемых ГОСТ.
Для снижения потерь холостого хода в трансформаторе пластины магнитопровода подвергаются восстановительному отжигу.
При изготовлении пластин из рулонной стали, имеющей изоляционное покрытие, отжиг является последней операцией в технологическом процессе, после чего пластины складываются в специальную тару и отправляются на промежуточный склад.
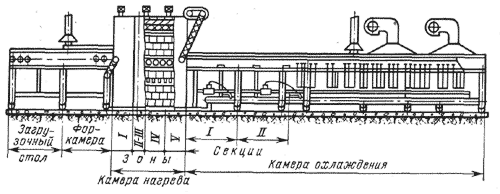
Рис. 9. Печь ОКБ-885.
Пластины магнитопровода, изготовленные из листовой стали, после отжига покрываются изоляционным лаком и только после лакировки поступают на промежуточный склад.
Исследования ВИТ показали, что потери холостого хода в трансформаторе, магнитопровод которого собран из пластин, прошедших восстановительный отжиг, на 6 - 10% ниже по сравнению с трансформатором, пластины магнитопровода которого не подвергались отжигу.
Однако в первую очередь необходимо обеспечить минимальное нарушение первоначальных свойств стали, так как магнитные свойства стали после отжига полностью не восстанавливаются.
Отжиг пластин магнитопровода производится при 800 - 820°С в атмосфере инертного газа или в вакууме для предохранения стали от окисления и науглероживания.
Работы ВИТ показали, что можно успешно проводить ускоренный отжиг в проходных печах без защитной атмосферы.
Отечественная промышленность для ускоренного отжига пластин магнитопровода выпускает только один тип проходной рольганговой печи ОКБ-885 (рис. 9).
Печь состоит из следующих основных узлов: 1) загрузочный стол; 2) форкамера; 3) камера нагрева; 4) камера охлаждения.
Загрузочный стол предназначен для загрузки и транспортировки пластин в камеру нагрева. Перед камерой нагрева находится форкамера, снабженная шторками, которые открываются перед подачей пластин в форкамеру.
Нагрев осуществляют электрическими нагревательными элементами, которые расположены на своде и поду печи. Температура каждой зоны автоматически регулируется приборами теплового контроля.
Камера охлаждения предназначена для постепенного и равномерного охлаждения пластин после нагрева. Она разделена на две части. В первой части пластины охлаждаются до 250 - 300°С водой, которая циркулирует в крышках, рубашках каркаса и в роликах рольганга. Во второй части камеры пластины охлаждаются до 50 - 60°С воздухом, который нагнетается вентилятором, и водой, циркулирующей в роликах рольганга. Производительность печи (расчетная) 1500 кг/ч при коэффициенте загрузки пода 0,9.
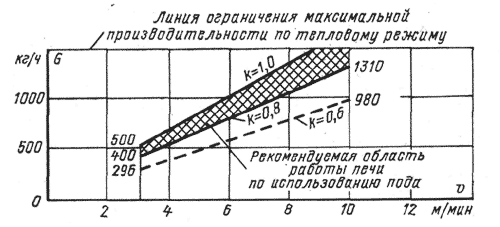
Рис. 10. График загрузки печи ОКБ-885.
Минимальные размеры пластин, которые можно отжигать в печи: ширина 35 мм, длина 350 мм.
Завод-изготовитель дает график (рис. 10) зависимости производительности печи от скорости рольганга и коэффициента заполнения пода печи.
Однако практически добиться паспортной производительности печи не удается. При отжиге пластин магнитопровода крупных трансформаторов фактическая производительность печи составляет не более 1000 кг/ч.
При отжиге более мелких пластин магнитопроводов трансформаторов I и II габаритов производительность печи резко снижается.
Минимальная длина пластин, которые позволяет пропускать рольганговый под печи, равна 350 мм. Примерно 25% пластин магнитопровода трансформаторов I и II габаритов имеют длину менее 350 мм, и отжигать их можно, только предварительно уложив на специальный поддон.
Для высокоэффективного отжига всех пластин магнитопроводов трансформаторов I и II габаритов необходимо создать специальные печи производительностью не ниже 1000 - 1500 кг/ч. Печь должна быть оборудована автоматическим загрузочным устройством, которое позволит использовать под с коэффициентом загрузки, близким к единице.
Разгрузка пластин после отжига и складирование их в тару должны также производиться специальным механизмом. Загрузочное и разгрузочное устройства должны быть разработаны вместе с печью.
Лакировка пластин магнитопровода
Пластины магнитопровода, изготовленные из рулонной трансформаторной стали, имеющей изоляционное покрытие, дополнительной лакировки не требуют.
Пластины, изготовленные из листовой холоднокатаной трансформаторной стали, поставляемой без изоляционного покрытия, требуют лакировки.
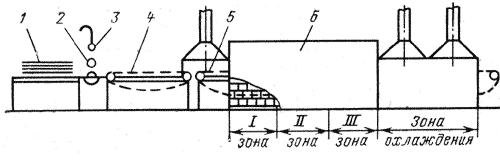
Рис. 11. Установка для лакировки пластин магнитопровода.
1 - загрузочный стол; 2 - обрезиненные валки; 3 - капельница для подачи лака на верхний вал; 4 - холодный промежуточный конвейер; 5 - горячий конвейер; 6 - печь; 7 - приемный стол.
В качестве изоляционного лака применяется масляный лак марки КФ-95 (ГОСТ 15030-69). Этот лак представляет собой однородную без механических примесей жидкость от светло - до темно-коричневого цвета. При прохождении пластин, покрытых лаком, через печь лакировальной установки растворитель из лака выгорает и пластины покрываются прочной лаковой пленкой.
Электрическая прочность пленки при 18 - 22°С должна быть не менее 70 кВ/мм. После воздействия на пленку водой в течение 24 ч прочность ее должна быть не менее. 30 кВ/мм. Лакировальная установка (рис. 11) состоит из следующих основных узлов: 1) обрезиненные валки для нанесения лака на пластины; 2) холодный подающий конвейер; 3) проходная конвейерная печь для запечки лака на пластинах; 4) приемное устройство для приема отлакированных пластин.
Прежде чем лакировать пластины, необходимо отрегулировать зазор между обрезиненными валками, чтобы обеспечить равномерное нанесение лака на сталь. Размер зазора устанавливается следующим образом. Пластина размерам 270x750 мм стороною 270 мм вставляется между вращающимися валками (рис. 12) при нормальной подаче лака, и динамометром замеряется усилие, с которым, пластина втягивается валками. Для однократной лакировки это усилие должно быть равно 150 - 180 Н. Необходимое усилие достигается регулировочными пружинами, прижимающими верхний валок.
Нижний валок установки половиной диаметра находится в ванне с лаком, а на верхний валок лак подается через капельницу из специальной емкости. Проходя между валками, пластина покрывается тонким слоем лака и поступает на холодный подающий конвейер, который выравнивает скорость движения пластины со скоростью движения горячего конвейера в печи. При прохождении пластин по конвейеру через печь из лака выгорает растворитель и пластины покрываются прочной пленкой запеченного лака. Печь имеет три температурные зоны; в первой зоне температура 650 - 780°С, во второй зоне - 450 - 520°С и в третьей - 280 - 350°С. Обогрев печи может быть газовый или электрический. Скорость движения конвейера в печи регулируется от 10 до 20 м/мин и подбирается в зависимости от вязкости лака. Рабочая вязкость лака по вискозиметру ВЗ-4 должна быть 40 - 45 с при 20°С. Для доведения лака до рабочей вязкости его разводят уайт-спиритом.
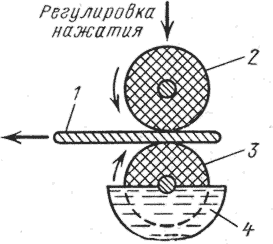
Рис. 12. Регулировка зазора между валками.
1 - пластина магнитопровода; 2 - верхний обрезиненный валок: 3 - нижний обрезиненный валок; 4 - ванна с лаком.
Температура в зонах и скорость движения конвейера должны быть отрегулированы так, чтобы воспламенение растворителя и его выгорание происходили во второй зоне. Только при этих условиях возможно получить лаковую пленку, обладающую требуемым электрическим сопротивлением. Если растворитель воспламеняется в первой зоне, то во второй зоне лак будет гореть (возможно полное его сгорание). Для того чтобы устранить это явление, следует или увеличить скорость конвейера, или уменьшить температуру в первой зоне. При воспламенении растворителя только в третьей зоне лак не успевает запечься и пленка получается немаслостойкой. В этом случае надо либо уменьшить скорость конвейера, либо поднять температуру во второй зоне.
Пластины на холодный конвейер укладываются с разрывом около 100 мм. Если их уложить вплотную друг к другу, то при воспламенении растворителя в печи пламя по пластинам может перекинуться в ванну с лаком и вызвать пожар.
После лакировки пластины подвергаются контролю качества пленки. Пленка должна быть от коричневого до темно-коричневого цвета, иметь гладкую блестящую поверхность без налета сажи и поджогов. При нажатии марлевым тампоном на лаковую пленку, охлажденную до температуры помещения, тампон не должен прилипать, а на пленке не должно, оставаться отпечатка. При царапании пленка не должна отслаиваться [Л. 6]. Проверяется толщина пленки, которая должна быть 15±5 мк на обе стороны, и на специальной установке проверяется электрическое ее сопротивление. Проверка сопротивления пленки производится на образцах размером 750X270 мм, собранных в пакет из пяти пластан. Замеры делаются в трех-четырех местах. Среднее значение сопротивления должно быть не менее 5 Ом. Пробивное напряжение пленки, среднее из десяти замеров с каждой стороны, должно быть не менее 150 В.
На заводах, не производящих отжиг пластин стали, лакировку трансформаторной стали производят в целых листах, из которых затем изготавливаются пластины магнитопровода.
Хранение и подача пластин магнитопровода на сборку
Контейнеры с пластинами от многодисковых ножниц поступают в промежуточный склад для хранения и комплектования их для сборки активной части. Комплекты пластин укладываются в специальные контейнеры, в которых они поступают на оборонный конвейер.
Наиболее удачным решением является складирование пластин в многоярусных стеллажах, оснащенных краном-штабелером. Стеллажи для хранения контейнеров с пластинами должны иметь пять-шесть ярусов. Каждая ячейка должна иметь четкую маркировку.
Для механизации выгрузки и загрузки контейнеров в ячейки можно применить опорный кран-штабелер Кадиевского машиностроительного завода, техническая характеристика которого приведена в табл. 5.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
