

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Порезка заготовок из листового и профильного проката в соответствии с технологическими картами раскроя.
2. Изготовление из заготовок деталей штамповкой на механических прессах.
3. Сборка узлов с предварительной прихваткой, сварка их, зачистка швов и околошовных поверхностей от шлака и грата.
4. Испытание на прочность и плотность сварных швов бака, расширителя и радиаторов.
В конструкции трансформаторов I и II габаритов значительное количество деталей и узлов имеют общие конструктивные признаки, одинаковое назначение и зачастую различаются только размерами. При разработке технологии такие детали и узлы группируются, и изготовление их производится по типовым технологическим процессам, которые при серийном производстве являются наиболее экономичными [Л. 5]. Типовые технологические процессы позволяют запускать в производство металлоконструкции одновременно нескольких трансформаторов. Можно планировать порезку заготовок сразу для нескольких деталей, так как для этого не требуется менять оборудование, а надо только переставить упоры на ножницах в соответствии с размером, указанным в технологическом процессе.
При сварке узлов по типовому технологическому процессу требуется только изменить силу сварочного тока. Это в значительной степени упрощает организацию производства в цехе, облегчает планирование и повышает производительность труда.
Рабочее место каждого сварщика должно быть оборудовано эффективной вентиляцией. Сварочные операции должны выполняться в строгой последовательности, определенной технологической документацией, с соблюдением указанных режимов сварки. Нельзя увеличивать силу тока при сварке и толщину сварочного шва. При увеличении сварочного тока возможны прожоги свариваемого металла, которые не всегда могут быть обнаружены.
Сварочные кабины должны быть ограждены так, чтобы световой луч не ослеплял рабочих и сварщиков в соседних кабинах.
Порезка заготовок
На заготовительном участке металл раскраивается •на заготовки. Заготовки из профильного проката и листового горячекатаного металла подвергают обработке в дробеструйной камере для удаления с них окалины. Дробеструйная камера должна быть вынесена в отдельное помещение.
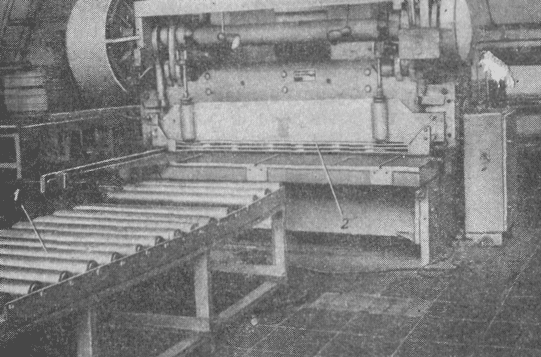
Рис. 56. Гильотинные ножницы для порезки заготовок.
1 - рольганг; 2 - гильотинные ножницы.
На участке должны быть установлены гильотинные ножницы для порезки заготовок из листа толщиною до 5 мм и листа толщиною выше 5. мм.
Для облегчения труда рабочего при порезке заготовок гильотинные ножницы обычно оборудуются рольгангом (рис. 56). Для листов толщиною до 5 мм рольганг без привода, а для порезки более толстого листа рольганг должен быть приводным.
Лист укладывается краном на рольганг, и рабочий подает его до упора на гильотинных ножницах, прижимая к боковому упору для обеспечения прямого угла, при порезке. Когда передняя кромка листа дойдет до упора, рабочий включает ножницы и отрезает заготовку требуемого размера. Размер заготовки определяется
расстоянием от упора до режущего ножа. Отрезанная заготовка опускается на тележку, установленную за ножницами. Для порезки заготовок из профильного проката на участке устанавливают комбинированные ножницы типа НБ-633.
Вырезку из листа деталей, имеющих сложные криволинейные контуры и - большую толщину, производят на автоматической газорезательной машине типа АСШ-2. Питание машины может осуществляться от стационарной сети природным газом или пропан-бутаном от переносного баллона. При монтаже установки АСШ-2 и оборудования рабочего места резчика должны строго соблюдаться правила пожарной безопасности. Кроме того, рабочее место должно быть оборудовано вентиляцией, а резчик при работе должен строго выполнять правила техники безопасности при газорезательных работах.
Резку производят резаком, головка которого перемещается по копиру, имеющему контуры вырезаемой детали. Если после вырезки деталь должна подвергаться механической обработке для получения необходимой чистоты поверхности, то вырезка производится с соответствующим припуском на обработку, указываемым в карте технологического процесса. Если после вырезки не требуется механической обработки, то для очистки поверхности в месте реза деталь подвергается обработке в голтовочном барабане или дробеструйной камере. После необходимой обработки заготовки подают на прессовый или сварочный участок для дальнейшей обработки. Передачу осуществляют тележкой по рельсовому пути. Привод тележки осуществляется через редуктор от электродвигателя, установленного на ее раме.
Изготовление деталей методом холодной штамповки
На прессовом участке установлены кривошипные прессы усилием 2,5 МН модели К-374В, 1,6 МН модели КА-262, 1,0 МН модели К-2130, 0,6 МН модели КВ-235 и 0,4 МН модели К-232Б.
Все прессы на участке располагают с учетом технологической последовательности изготовления деталей. При расстановке оборудования в цехе мощные прессы, предназначенные для изготовления крупногабаритных деталей, располагают ближе к заготовительному участку, чтобы сократить путь передачи тяжелых заготовок.
Передачу заготовок от одного пресса к другому пооперационной штамповке и передачу готовых деталей осуществляют мостовым краном в специальной таре. Поскольку детали имеют различные габариты каждого типа деталей должна быть предусмотрена своя тара.
Прессы усилием 2,5 МН предназначены для изготовления дна, крышки бака, одновременной штамповку всех отверстий в стенках бака и вырубки крупногабаритных фланцев из толстолистового металла. На прессах усилием 1,6 МН производят штамповку в полках и стенках швеллеров - заготовках для изготовления ярмовых балок. На прессах усилием 0,6 - 1 МН изготавливают различные детали расширителя. Штамповку мелких деталей производят на прессах усилием 0,4 MН. Штамповку однотипных малогабаритных деталей целесообразно производить на прессах-автоматах, изготовляемых промышленностью на номинальное усилие до 1 МН.
Наибольшее применение на трансформаторных заводах получили прессы типа А-845, имеющие автоматическую валковую подачу заготовок в зону штамповки, благодаря чему один рабочий может обслуживать несколько прессов. Как правило, штамповку деталей на этих прессах производят многопозиционными штампами. В сочетании с большим количеством рабочих ходов ползуна пресса автоматическая подача т многопозиционные штампы позволяют повысить производительность труда при штамповке массовых деталей небольших габаритов.
Пресс А-845 имеет следующую характеристику:
Усилие | 1,0 МН |
Ход ползуна | 75 мм |
Число ходов ползуна в минуту | 62-150 |
Закрытая высота пресса. | 430 мм |
Регулировка закрытой высоты | 75 мм |
Максимальная подача ленты | 320 мм |
ширина | 320 мм |
толщина | 3 мм |
Самыми сложными операциями при изготовлении деталей трансформаторов на прессах являются операции штамповки дна, крышки бака и ярмовых балок Обусловлено это тем, что все перечисленные детали изготавливают на прессах большой мощности и штамповку их производят на крупногабаритных штампах из штучной заготовки, имеющей большую массу. Это сильно затрудняет механизацию подачи заготовок в зону штамповки.
Дно трансформатора штампуют из заготовки с поворотом. Сначала одну сторону заготовки подают в штамп до упора и обрубают на штампе по заданному радиусу за один ход пресса, затем заготовку подают в штамп другой своей стороной.
Крышку трансформатора изготавливают за три перехода, выполняемых на трех отдельных штампах. Первой операцией является обрубка радиуса. Вторая операция - отбортовка заготовки на высоту 15 мм по всему контуру. Третья операция - пробивка в отбортованной заготовке всех необходимых отверстий. Для снижения усилия при пробивке отверстий в крышке трансформатора штамп имеет разновысокие пуансоны, так что при рабочем ходе пресса последовательно работает определенная их группа.
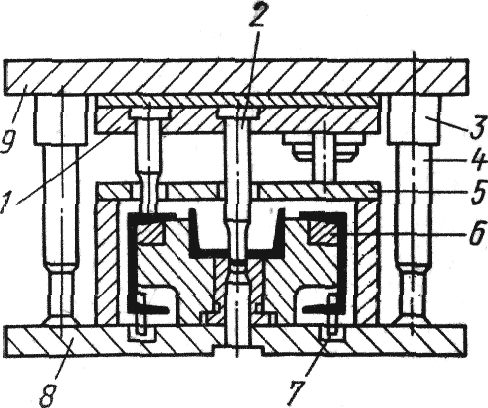
Рис. 57. Штамп для штамповки отверстий в стенке и полках швеллера.
1 - пуансонодержатель; 2 - пуансон; 3 - направляющая втулка; 4 - колонка: 5 - съемник; 6 - матрица; 7 - тяга; 8 - плита нижняя; 9 - плита верхняя.
Ярмовые балки изготавливают из горячекатаного швеллера (ГОСТ 8240-72). До подачи заготовок для изготовления ярмовых балок на сварочный участок необходимо сделать отверстия в стенке и обоих полках швеллера. Через отверстия в стенке швеллера проходят шпильки, стягивающие ярма магнитопровода, а через отверстия в полках шпильки, затяжкой которых ярмовые балки прессуют обмотки трансформатора в осевом направлении.
Рассмотрим одну из схем пробивки отверстий в полках и стенке швеллера штампом, применяемым на Минском электротехническом заводе. Штамп (рис. 57) для пробивки отверстий в полках и стенке швеллера имеет три групповые матрицы и три групповых пуансона.
Заготовка укладывается только в одну левую матрицу штампа, и при первом рабочем ходе в верхней полке ее штампуют все отверстия. После этого заготовку извлекают и устанавливают в среднюю матрицу, а в левую укладывают новую заготовку. При последующем рабочем ходе пресса штампуют отверстия в стенке заготовки, находящейся в средней матрице, и в боковой полке заготовки, находящейся в левой матрице. Затем заготовку из средней матрицы переставляют в правую матрицу, из левой - в среднюю, а в левую матрицу укладывают новую заготовку. После очередного рабочего хода пресса из правой матрицы извлекают заготовку, с отверстиями в полках и стенке. Заготовки опять меняют местами, в левую матрицу устанавливают новую заготовку и после каждого рабочего хода пресса из правой матрицы извлекают заготовку с отверстиями в полках и стенке швеллера.
Усилие, необходимое для штамповки отверстий, составляет 1,25 - 1,3 МН.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
