

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
операций, предусмотренных технологическим процессом, с наименьшей затратой времени и исключать встречные перевозки деталей и узлов.
На каждом рабочем месте планировкой должны быть предусмотрены площади для складирования необходимых узлов и деталей, места для хранения приспособлений и 'инструмента. Кроме того, в цехе должны быть предусмотрены площади для хранения и ремонта технологической оснастки. В непосредственной близости от обслуживаемых объектов следует выделять помещения для дежурных сантехников, электриков и слесарей. На каждом производственном участке должно быть предусмотрено рабочее место мастера и все необходимое для организации бесперебойной работы участка.
Корпус по производству трансформаторов целесообразно, строить с замкнутым циклом производства так, чтобы все узлы и детали трансформаторов полностью изготавливались в этом корпусе. Это потребует меньше транспортных средств для перевозки узлов и деталей и исключит встречные грузопотоки.
На рис. 4 в качестве примера дан один из вариантов технологической планировки производственной площади и ее условная разбивка на цехи и участки.
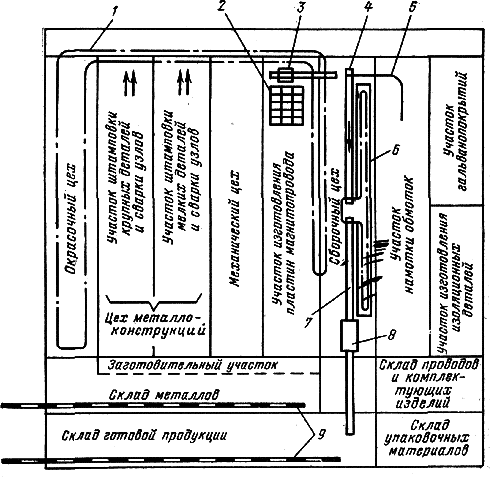
Рис. 4. Планировка производственных площадей.
1 - конвейер окрасочного цеха; 2 - комплектовочная кладовая пластин магнитопровода; 3 - тележка для подачи пластин на сборочный конвейер; 4 - конвейер сборки активных частей; 5 - монорельсовая дорога для подачи обмоток на конвейер; 6 - проходная сушильная печь; 7 - конвейер окончательной сборки и испытания трансформаторов; 8 - испытательная станция; 9 - железнодорожные пути.
Для размещения заготовительных и сборочного цехов подходит производственный корпус из восьми продольных пролетов шириною 12-18 мм длиною около 150 м и двух поперечных пролетов для размещения складов. Длину и ширину пролетов выбирают исходя из конкретной программы выпуска трансформаторов, то с таким расчетом, чтобы в них можно было расположить одну или две технологические линии, в которых операции выполнялись бы последовательно одна за одной без лишних поперечных передач. Высота от пола до подкрановых путей должна быть 8-10 м.
На рис. 4 представлена планировка, где в первом пролете расположен цех окраски металлоконструкций. Второй и третий пролеты занимает цех изготовления металлоконструкций. Во втором пролете расположены участки штамповки крупногабаритных деталей и сварки баков, а в третьем пролете - участки штамповки мелких деталей и сварки узлов. Окрасочный цех должен быть отделен сплошной стеной от цеха металлоконструкций, который в свою очередь также отделяют сплошной стеной от остальных цехов во избежание загрязнения воздуха в этих цехах. В четвертом пролете находится механический цех. В пятом пролете размещается оборудование для изготовления пластин магнитопровода. В шестом пролете устанавливаются конвейер для сборки трансформаторов и проходная сушильная печь для сушки активной части перед опусканием ее в бак. В седьмом пролете размещаются станки для намотки обмоток. Восьмой пролет многоэтажный. На первом этаже располагаются производственные участки по изготовлению деталей из изоляционных материалов и отделение гальванопокрытий. На втором и следующих этажах этого пролета могут располагаться конторы, бытовые помещения цехов и общезаводские службы. В поперечных пролетах размещаются склад материалов с заготовительным участком, склад готовой продукции, склады комплектующих изделий и упаковочных материалов. В эти пролеты введены железнодорожные пути от общезаводской ветки для доставки материалов и вывоза готовой продукции.
Во всех пролетах, за исключением пролета окрасочного цеха и верхних этажей восьмого пролета, должны быть предусмотрены краны или кран-балки грузоподъемностью 0,3-0,5 кН. В складе металлов и складе готовой продукции один из кранов должен быть грузоподъемностью 1 кН для разгрузки прибывающего металла. На участке изготовления изоляционных деталей и в отделении гальванопокрытий следует также предусмотреть механизмы для разгрузки завозимых деталей и сырья и погрузки готовых деталей.
Все продольные пролеты производственных цехов целесообразно связать поперечным транспортным пролетом для проезда напольного колесного транспорта.
Пол в цехах должен быть достаточно прочным, стойким к воздействию масел, не выделять пыли и быть удобным для уборки. Этим требованиям не может удовлетворять асфальтовый пол, так как он не маслостоек, и быстро разрушается, особенно на сварочном участке, когда на пол ставят тяжелые баки. Пол из деревянной торцевой шашки также не удовлетворяет указанным требованиям. Такой пол быстро загрязняется, плохо поддается уборке и очистке. Для участков намотки катушек, изготовления изоляционных деталей, отделения гальванопокрытий и в сборочном цехе наиболее подходящ мозаичный пол на мраморной крошке. Для того чтобы пол выделял меньше пыли, его следует покрасить. Мозаичный пол можно делать и в окрасочном цехе, и в складах. В, пролетах заготовительного участка и в цехе изготовления металлоконструкций хороши полы, покрытые чугунной или стальной плиткой, уложенной на цементном растворе. Такие полы прочны, устойчивы к воздействию влаги и масел и позволяют содержать их в чистоте.
Предлагаемая выше планировка производственных площадей позволяет создать в каждом пролете самостоятельные технологические линии с четкой организацией труда на каждом рабочем месте. Работа каждой линии подчинена единому технологическому потоку, определяющему последовательность изготовления деталей и узлов, подачу их к сборочному конвейеру и доставку готовой продукции на склад.
Изготовленные в цехе металлоконструкций баки, расширители и другие узлы и детали завешивают на окрасочный конвейер, а после окраски подают в сборочный цех. Пластины магнитопровода поступают в комплектовочную кладовую, откуда после комплектовки к сборочному конвейеру. С участка обмотки к сборочному конвейеру транспортируют скомплектованные пофазно обмотки НН и ВН. Активная часть, пройдя сушильную печь, поступает на конвейер окончательной сборки трансформаторов. После сборки и испытаний трансформатор конвейером подается на склад готовой продукции, откуда отправляется заказчику, в подавляющем большинстве случаев по железной дороге по мере комплектования платформ по направлениям.
Размещение производственных цехов в указанной последовательности позволяет свести к минимуму передачи узлов и деталей из пролета в пролет и максимально механизировать транспортные операции.
Заготовки в цех металлоконструкций подают специальной тележкой с электроприводом. Окрашенные детали и узлы транспортируют в сборочный цех конвейером. Пластины магнитопровода подают к сборочному конвейеру в контейнерах тележкой с электроприводом. Обмотки на сборку поступают по подвесной монорельсовой дороге. Детали из механического цеха в отделение гальванопокрытий и затем в сборочный цех перевозят напольным колесным транспортом.
Глава третья
ИЗГОТОВЛЕНИЕ МАГНИТОПРОВОДА
Общие сведения
Магнитопровод трансформатора плоскошихтованный стержневого типа, бесшпилечной конструкции набирают из пластин прямоугольной формы. Схема шихтовки показана на рис. 5.
Для изготовления магнитопровода силовых масляных трансформаторов I и II габаритов применяется холоднокатаная текстурованная сталь толщиною 0,35 мм марки Э - 330 А ГОСТ 802-58 нормальной точности проката и нормальной отделки поверхности.
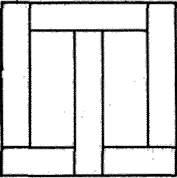
Рис. 5. Схема шихтовки магнитопровода с прямоугольными пластинами.
Буквы и цифры в марке Э-ЗЗОА обозначают: Э - электротехническая сталь; первая цифра 3 показывает, что сталь повышенно-легированная с содержанием кремния 2,8 - 3,5%; вторая цифра 3 показывает, что сталь обладает низкими удельными потерями при перемагничивании; цифра 0 показывает, что сталь холоднокатаная текстурованная; буква А обозначает особо низкие удельные потери. По ГОСТ сталь марки Э - 330 А толщиною 0,35 мм изготавливается в листах следующих размеров:
Ширина, мм | 240 | 750 | 1000 |
Длина, мм | 1500 | 1500 | 2000 |
Допустимое отклонение на толщину 0,35 мм составляет ±0,03 мм. Разнотолщинность листа, т. е. разность между наименьшей и наибольшей толщиной в разных его точках, не должна превышать ±1%.
Листы стали в соответствии с ГОСТ поставляются в пачках массой до 80 кг и до 5 т. Пачки массой до 80 кг скрепляются полосами мягкой стали шириной до 50 мм. Пачки массой до 5 т поставляются в упаковке, предохраняющей листы от коррозии. Сталь поставляется отожженной. В соответствии с ВТУ 202 - 70 трансформаторная сталь марки Э - 330 А изготавливается также в рулонах с двусторонним жаростойким электроизоляционным покрытием. Ширина рулонной стали 900 - 1000 мм. Масса рулона 3 - 5 т. В рулоне допускается не более трех отрезков. Минимальная длина отрезка -
100 м. Удельное электрическое сопротивление изоляционного покрытия не менее 150 Ом/см2. Толщина покрытия на сторону 0,005 мм и входит в допуск на толщину
стали.
Пробивное напряжение одностороннего изоляционного покрытия не менее 50 В. Покрытие механически прочное, при изгибе стали на угол 90° вокруг оправки диаметром 30 мм не должно отслаиваться с наружной стороны. Жаростойкость покрытия гарантируется при нагреве до 820°С в нейтральной или слабовосстановительной среде в течение 2,5 мин. Покрытие не разрушается в трансформаторном масле при нагреве его до 100°С.
Технология изготовления пластин магнитопровода включает в себя следующие операции: 1) резка заготовок; 2) получение из заготовок пластин; 3) отжиг пластин; 4) лакировка пластин.
Основные свойства холоднокатаной трансформаторной стали
Кристаллографическая решетка холоднокатаной трансформаторной стали представляет собой множество кристаллов кубической формы, ребра которых расположены вдоль проката листа. Такая сталь с ребровой текстурой имеет наибольшую магнитную проницаемость и наименьшие потери энергии при прохождении магнитного потока вдоль проката. Это свойство стали необходимо учитывать при раскрое листа и нарезать пластины магнитопровода так, чтобы при работе трансформатора линии магнитной индукции проходили вдоль проката листа.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
