

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ТРАНСФОРМАТОРЫ
Выпуск 31
Б. П. ДУБАТОВ
Производство трансформаторов
мощностью до 630 кВ·А
(I и II габаритов)
Под редакцией
МОСКВА • «ЭНЕРГИЯ» • 1977
Редакционная коллегия:
, , С. Лизунов, ,
ПРЕДИСЛОВИЕ
Решениями XXV съезда КПСС перед работниками промышленности поставлена задача по дальнейшему повышению производительности труда, увеличению съема продукции с каждого квадратного метра производственной площади. Большие резервы роста производительности труда таятся в применении прогрессивных технологических процессов, механизации и автоматизации производства, лучшей организации труда и всего производственного процесса.
В книге сделана попытка обобщить опыт передовых предприятий по механизации и автоматизации серийного производства силовых масляных трансформаторов мощностью до 630 кВ • А с высшим напряжением 6 - 10 кВ. Материал книги основан на многолетней практике заводов, выпускающих трансформаторы, и в основном на опыте Минского электротехнического завода им. , работником которого длительное время является автор.
Наряду с описанием механизации и автоматизации технологических процессов автор считает необходимым также осветить и вопросы организации производства в цехах, изготовляющих трансформаторы. Большинство из описанных решений разработано и внедрено на трансформаторных заводах, а часть предлагаемых новых решений готовится к внедрению. Если небольшая часть из описанных в книге прогрессивных решений найдет применение на других предприятиях, то автор будет считать свою задачу выполненной.
Автор считает своим приятным долгом выразить благодарность работникам завода, оказавшим ему помощь при работе над книгой, и в их числе за советы и предоставленные материалы при написании гл. 9. Особую благодарность автор выражает за ценные советы при работе над рукописью в начальной стадии и за большой труд по редактированию книги.
Автор
ВВЕДЕНИЕ
За последние годы технология изготовления силовых масляных трансформаторов I и II габаритов* и организация их серийного производства коренным образом изменились. Внедрение поточно-механизированных линий для изготовления металлоконструкции и конвейерных установок для их окраски, конвейеров для спицы: активной части, окончательной сборки и испытаний трансформаторов обязывает по-иному рассматривать весь комплекс изготовления этих трансформаторов.
Если раньше изготовление металлоконструкций и окраска их были совершенно не связаны между собой то теперь поточно-механизированные линии изготовления металлоконструкций и конвейеры для окраски их должны работать в едином ритме. Раздельная сборка активной части, когда отдельно собирался магнитопровод (первая сборка) и складировался как отдельный узел, не требовала согласованной работы участков обмотки и сборки активной части. Сборка активной части на конвейере с шихтовкой магнитопровода непосредственно в обмотки подчиняет единому ритму как изготовление магнитопровода, так и намотку обмоток.
По характеру выполняемых операций, по взаимной их связи производство силовых масляных трансформаторов I и II габаритов можно условно разделить на три части: 1) изготовление металлоконструкций трансформаторов; 2) изготовление активной части трансформаторов; 3) общая сборка трансформаторов, испытания и сдача на склад для отгрузки потребителю.
Материал в предлагаемой книге излагается в другой последовательности. Вначале описываются изготовление активной части и общая сборка трансформаторов, а затем тем изготовление металлоконструкций.
Изготовление металлоконструкций включает в себя операции по раскрою металла, изготовление бака, расширителя, охлаждающих радиаторов, ярмовых балок, различных мелких деталей и их окраску.
Изготовление активной части трансформатора охватывает намотку обмоток низшего (НН) и высшего (ВН) напряжения, изготовление пластин магнитопровода, различных изоляционных деталей и сборку активной части.
Общая сборка включает в себя опускание высушенной активной части в бак, установку на бак крышки с расширителем, проверку уплотнений, заливку маслом, испытание трансформатора и упаковку для отгрузки его потребителю.
На передовых трансформаторных заводах проделана серьезная работа по механизации и автоматизации производственных процессов. Изготовление пластин магнитопровода производится на специальных комбинированных линиях с применением для раскроя стали многодисковых ножниц. Оборка трансформатора осуществляется на конвейере с применением различного механизированного инструмента. При сварке металлоконструкций широко применяются сварка в среде углекислого газа, автоматические и полуавтоматические сварочные машины, различные манипуляторы.
* Согласно классификации, принятой планирующими органами, к I габариту отнесены трансформаторы мощностью 6 - 100 кВ•А к II - свыше 100 до 1000 кВ • А.
Благодаря этому механизация сварочных работ на таких предприятиях достигает 90 - 95%. Окраску металлоконструкций производят на конвейерах, где все операции по подготовке поверхности под окраску происходят без участия человека, а обычная грунтовка заменена фосфатированием. Это значительно повышает производительность труда на окрасочных работах, снижает их стоимость и повышает качество окраски. Однако все это пока еще не нашло широкого применения на всех заводах, выпускающих указанные трансформаторы. По-прежнему на некоторых заводах заготовки для получения пластин магнитопровода еще нарезают на гильотинных ножницах, а пластины из заготовок штампуют на прессах. По-прежнему сборку трансформаторов разделяют на ряд сборочных операций, когда сначала производят сборку магнитопровода с последующей расшихтовкой его верхнего ярма, насадкой обмоток на стержни магнитопровода и повторной зашихтовкой верхнего ярма.
Порезка заготовок на гильотинных ножницах и штамповка из них пластин магнитопровода на прессах очень трудоемки и требуют большого количества оборудования и значительных производственных площадей. Сборка активной части с расшихтовкой и последующей зашихтовкой верхнего ярма магнитопровода содержит в себе совершенно ненужные операции по частичной разборке и повторной сборке ранее уже собранного магнитопровода. При этом требуются дополнительные производственные площади и грузоподъемное оборудование для передачи магнитопровода с одного рабочего места на другое. Сборка активной части на конвейере с зашихтовкой пластин магнитопровода в обмотке резко снижает трудоемкость сборочных работ и позволяет увеличить объем продукции с 1 м2 производственной площади.
Глава первая
ОБЩИЕ СВЕДЕНИЯ О КОНСТРУКЦИИ ТРАНСФОРМАТОРОВ
Силовые трехфазные масляные трансформаторы I и II габаритов серии ТМ имеют конструкцию и характеристики в соответствии с ГОСТ 12022-66. Активная часть трансформатора погружена в сварной бак овальной формы, выполненный из конструкционной стали 1Н10 (ГОСТ 9045-70) толщиною 2,5 - 3,0 мм (рис. 1). Бак с находящейся в ней активной частью заполняется трансформаторным маслом (ГОСТ 982-68 или ГОСТ 10121-76)
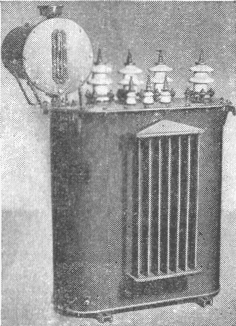
Рис. 1. Трансформатор силовой масляный мощностью 100кВ•А.
Для охлаждения масла трансформаторы мощностью 100 - 630 кВ•А имеют съемные радиаторы, а к баку трансформатор а мощностью 63 кВ•А (рис. 2) привариваются точечной сваркой охлаждающие ребра. Для охлаждения масла в трансформаторах мощностью 10 и 25 кВ•А достаточно поверхности стенок бака.
Для подъема трансформатора (перевозка и монтаж) к баку привариваются крюки. Трансформаторы I габарита не имеют катков, трансформаторы II габарита выпускаются с переставными катками, позволяющими осуществлять продольное и поперечное перемещение трансформаторов.
В нижней части бака имеется отверстие с пробкой для заливки маслом и отбора его проб в процессе эксплуатации трансформатора

Рис. 2. Габаритный эскиз трансформатора.
1 - бак трансформатора; 2 - охлаждающие ребра; 3 - расширитель; 4 - вводы ВН; 5 - вводы НН; 6 - крепление активной части в баке; 7 - болт заземления бака; 8 - рукоятка переключателя.
Расширитель для масла цилиндрической формы, устанавливаемый на крышке трансформатора, изготовляется из стали IIIH10 (ГОСТ 914-56) толщиной 1,5 мм.
Для предохранения масла от увлажнения расширитель снабжен воздухоосушителем (рис. 3), состоящим из двух стальных труб, расположенных одна в другой. Наружная труба
приваривается к нижней части корпуса расширителя и сообщается с верхней его полостью. Снизу к фланцу наружной трубы крепится прозрачный колпак из органического стекла. Внутренняя труба приваривается к верхней части корпуса расширителя и через масляный затвор сообщается с атмосферой.
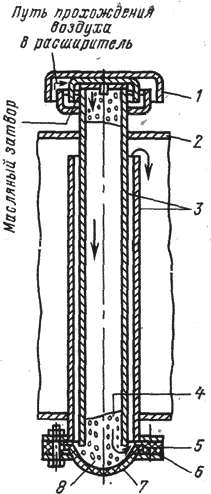
Рис. 3. Воздухоосушитель.
1 - колпак масляного затвора; 2 - стенка расширителя; 3 - трубки воздухоосушигранулированный силикагель; 5 - уплотнительная прокладка; 6 - фланец; 7 - прозрачный колпак; 8 - индикаторный силикагель.
Внутренняя труба заполняется гранулированным силикагелем (ГОСТ 3956-54), а прозрачный колпак - индикаторным силикагелем (ГОСТ 8984-75). Благодаря своей пористой структуре силикагель имеет сильно развитую поверхность и обладает свойством поглощать влагу из проходящего воздуха. Воздух из атмосферы поступает в расширитель через масляный затвор, силикагель и внутреннюю трубу. При прохождении через силикагель воздух теряет влагу и силикагель постепенно увлажняется. Индикаторный силикагель, окрашенный хлористым кобальтом, при увлажнении изменяет окраску с голубой на розовую. Это служит сигналом о том, что силикагель в воздухоосушителе увлажнен (потерял способность поглощать влагу) и его необходимо заменить. Для повторного использования силикагеля необходимо восстановить его первоначальное свойство. Это достигается сушкой его при 120°С в течение 15 - 20 ч. Индикаторный силикагель после восстановления снова приобретает ярко-голубой цвет.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
