

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для увеличения пропускной способности сушильной печи активные части трансформаторов обычно устанавливают на загрузочную тележку в два яруса. Активные части первого яруса ставят на настил тележки, а второго яруса - на специальный стол, устанавливаемый на тележку. Для лучшей продувки активных частей воздухом в процессе сушки настил тележки и стол делают решетчатыми. Загрузку активных частей на тележку и разгрузку ее производят краном.
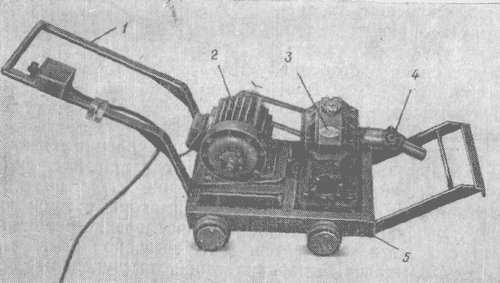
Рис. 41. Приспособление для загрузки тележки с активными частями в печь.
1- рукоятка; 2 - электродвигатель; 3 - редуктор; 4 - вал с шарниром; 5 -
рама.
Подачу тележки в сушильную печь и выкатку ее после окончания сушки производят специальным приспособлением (рис 41), состоящим из рамы с катками, на которой установлен электродвигатель с редуктором, оканчивающимся шарнирным валом. Питание электродвигателя осуществляется гибким кабелем. Пакетный выключатель для включения и отключения электродвигателя расположен на ручке приспособления. Тележка, на которую загружают активные часта, имеет вал с конической шестерней, которая постоянно находится в зацеплении с шестерней, укрепленной на оси ее задних колес. Приспособление через шарнирный вал соединяется с валом тележки. Включают электродвигатель, приводящий в движение приспособление, и тележка по рельсам закатывается в печь. Рабочий за ручку придерживает приспособление, постоянно прижимая его к тележке для того, чтобы вал редуктора и вал тележки были все время в зацеплении (скорость передвижения тележки 1,5 - 2,0 м/мин). Как только тележка полностью заходит в печь, приспособление отключают и вручную отводят от тележки.
1ак как питание двигателя осуществляют через гибкий кабель, одним приспособлением можно обслуживать несколько печей.
Дежурный персонал в процессе сушки через каждый час производит измерение сопротивления изоляции обмоток НН и ВН и данные заносит в журнал. Измерение производят при напряжении 2500 В мегаомметром типа МС-0,5. На рис. 42 представлена электрическая схема пульта измерения сопротивления изоляции обмоток НН и ВН в процессе сушки активных частей. После того как активные части трансформаторов загружены в печь, магнитопроводы нескольких активных частей подключают к зажиму мегаомметра 3 - земля Нечетные линии Л1 Л3 и т. д. через проходные изоляторы, вмонтированные в крышу сушильной печи, подключают к отводам обмотки НН, а четные - к отводам обмотки ВН тех же активных частей, после чего дверь печи закрывают.
Для замера сопротивления изоляции необходимо проделать следующие операции. Включить автомат АВ, после чего на пульте загорится сигнальная зеленая лампа ЛЗ. Нажать кнопку 1КУ, включающую пускатель П. Гаснет ЛЗ и загорается красная сигнальная лампа ЛК, сигнализируя о том, что на трансформатор Т1 дано напряжение через замыкающий контакт пускателя П. Последовательно нажимая на кнопки К1, K2, К3 и т. д., измеряют сопротивление изоляции обмоток НН и ВН подключенных активных частей.
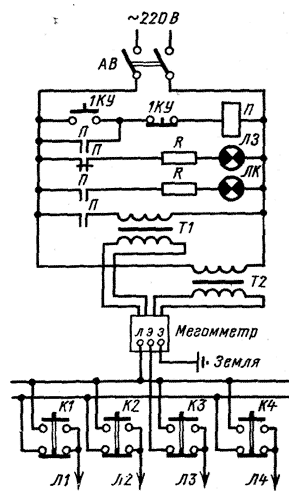
Рис. 42. Электрическая схема пульта измерения сопротивления изоляции обмоток в процессе сушки.
После этого отключают пускатель П, размыкая цепь кнопкой 1КУ, и отключают автомат АВ.
Такие печи и технологию сушки активной части применяют на многих заводах, выпускающих трансформаторы I и II габаритов с высшим напряжением 6 - 10 кВ Основные преимущества их - сравнительно простая конструкция и возможность непрерывного контроля сопротивления изоляции обмоток в процессе сушки. Однако технология сушки активных частей в печах такого типа имеет существенные недостатки. Нет единого ритма на всех операциях сборки трансформатора. Собранные на конвейере активные части трансформаторов накапливают на специальной площадке для полной загрузки печи, и затем они находятся, в цехе после разгрузки печи по окончании сушки. Поэтому в сборочном цехе всегда значительная производственная площадь занята активными частями. Загрузка и выгрузка активных частей партиями усложняют работу подъемно-транспортного оборудования в цехе и создают встречные грузопотоки, если одновременно будет выгружено 80 - 100 активных частей, то при работе конвейера с ритмом 5 мин последняя активная часть должна простоять на воздухе 6 - 8 ч, прежде чем будет опущена в бак и залита маслом. За это время при большой относительной влажности воздуха в цехе изоляция может увлажниться. Правда, можно иметь несколько печей и производить сушку активных частей более мелкими партиями, но это усложнит эксплуатацию сушильных печей и организацию работы в цехе. Этого можно избежать, если производить сушку активных частей в проходных печах с подвесным цепным или напольным конвейером. Такие печи эксплуатируются несколько лет, например, на Курган-Тюбинском трансформаторном заводе, где работает двухходовая проходная печь с напольным тележечным конвейером.
Тележки с установленными на них активными частями специальным толкающим устройством перемещаются внутри печи по рельсам. Когда тележка по одному рельсовому пути пройдет всю печь, в торце специальным устройством она передается на обратный путь. Габариты печи и скорость перемещения тележки подобраны так, чтобы каждая активная часть находилась в печи 12 - 14 ч при 105 - 110СС. Загрузка активных частей на тележку и съем их с тележки производят краном. На Биробиджанском заводе силовых трансформаторов много лет эксплуатируется пятиходовая проходная печь с подвесным пульсирующим конвейером. Активную часть трансформатора завешивают на конвейер при помощи специального гидроподъемника, после чего включают конвейер, который подает активную часть в печь. Выдержка времени движения конвейера регулируется. По истечении заданной выдержки времени включается двигатель привода конвейера и конвейер передвигается на один шаг. Активная часть, которая была в печи, подается еще глубже в печь, только что завешанная на конвейер поступает в печь, а на конвейер завешивается следующая активная часть. Обогрев печи электрический.
Для конвейерной сборки трансформаторов (гл. 2) целесообразно иметь двухходовую проходную сушильную печь с цепным подвесным конвейером. Печь можно расположить в «мертвой» зоне крана, вдоль колонн, рядом с конвейерами.
Печь должна иметь длину, достаточную для того, чтобы активные части находились в ней 12 - 14 ч. При скорости движения цепи конвейера 0,15 м/мин длина цепи конвейера в печи должна быть 110 - 130 м при непрерывном движении. Если активные части в печи будут проходить ее дважды (туда и обратно), то длина печи будет равна 55 - 65 м. Если печь сделать с пульсирующим движением конвейера, то длину можно сделать меньше, сообразуясь с объемом выпуска.
Собранная активная часть трансформатора сразу после окончательной пайки и изолировки отводов, завешивается на конвейер и подается в печь. Пройдя через печь, высушенная активная часть охлаждается до 30 - 40°С и подается на конвейер окончательной сборки трансформаторов.
Можно так рассчитать конструкцию печи и движение активной части, что ритм загрузки в печь и съем высушенной активной части с конвейера будут соответствовать ритму конвейеров сборки активной части и окончательной сборки трансформаторов. Трансформаторы будут выпускаться в едином ритме без пауз для накопления, что значительно улучшит организацию производства и исключит возможность увлажнения изоляции.
Обогрев такой печи также может быть паровым, электрическим или комбинированным. Можно в качестве источника тепла применять природный газ, это дает возможность быстрее нагревать печь и лучше регулировать температуру. Такую печь необходимо оборудовать приборами, автоматически записывающими температуру в нескольких точках печи (по ее длине). Одним из недостатков сушки в такой печи является то, что затруднен контроль сопротивления изоляции обмоток в процессе сушки, но, как показала практика работы Курган-Тюбинского завода и Биробиджанского завода силовых трансформаторов, заранее отработанный режим дает полную гарантию качественной сушки активных частей трансформаторов.
Глава восьмая
ОКОНЧАТЕЛЬНАЯ СБОРКА ТРАНСФОРМАТОРОВ
Технология сборки
Окончательная сборка трансформаторов производится также на напольном, пластинчатом вертикально замкнутом конвейере. Ритм движения его принудительный и может регулироваться от 0 до 20 мин.
Вся окончательная оборка трансформаторов разбита на операции примерно равной трудоемкости. Для лучшей организации работы на конвейере сборка отдельных узлов и подготовка деталей производятся вне его. Так производят сборку переключателя, расширителя и подготовку к сборке уплотнительных прокладок из маслостойкой резины, прокладываемых под крышку бака. К корпусу расширителя вне конвейера крепят съемное дно и маслоуказатель и устанавливают резиновые уплотнительные прокладки. Сборка переключателя (рис. 43) заключается в установке на изолирующем основании неподвижных контактов, к которым затем подключают отводы обмоток ВН, монтаже подвижных контактов и механизма переключения.
Уплотнительные прокладки предварительно раскладывают на специальном столе и промазывают клеем марки 88Н ТУ МХПУТ 880-58. Все собранные узлы и детали, необходимые при окончательной сборке трансформаторов, подают краном на специально отведенные места вдоль конвейера. Для механизации работ над конвейером на специальных подвесках закреплены пневматические гайковерты.
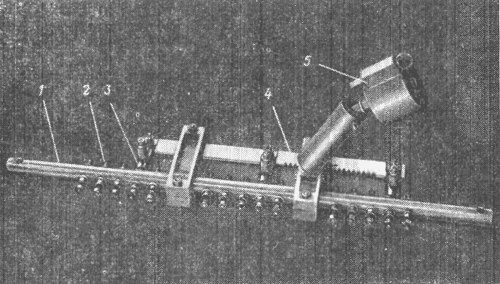
Рис. 43. Переключатель.
1 - бумажно-бакелитовая трубка; 2 - неподвижные контакты; 3 - подвижные
контакты; 4 - зубчатая рейка; 5 - рукоятка привода.
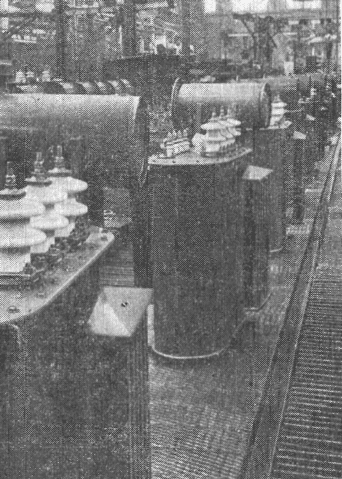
Рис. 44. Конвейер окончательной сборки трансформаторов.
Общий вид конвейера окончательной сборки показан на рис. 44. Активную часть после сушки устанавливают на первое рабочее место конвейера, где меаомметром проверяют сопротивление изоляции обмоток НН и ВН, производят проверку и подтяжку всех резьбовых соединений, которые ослабли в связи с усадкой изоляционных деталей в процессе сушки.
Рядом с активной частью устанавливают заранее подготовленный и окрашенный чистый бак. На конвейере окончательной сборки последовательно производят следующие операции:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
