

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В случае обрыва провода в процессе намотки соединение его в месте обрыва производят сваркой. Сварку производят в угольных «лещах, питаемых от однофазного трансформатора.
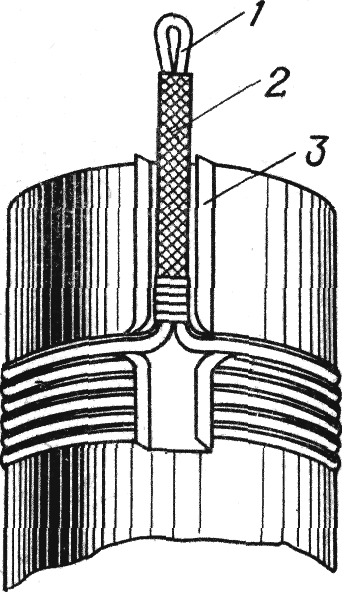
Рис. 25. Крепление регулировочных отводов обмотки ВН.
1 - регулировочный отвод; 2 - хлопчатобумажный чулок; 3 - картонная коробочка.
Концы свариваемых проводов закладывают в клещи встык, включают трансформатор и через 5 - 8 с сваренный провод вынимают. Место сварки изолируют телефонной бумагой в четыре слоя. Готовую обмотку транспортером подают на установку для проверки количества витков.
Проверка количества витков в готовой обмотке
Поскольку в соответствии с ГОСТ 11677-75 допустимое отклонение коэффициента трансформации должно быть к пределах +0,5%, то допустимое отклонение количества витков от расчетного в каждой обмотке принимают вдвое меньшим, т. е. в пределах ±0,25%. На участке, схема которой приведена на рис. 26, проверку количества витков в готовой обмотке производят путем сравнения ее с образцовой, имеющей необходимое количество отпаек. Установка представляет собой магнитопровод с двумя стержнями и съемным верхним ярмом. На одном из стержней находится обмотка возбуждения, а на другом - образцовая обмотка. На него же помещается проверяемая обмотка и включается так, чтобы э. д. с. в ней и в образцовой обмотке были направлены навстречу друг другу. После того как стержни накрывают, ярмом, установка представляет собой трансформатор, в котором обмотка возбуждения является первичной, а проверяемая и образцовая обмотки являются вторичными. Так как они включены встречно, то при отклонении количества витков в проверяемой обмотке от расчетного появляется разность напряжений, под действием которой в цепи возникает ток, фиксируемый миллиамперметром. При расчетном количестве витков а первичной обмотке стрелка прибора будет в нулевом положении.
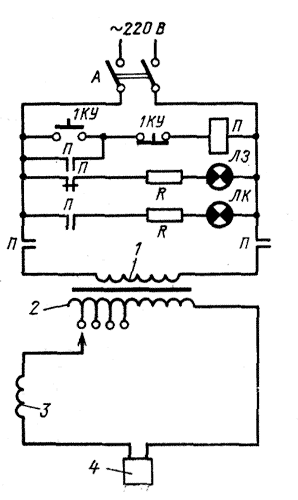
Рис. 26. Схема установки для проверки количества витков в обмотках.
1 - обмотка возбуждения; 2 - образцовая обмотка; 3 - проверяемая обмотка; 4 - миллиамперметр.
Комплектовка обмоток по фазам
Для охлаждения обмоток в процессе работы трансформатора между обмотками НН и ВН обычно предусматривается канал, создаваемый специальными клиньями из изоляционных материалов, которые с натягом загоняют между обмотками. При этом обмотки НН и ВН располагают строго концентрично. Канал должен быть одинаков по всему своему сечению для обеспечения расчетной электрической прочности между обмотками и для того, чтобы масло, циркулирующее по каналам, равномерно охлаждало все части обмоток.
При сборке активной части по узлам, как это имеет место на некоторых заводах, когда сначала собирают отдельно магнитопровод, расклиновку обмоток производят в процессе сборки активной части. Вначале на стержень магнитопровода насаживают обмотку НН и расклинивают ее относительно магнитопровода, затем концентрично обмотке НН насаживают обмотку ВН и в зазор между ними заколачивают молотком необходимое количество клиньев. Не имея строго заданного направление, клинья при осаживании могут изменять направление внизу обмоток и, соприкасаясь своими концами, перекрывать канал, ухудшая циркуляцию масла.
При сборке активной части на конвейере для шихтовки магнитопровода в обмотку надо заранее скомплектовать воедино обмотки НН и ВН на каждую фазу.
Комплектовка обмоток производится на специальной гидравлической установке (рис. 27) в следующей последовательности. В обойму вкладывают обмотку НН отводами вверх наружу, для того чтобы при запрессовке ее в обмотку ВН отводы вошли в верхний вырез упорной шайбы и не повредились. В направляющие пазы обоймы вставляют клинья заостренным концом наружу и так, чтобы скос клина был направлен от обмотки НН. В лоток укладывают обмотку ВН отводами в нижний вырез упорной шайбы. Рукоятку переключателя устанавливают в положение «вперед» и включают подачу масла в цилиндр. Цилиндр своим штоком давит на обмотку НН и клинья, находящиеся в обойме, и запрессовывает их в обмотку ВН. При этом клинья в течение всего хода штока будут находиться в направляющих пазах обоймы и запрессуются без перекоса. Обойма для обмоток НН сменная, соответственно их диаметру. Как только обмотка НН с клиньями полностью войдет в обмотку ВН, конечный выключатель перекрывает клапан и шток останавливается. Переключатель переставляют в положение «назад» и шток возвращают в исходное положение. После этого скомплектованные обмотки снимают и устанавливают на чистый помост для проверки.
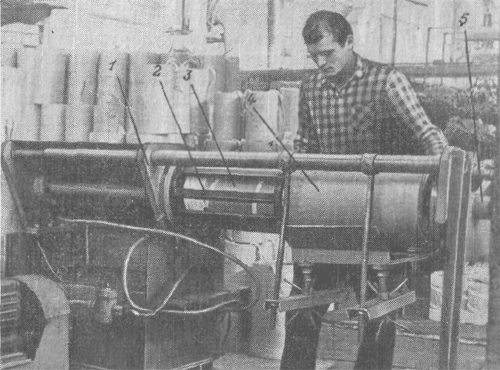
Рис. 27. Установка для комплектовки обмоток НН и ВН на фазу.
1 - станина; 2 - сменная обойма; 3 - обмотка НН; 4 - обмотка ВН; 5 - упорная шайба.
Проверенные обмотки укладывают в контейнер и подают по монорельсовой дороге к конвейеру сборки активной части электрогрузовозом, состоящим из электротягача и прицепной тележки, соединенных между собой тягой.
Изготовитель электрогрузовоза - Московский завод «Красный металлист». Подъемная сила электрогрузовоза - 0,5 кН, высота подъема груза - 3 м, скорость подъема - 8 м/мин, скорость движения с грузом - 60 м/мин. Электрогрузовоз оборудован устройством для автоматического управления и задания адреса доставки груза.
Комплектовка обмоток на описанной выше установке обеспечивает минимальное применение ручного труда и наряду с повышением производительности труда гарантирует высокое качество расклиновки обмоток. Поскольку клинья все время находятся в направляющих, исключен их перекос, что в свою очередь гарантирует нормальный масляный канал между обмотками. Исключены также повреждение торцов клиньев и их поломка. При такой расклиновке обмоток исключены и повреждения бумажной изоляции провода обмотки НН, так как обмотка НН запрессовывается в обмотку ВН вместе с лежащим на ней клином, который при этом не совершает относительно нее никаких перемещений.
Глава пятая
ИЗГОТОВЛЕНИЕ ИЗОЛЯЦИОННЫХ ДЕТАЛЕЙ
Основными материалами для изоляционных деталей, применяемых в трансформаторах, являются картон, пластмасса, телефонная, кабельная, намоточная бумага и бук.
Из картона марок Б и Г (ГОСТ 4194-68) изготавливают различные прокладки, бортики и коробочки для изготовления обмоток, а также прокладки, коробочки и козырьки (для оборки активной части). Телефонную бумагу марки КТ-0,5 (ГОСТ 3553-73) толщиною 0,05 мм и кабельную бумагу марки К-120 (ГОСТ 645-67) толщиною 0,12 мм применяют в качестве изоляции при намотке обмоток. Бумажно-бакелитовые цилиндры и выравнивающие кольца изготавливают из намоточной бумаги марки ЭН-70 (ГОСТ 1931-75). Картон на заводе хранят в сухом отапливаемом помещении, чтобы избежать его увлажнения.
Детали, изготовленные из сухого картона, хранят в специальных помещениях или ларях с подогревом, обеспечивающим постоянную температуру, во избежание увлажнения и изменения размеров.
Клинья для фиксации обмоток НН и ВН при их комплектовке и для расклинивания скомплектованных обмоток относительно магнитопровода изготавливают из сухого бука (ГОСТ 2695-71).
Прокладки, посредством которых ярмовые балки прессуют обмотки в осевом направлении, изготавливают из термореактивной пластмассы К-21-22 (ГОСТ 5689-73).
Изготовление бумажно-бакелитовых цилиндров и деталей из бука является специализированным производством, и поэтому мы ограничимся рассмотрением процессов изготовления деталей из бумаги, картона и пластмасс.
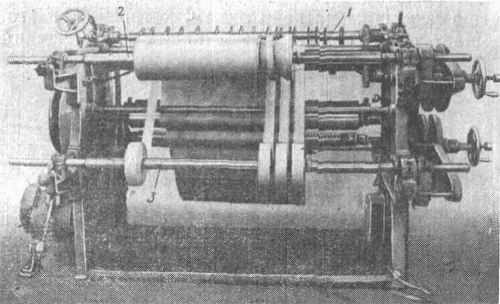
Рис. 28. Станок для порезки бумаги.
1 - валы с дисковыми ножами; 2, 3 - приемные валы для рулончиков.
Прокладки из пластмассы изготавливают методом горячего прессования в многоместных пресс-формах на гидравлических прессах. Отпрессованные детали очищают от облоя и складывают в специальную тару. Для повышения механической и электрической прочности детали подвергают термообработке при 140 - 160°С в течение 32 ч. После остывания до температуры окружающего воздуха они подаются на сборку.
Бумажные полосы различной ширины нарезают из рулона на специальной бумагорезательной машине аналогично разрезке рулонной стали (рис. 28). Таким же образом нарезают заготовки для изготовления прокладок из гофрированного картона и полосы для изготовления бортовой изоляции обмоток.
Заготовки для изготовления деталей из картона нарезают на многодисковых ножницах из стандартного листа. Некоторые детали, такие, как пластины, изолирующие ярмовые балки от магнитопровода, нарезают на гильотинных ножницах, а затем в них штампом пробивают отверстия и пазы.
Рис. 29. Станок для изготовления гофрированных прокладок.
1 - корпус; 2 - формующий вал; 3 - нажимное устройство; 4 - приемное устройство.
Гофрированные прокладки из картона изготавливают на специальном станке (рис. 29), состоящем из разматывающего устройства, рабочих валков (формирующих гофры) и приемного устройства. Разматывающее устройство не имеет привода, и подачу картона производят рабочими валками. Приемное устройство имеет привод от рабочих валков.
Рулон картона нужной ширины устанавливают на разматывающее устройство, включают станок, и картон подается в рабочие валки. Как только сформованная часть картона достигнет приемного устройства, станок отключают и картон закрепляют в приемном устройстве. После этого станок включают для гофрирования всего рулона. Из гофрированного рулона на гильотинных ножницах нарезают детали требуемой длины, которые затем подают к рабочим местам.
Склеивание картонных и бумажных деталей производят поливинилацетатной эмульсией (ГОСТ 18992-73) средней вязкости (СВ). Для приготовления клеящего раствора две части эмульсии разводят в одной части (по массе) воды. Полученный раствор наносят на поверхности деталей, прижимают детали смазанными поверхностями друг к другу и выдерживают на воздухе в течение 30 - 50 мин. После этого детали будут надежно склеены. Поливинилацетатной эмульсией можно клеить также картон к дереву и деревянные детали между собою.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
